



利用橡胶作为传递动力的介质,将工件的外壁胀大到紧贴模具内壁,是软模胀形应用最广泛的方法,如厨具中的各种水壶、水杯外壳、异形零件中的绝大多数以及火箭发动机外壳都是用这种方法成形的。
软模胀形法的优缺点:工件的变形相对均匀,容易保证几何形状,也便于加工形状较复杂的空心件;无机械性损伤,工件表面光滑,容易抛光。如前所述,由于橡胶不可能像液体那样充盈到型腔的细小边角,因此软模胀形法的缺点是不能得到清晰的阳角,如果外观上确有需要,应在胀形后采用辗压工艺予以补充。
1.橡胶弹性体的物理特性
在橡胶作为介质的软模胀形中,应用最为普遍的是橡胶弹性体。普通橡胶可压缩性大,使用寿命较低。近年来发展起来的橡胶弹性体,得到了越来越广泛的应用。
橡胶弹性体在南方各省被称为黄橡胶或牛筋橡胶,具有十分宝贵的优点,是模具工业中常用的弹性材料。
橡胶弹性体种类繁多,适合于胀形的主要是聚氨基甲酸酯和氨基甲酸乙酯,均具有下列优良性能:
1)硬度范围大,根据工艺要求有充分的选择范围。
2)耐磨程度高。
3)强度高,能承受100MPa的压力,甚至能在1000MPa的高压下工作。
4)弹性好、变形量大,收缩快、弹性高而剩余变形量小。
5)耐老化、耐油性能好。
6)有理想的机械加工性能。
7)有良好的耐撕裂性。
当然,使用橡胶弹性体也有一些必须考虑的问题,如综合成形能力没有油压的高;单工步变形量必须控制在一定范围内,否则影响橡胶弹性体的使用寿命;耐水解性较差,长期存放于水中或潮湿的空气中易变质;橡胶弹性体对机械缺陷很敏感,对工作表面的要求较高;变形时发热较多,且这种材料耐高温性能差(温度不宜高于80℃),只能适合于冷加工,还需严格控制压力机的速度和每次的压缩变形量(一般不大于33%等)。国产橡胶弹性体及其基本性能见表6-4。
表6-4 国产橡胶弹性体及其基本性能
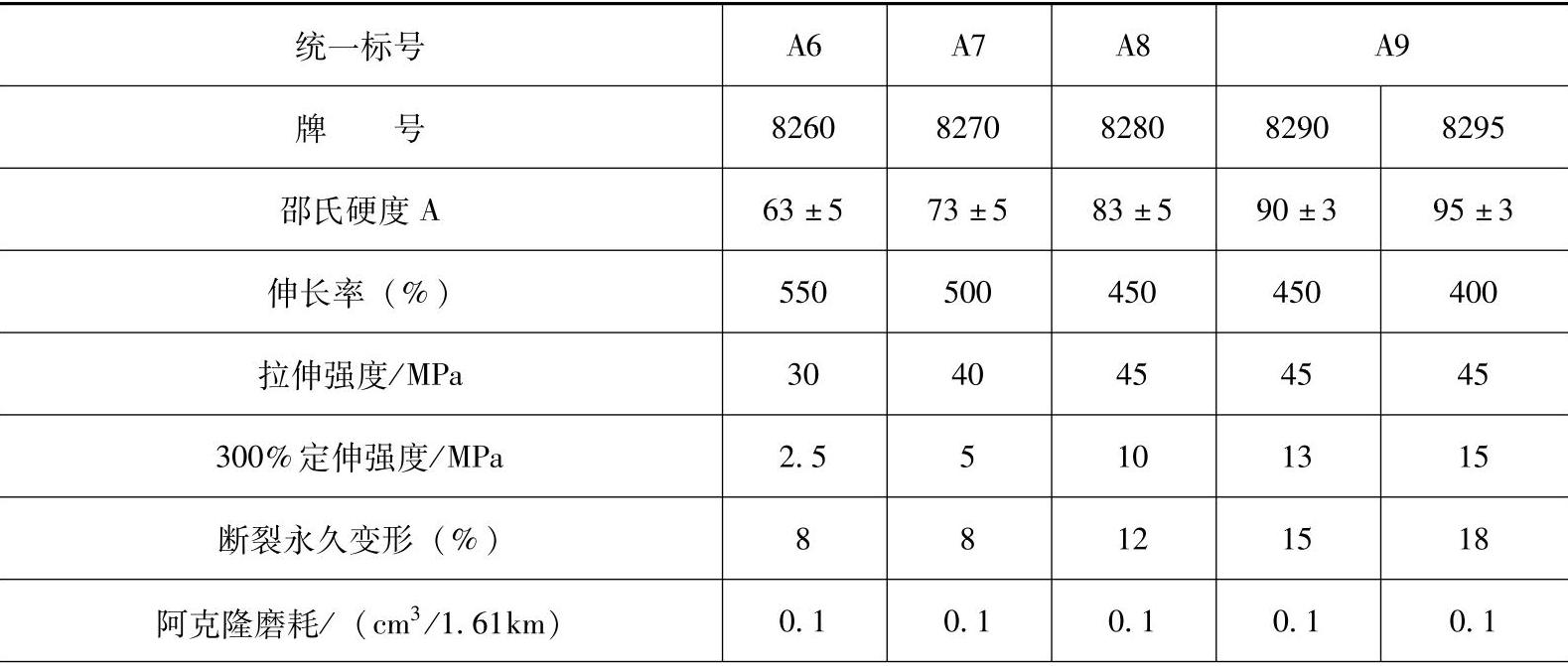
