



孔的加工方法有钻孔、扩孔、铰孔、镗孔、磨孔等,这些加工方法可完成孔的不同精度和表面质量要求。孔加工刀具分两大类:一类是在实体材料上钻孔的刀具(扁钻、中心钻、麻花钻、深孔钻等);另一类是对已有孔进行再加工(扩孔钻、锪钻、铰刀、镗刀等),现分别介绍如下:
1.扁钻
扁钻是结构最简单,使用最早的一种钻孔刀具,分为整体式和装配式。整体式扁钻主要用于小直径(ϕ<12mm)孔的加工;装配式扁钻适于较大直径(ϕ>38mm)孔的加工。扁钻轴向尺寸小、刚性大、结构简单、成本低、刃磨方便,便于使用优质材料,适于数控机床及加工中心等,近十几年来又获得较多应用;但同麻花钻相比,其导向差、排屑困难、重磨次数少。
2.麻花钻
麻花钻是目前使用最多的孔加工刀具,加工精度为IT10~IT11,表面粗糙度Ra为5.0~6.3μm。麻花钻工作部分多为热轧高速钢对焊一个柄部而成。还有专门的麻花钻磨刀机,对于小直径的孔,麻花钻仍是主要的孔加工刀具。麻花钻还可作为扩孔钻使用。麻花钻有两种类型,如图4-30所示。加工孔径范围为0.1~80mm。
3.中心钻
中心钻主要有无护锥中心钻(图4-31a)和有护锥中心钻(图4-31b)。钻孔前,先钻中心孔,有利于钻头的导向,防止钻头引偏。对于工序较长,加工精度要求较高的工件,或刀具两端的孔,多用带护锥的中心钻,避免60°定心锥面被破坏。
