



在气电立焊过程中,焊接电弧的轴线与母材侧壁是相互平行的,母材侧壁的熔化主要是靠焊接熔池的热传导。熔池的重力和电弧吹力几乎不影响母材侧壁的熔深,也就是说,改变焊接电流和电弧电压不会明显地改变侧壁熔深。另外气电立焊是一种焊缝强迫成形工艺,熔池在坡口左右侧壁,正面水冷滑块和背面衬垫(水冷衬垫或陶瓷衬垫)围成的空间形成。随着熔池金属液面的上升和水冷滑块的散热,熔池底部不断凝固,形成宽度略大于坡口间隙宽度的焊缝。由于气电立焊焊缝的侧壁熔深较浅,其坡口形状一般为钝边较小或不留钝边的V形坡口。为保证焊缝背面充分熔透,要求坡口间隙一般不小于4mm。
正如前面所指出的,双丝旁路气电立焊可大幅度减小焊接热输入,成功地解决了传统气电立焊热输入过大的问题。但在焊接大厚度板材时,可能出现侧壁熔合不良的问题。气电立焊时,由于电弧的轴线与坡口表面相平行,电弧热不能直接作用于母材表面使其熔化,而母材侧壁的熔化和熔深主要靠熔池金属的热传导。在焊接大厚度钢板或者焊件起始温度过低时,熔池金属的热量可能不足以完全熔化接缝侧壁或造成熔合不良。双丝旁路焊接时弧柱直径约为15~25mm,如果板厚大于30mm,电弧热不能作用于整个板厚,熔池金属不能覆盖接头的整个厚度。因此必须采取摆动焊枪的方法,使电弧沿着壁厚移动,保证侧壁气厚度坡口表面均匀地熔化。因此,在双丝旁路气电立焊中,摆动电弧是保证焊缝质量必不可少的一项工艺措施,应根据坡口的形状和截面大小,采取不同的摆动方式、摆动轨迹和两端停留时间。由于坡口边缘大多是V形坡口形状,简单的直线摆动满足不了要求,必须采用按双轴联动设计的电弧摆动机构。双丝旁路气电立焊时适用于不同板厚和不同坡口形状的各种摆动轨迹,如图2-93所示。
焊枪摆动时,弧柱中心离坡口侧壁的距离不大于10mm,可使熔池液态金属与侧壁表面可靠熔合。由于焊缝金属的散热方向是朝侧壁表面和水冷滑块,故坡口中心部分的温度是最高的。焊枪摆动时,尽可能使电弧靠近外侧的坡口表面,而不会造成中心区的温度过低。焊枪摆动的速度与所焊接缝的板厚及焊接速度有关。随着板厚的增大,摆动速度相应地降低。随着焊接速度的提高,摆动速度相应加快。常用的摆动速度为3~5m/min。
 (https://www.xing528.com)
(https://www.xing528.com)
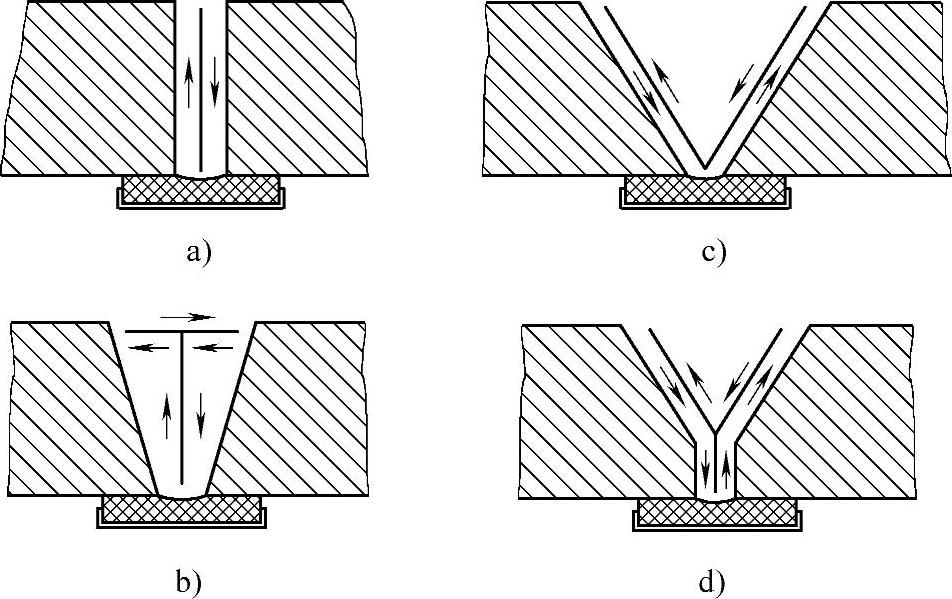
图2-93 双丝旁路气电立焊时适用于不同坡口形状的摆动轨迹
a)I形坡口摆动轨迹 b)V形坡口摆动轨迹 c)V形坡口摆动轨迹 d)Y形坡口摆动轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。