(续)
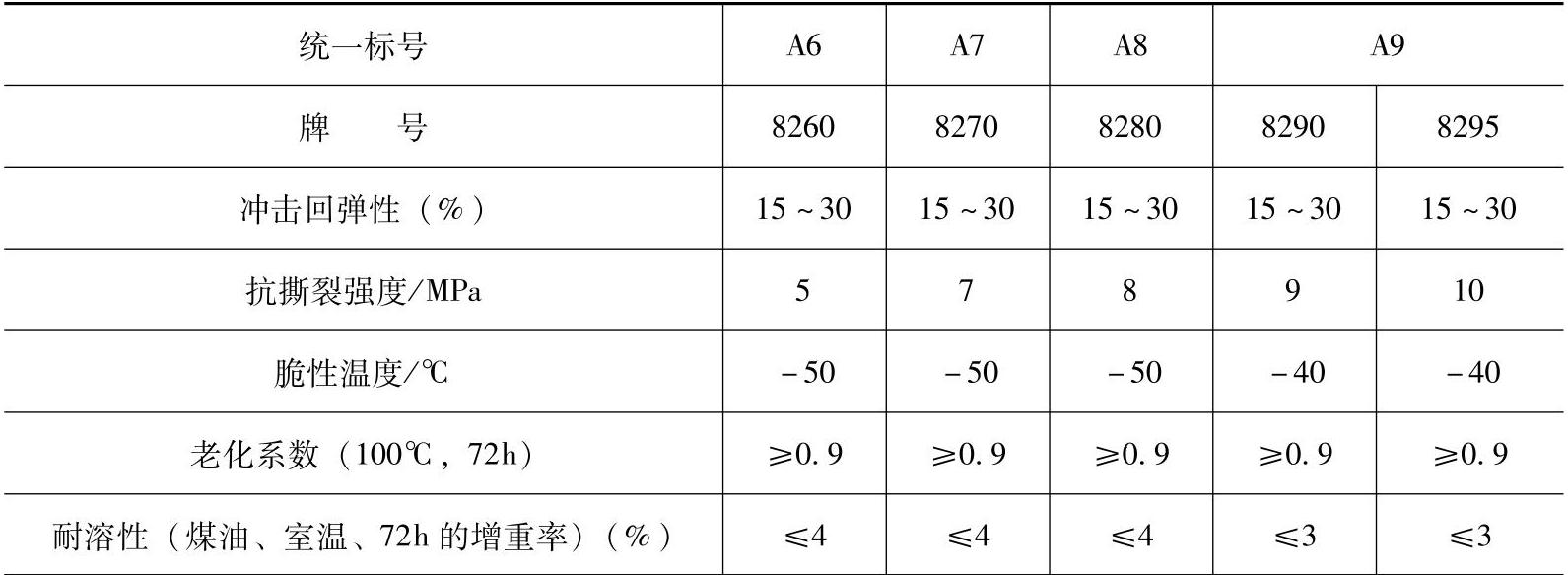
橡胶弹性体的邵氏硬度越高,其内张力越大,变形越困难;在选择胀形用橡胶时以邵氏硬度A65左右为佳;低于60时,工作次数不多即会胀大,令入模困难,并且在表面产生粘连。高于70时,所需压力会激剧增大。另一种可能发生的情况是型腔尚未完全充满前,橡胶的涨形力已在部分区域超过容腔模具的承受力,导致模具爆裂。
胀形工作是通过橡胶弹性体的变形,把压力机的压力传递到坯筒上,使坯筒按预定的要求发生变形来实现的。在胀形过程中,橡胶弹性体受压后,其形状首先发生变化,基本充填由坯料和冲头组成的型腔,此过程压力不大。
在后续阶段,当冲头进一步动作时,橡胶弹性体的体积受到进一步压缩,压力急剧增大,挤压坯料发生塑性变形,建立起均匀稳定的压力场。
橡胶弹性体受压建立起稳定的压力场后,其工作原理、工作状态与液压的情况基本相似,不同的是橡胶弹性体胀形中坯筒和橡胶棒之间存在摩擦。设计合理时,摩擦力场分布的方向与变形的方向是一致的。当外力撤除时,橡胶棒又能恢复原状,可方便地从成形件中抽出,因而橡胶弹性体胀形可在普通液压机上完成,不需增添专门的设备。
橡胶弹性体受压后发生体积变形是一种渐进的过程,弹性体中力的传递需要一定的时间。经验表明,软模胀形不宜在高速机械压力机(冲床)上进行,否则橡胶弹性体会很快产生裂纹,裂纹之间的摩擦令橡胶体产生碎屑而失去胀形能力。除此之外,压力机滑枕上行时橡胶弹性体产生强烈的反弹,导致曲轴铜瓦失油,压力机干摩擦运行,致使压力机工作性能在短时间内恶化。
值得注意的是随着行程的变化,压力增加,橡胶表面张力被克服,橡胶体被压迫至逐渐充满容腔。橡胶体内的压应力,在克服了工件变形的抗力之后,全部转为对型腔的胀力。胀形模总是有一端相对较小,此时的冲头或凸模当于液压泵的小活塞,橡胶相当于液体,容腔则相当于大活塞。因此,容腔可以得到倍增的总压力。这种力最终是由凹模来承担的,生产中时有发生胀爆凹模的情况。所以凹模的韧性是模具设计时应予特别关注的,务必留有较大的裕量。因此,高碳高铬模具钢胀形凹模在淬火后要求高温回火,将硬度降低到42~46HRC。