4.深孔钻
通常将长径比大于(5~10)的孔称为深孔。长径比在5~20的深孔可以采用接长的麻花钻加工。对于长径比在20~100的深孔(如步枪的枪管、飞机发动机涡轮内轴上的孔、液压筒等),需要在专用设备或深孔加工机床上用深孔钻加工。深孔钻主要有枪钻、内排屑深孔钻、喷吸钻等。
5.扩孔钻
扩孔钻常用来对工件上已加工孔、铸孔或锻孔进行扩大或提高孔的加工质量。它常用做铰或磨孔前的预加工,在成批或大量生产时使用。扩孔钻外形和麻花钻相类似,只是齿数较多(有3~4个齿),无横刃,扩孔余量又小,因而切削过程平稳,生产率及加工质量都比麻花钻扩孔时高。加工精度可达IT9~IT10,表面粗糙度Ra为6.3~3.2μm。直径为10~32mm的扩孔钻做成整体的,直径为25~80mm的做成套装的,如图4-32所示。套装扩孔钻使用前需先装在具有1∶30锥度的专用心轴上,然后再装入机床主轴锥孔中。
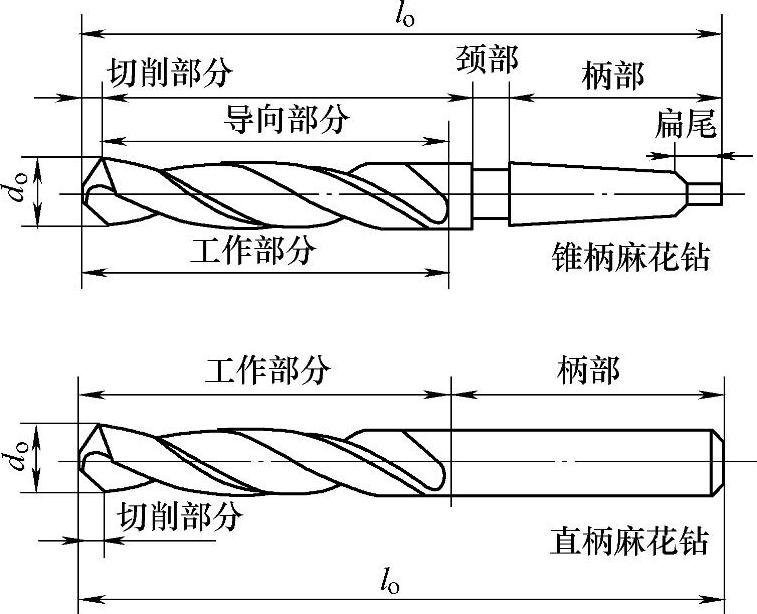
图4-30 麻花钻(https://www.xing528.com)
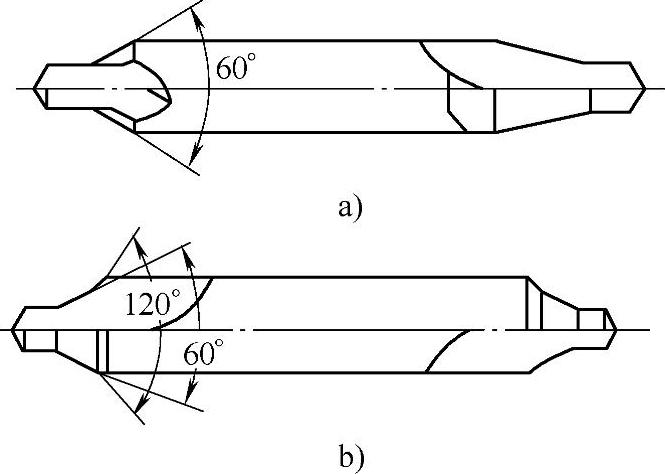
