



【摘要】:扣缝模以单工序加工为多。图3-54所示为折边扣缝复合模,能在同一模具内同时完成筒形件展开料两端折边,经手工对扣后,在同一副模具上将扣缝压实。悬臂式工作台压力机的设计初衷是为不锈钢水壶冲孔之类作业所用,扣缝模安装后,模具前端超出压力机滑块。
扣缝折边宽度一般取为(5~10)t,取7.5t最好。扣缝模以单工序加工为多。下面介绍某款暖水瓶金属外壳复合扣缝模,是安装在悬臂式工作台压力机上操作的。
图3-54所示为折边扣缝复合模,能在同一模具内同时完成筒形件展开料两端折边,经手工对扣后,在同一副模具上将扣缝压实。
在图3-54中,A-A处是吊装螺栓安装位置,B-B处是橡胶弹性体安装位置。模具工作前,中模和下模是由倒装螺栓合拢的,由柱形橡胶弹性体的弹力保证入料间隙,如图3-55所示。
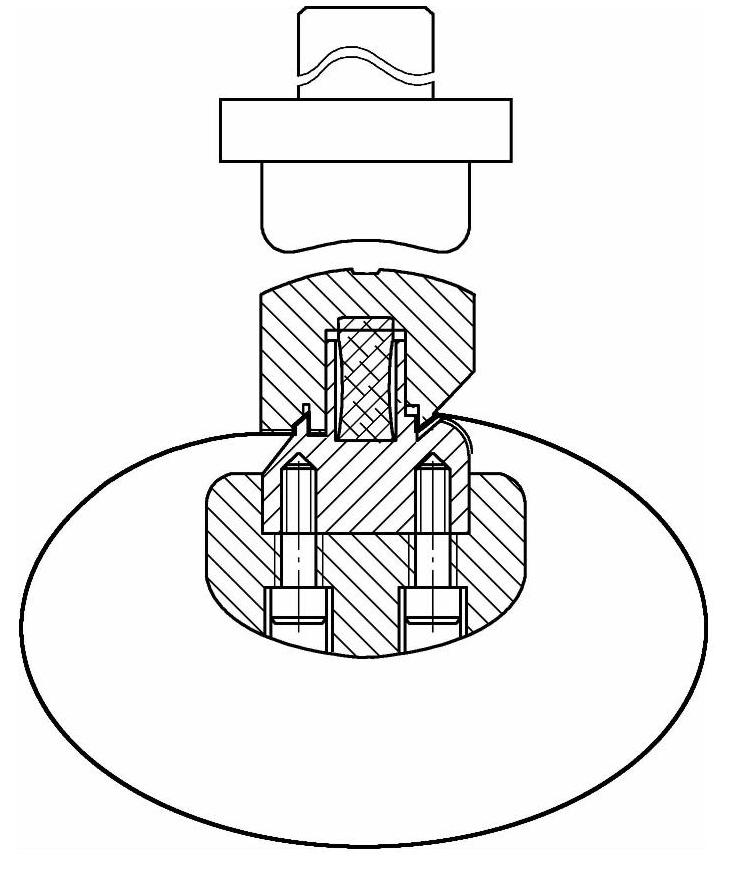
第一次操作时,将坯件团好,两边线与下模两侧抵紧。压力机起动后,上模下行,压迫中模,两侧边线同时完成折边。取出冲件,对好扣缝后重新放入中模与上模之间,上模再次下行,完成扣缝压紧,如图3-56所示。