2.橡胶弹性体的变形特点
橡胶弹性体的受压变形程度除了受压力大小的影响外,还与表面张力大小有密切的关系。在受压初始阶段,其变形特点与钢材热锻的变形是一致的,即由圆柱体变成鼓形体,如图6-14a所示。
换言之,橡胶弹性体的变形程度取决于压力影响区域内截面积与表面积之比。比值越大,变形量越大,变形时序越趋前;比值越小,变形量越小,变形时序越滞后,如图6-14b、c所示。
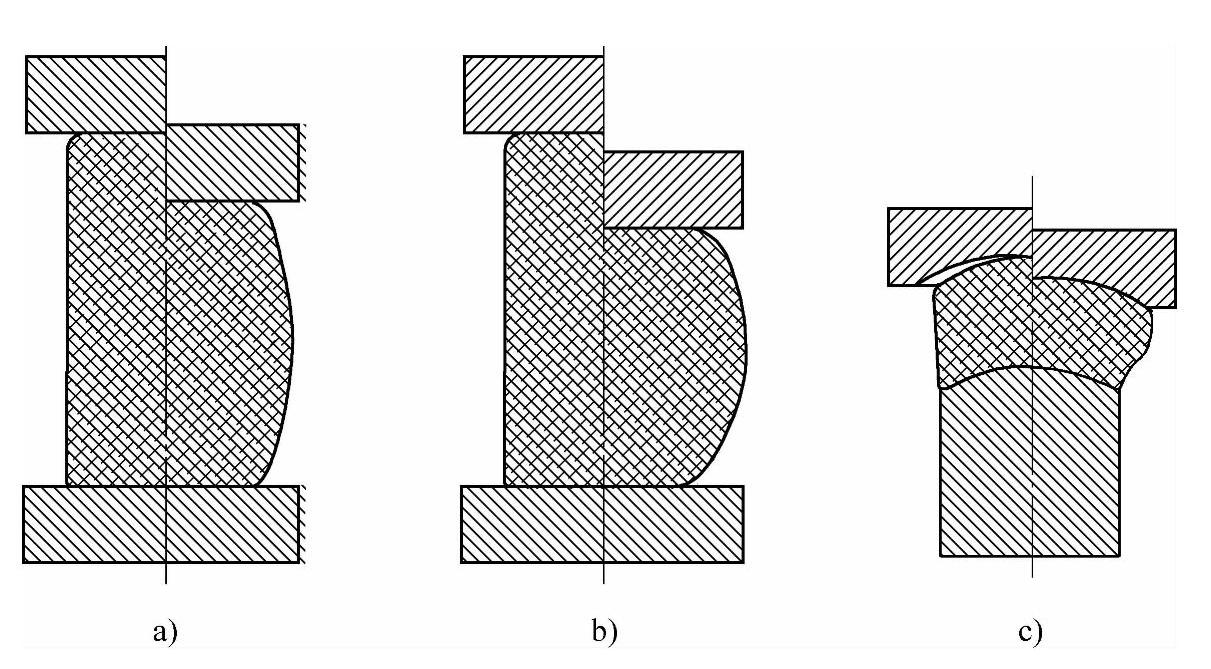
图6-14 橡胶弹性体的变形特点
a)柱形体橡胶 b)锥形体橡胶 c)双球面橡胶
认识到这一点,即可在设计工作中加以利用,趋利避害。
橡胶弹性体的受压变形的数学模型为
式中 Q——变形量(mm);
f——凸模压力(N);
ds——截面积(mm2);
ys——影响区域表面积(mm2)。
3.橡胶弹性体胀形模的设计
(1)工件分类 在餐厨具加工业中,工件一般可分为两大类:鼓形件和哑铃形件。它们的区别是,侧素线上只有一个高点的称为鼓形件,侧素线上有两个以上高点的称为哑铃形件。
(2)凹模形式 凹模成环状整体的称为闭环式胀形模。凹模分成多块,工作中由模套或外力使其合拢的称为开环式胀形模。
(3)橡胶弹性体胀形模的设计要点 橡胶弹性体胀形模的设计要点包括以下内容:
1)闭环式胀形模适合于鼓形件成形,其分模线开在胀形直径最大的位置。
2)闭环型容腔模材料应能保证模具在热处理后有较高的表面硬度和较软的芯部硬度。较高的表面硬度容易抛光,软的芯部硬度则令模具有较好的韧性,能经受胀形力的反复冲击。材料与工艺的选用顺序依次为:低碳钢渗碳淬火→中碳钢正火→合金模具钢Cr12。