图4-31 中心钻
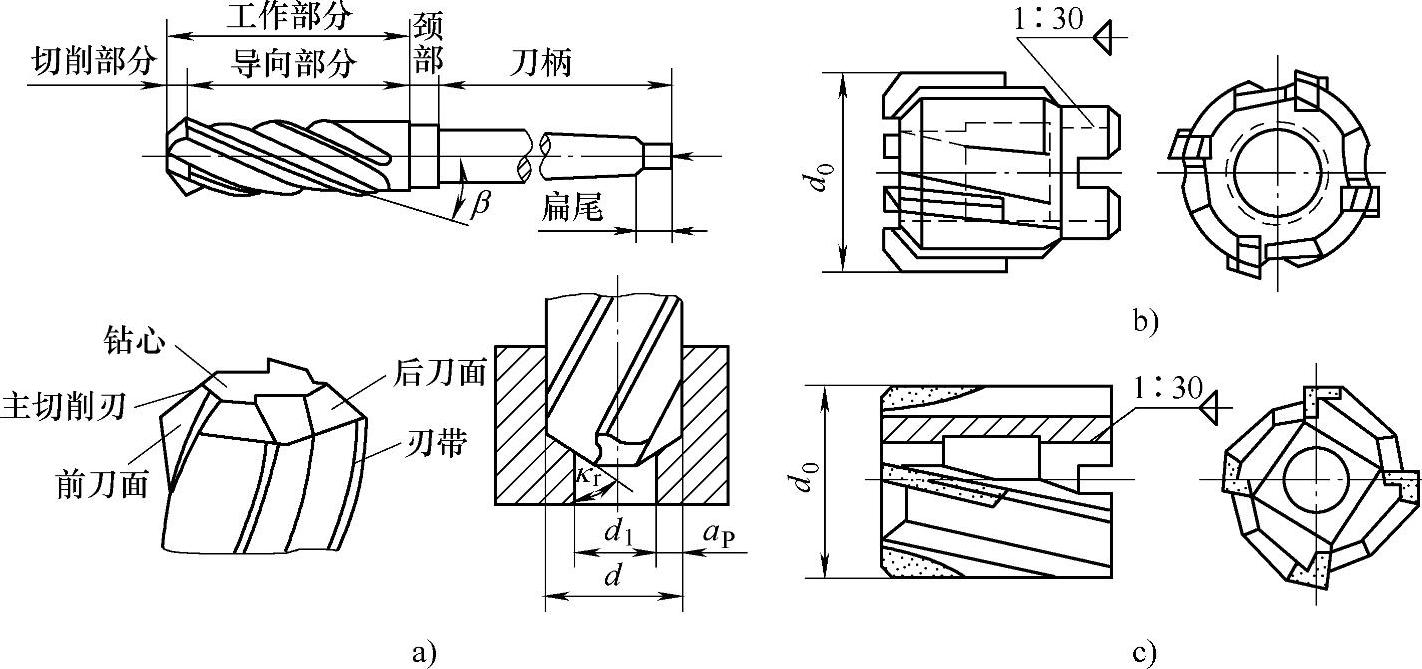
图4-32 扩孔钻
a)高速钢整体扩孔钻 b)高速钢镶套式扩孔钻 c)镶焊硬质合金刀片的套式扩孔钻
6.锪钻
在孔加工中,锪钻应用较广,它专用于在已加工出的孔上加工各种沉头座孔和锪平端面凸台等,加工表面粗糙度Ra可达1.6~0.4μm。图4-33a是带导柱平底锪钻,适用于加工圆柱形沉孔。锪钻上的导柱使沉孔及端面和圆柱孔保持同轴度及垂直度。图4-33b为带导柱的锥面锪钻,其切削刃分布在圆锥面上,可对孔的锥面进行加工。图4-33c为不带导柱的锥面锪钻(2ϕ可为60°、90°、120°),用于加工中心孔或孔口倒角。
7.铰刀
铰刀用于中小直径孔的半精和精加工,可加工柱形孔和锥形孔,加工精度可达IT6~IT10,表面粗糙度Ra达0.2~1.6μm。
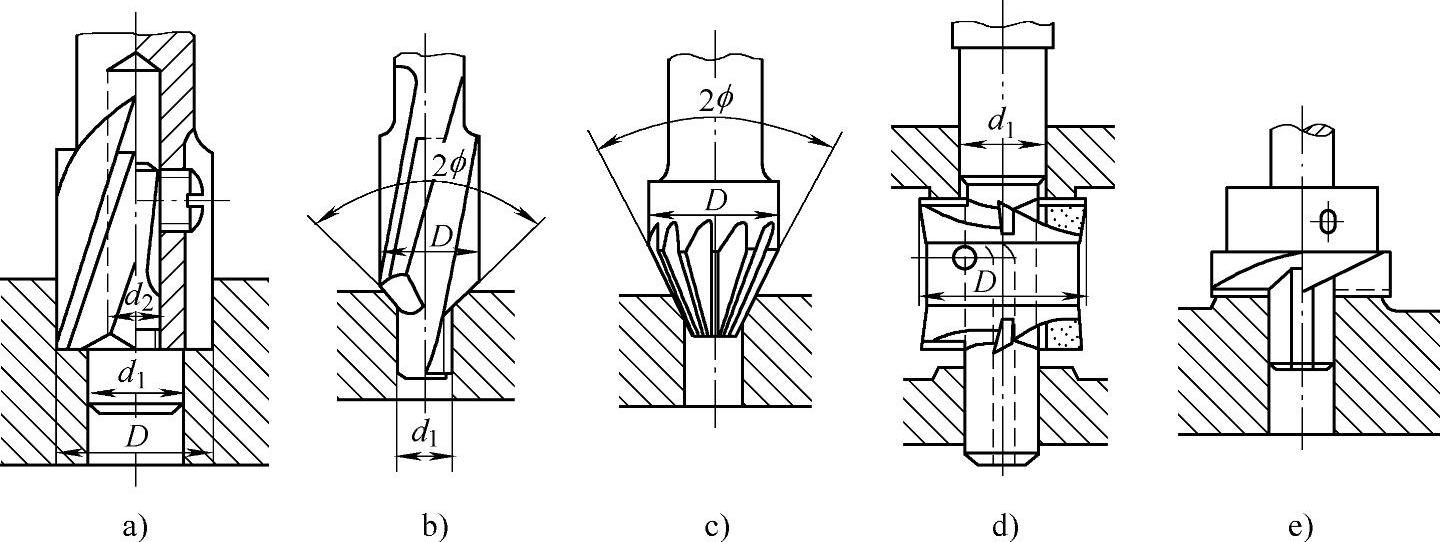
图4-33 锪钻的类型
a)带导柱平底锪钻 b)带导柱锥面锪钻 c)不带导柱锥面锪钻 d)内外端面锪钻 e)内外端面锪钻
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。