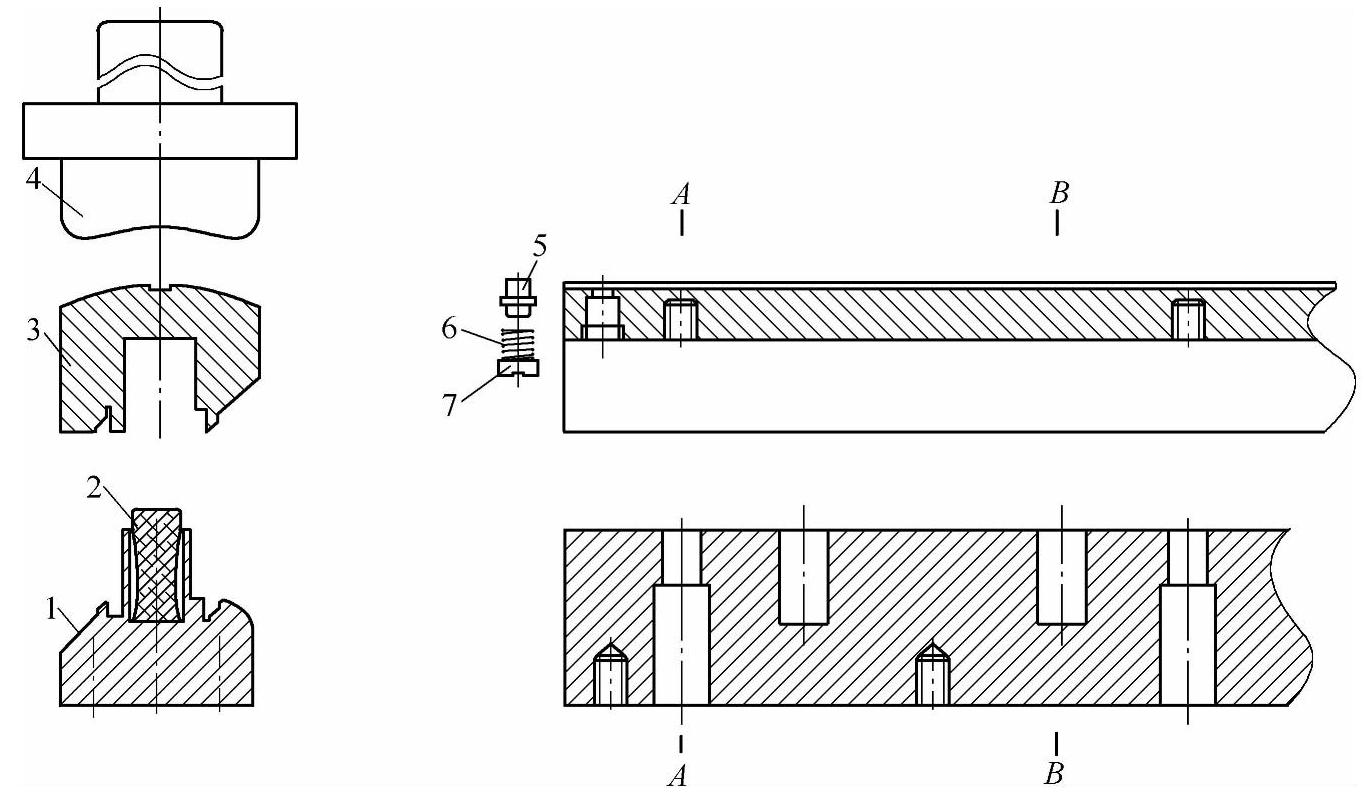
图3-54 折边扣缝复合模
1—下模 2—橡胶弹性体 3—中模 4—上模 5—挡料销 6—弹簧 7—细牙螺塞
 (https://www.xing528.com)
(https://www.xing528.com)
图3-55 扣缝折边
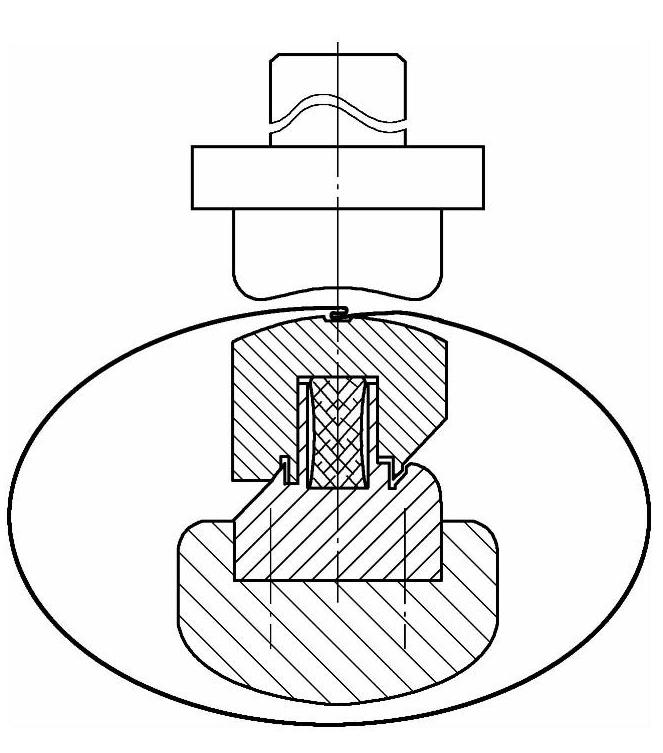
图3-56 扣缝压合
中模背上的直槽中植入橡胶弹性体薄板(须留有扣缝材料叠合厚度),可消除加工中的积累误差,达到既压紧扣缝又使外观平滑的目的。
设计时,上模下曲面R要大于中模上曲面r,以防压伤坯料外观面。
悬臂式工作台压力机的设计初衷是为不锈钢水壶冲孔之类作业所用,扣缝模安装后,模具前端超出压力机滑块。针对这种情况,可制作一鼻梁形的撑板来加强模具前端出力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。