3)闭环型容腔模材料采用Cr12之类的合金钢时,其热处理硬度可降低至42~46HRC;或在凹模圈外加装1~2道保护圈,防止凹模爆裂。保护圈采用低碳钢材料,与凹模热套,可获取较大的预应力。
4)开环式胀形模,适合于哑铃形件成形。虽然模具加工周期和成本比较高,但是不存在模具因内应力聚集而爆裂的问题,寿命长,出料快。
5)哑铃形工件采用开环式模具时,如果工件直径和环形凸起高度都不大时,其分瓣数目也可以少至二片对开。
6)冲头顶端光洁度越高、摩擦力越小,橡胶寿命越长,有利于长期工作状态下产品质量稳定。从成本与寿命的角度考虑,材料与工艺的选用顺序依次为:低碳钢渗碳淬火→中碳钢调质→球墨铸铁表面淬火→合金模具钢Cr12淬火。位置越往后,模具寿命越长。一般来说,凹模并不需要很高的硬度,而应有较高的抗拉强度,因而低碳钢渗碳淬火是最好的选择。
7)胀形后的工件,宽度少于10t的凹槽难于成形。如果产品外观强调线条清晰,只会极大地增加机床压力和缩短橡胶寿命。因此,这类元素在胀形工序中只胀出雏形,然后增加一道滚压工序,可以很方便地得到线条清晰的外观。
8)基于同样的原因,工件上、下端肩部的转角也很难得到清晰的轮廓。可在胀形后增加一道滚压工序,利用芯棒上的交角将工件肩部顶出。
9)以拉深件作为坯筒的胀形模,一般以倒装式设计为宜,其优点坯料可以挂在橡胶弹性体棒上并且出料方便。以卷板焊接件作为坯筒的,事先应将其一端作缩口处理,内径应小于橡胶弹性体棒上端尺寸。(https://www.xing528.com)
10)胀形模中的适当位置可安置缩口或整形模,集缩口、整形与胀形于一体,可以缩短工艺路线并保证工件有良好的同轴度。
11)开环式容腔(分瓣型胀形模)的合模锥套应有较大壁厚以保证强度。合模斜角一般取为12°~15°。过小,上下模容易发生压力性胶结,不易分离;过大,则锥套强度不够或多占用材料。
12)离压力作用端较远部位的成形,由于摩擦阻力的作用而造成压力损失和不均匀,往往不易达到目的,常需采用一种均力环的锥形块。在均力环锥形面的作用下,使弹性体部分垂直压力导流到需要成形的部位,使容腔内压力更加均匀,从而达到成形的目的。均力环锥角一般为90°~120°。
13)合理选用橡胶邵氏硬度。
(4)型腔填充 型腔填充是关系到胀形成功与否的关键所在,与橡胶弹性体的形状、体积关系密切,橡胶弹性体胀形模受橡胶内张力的牵制,工作时压力机必须先克服内张力,模具容腔转角半径R越小,所需压力越大。所以在凹模设计时应尽量避免狭小的空间与转角,尤其是靠近冲头端。
(5)排气 橡胶弹性体胀形模在受压状态下,总是从表面积与横截面积之比最小处率先变形。当橡胶为柱状体的时候,中间段先行与坯筒壁贴合,形成完全密闭的空间,将一部分空气关死在拉深坯筒内面。当橡胶体继续受压时,空气体积减小后温度升高,导致橡胶体发热并伴生有溶胶和表面发黏现象。在这种情况下,卸压后的橡胶体很难恢复到原有直径,而是很快“长胖”。因此,为了排气顺利,拉深件胀形模的橡胶不应是柱状体,而是自上至下取有0.5°~1°斜角锥柱体,如图6-15所示。橡胶为柱状体时只适应截管件或筒形件,此时应在模具上端开排气孔或沟槽。
(6)圆角 橡胶弹性体虽然抗撕裂性能良好,但在长时间频繁的交变受力工况下,对于原生性的裂纹和机械损伤十分敏感。投入生产前的橡胶弹性体,不允许存在尖锐的棱角和划伤,而是要求用大于R4的圆角倒圆或过渡。
(7)原浆浇注 在批量较大的前提下,胀形用橡胶弹性体最好是采用原浆浇注的方法成形,同样的工作条件下,原浆浇注与棒料经车削加工的橡胶体,前者的寿命是后者的2倍以上,如图6-16所示。

图6-15 胀形用橡胶弹性体外观通式

图6-16 原浆浇注带钢制螺纹接头的橡胶弹性体
(8)冷却 操作时,允许用水或氯化石蜡溶液对橡胶弹性体进行冷却。
4.胀形用橡胶弹性体设计与计算
(1)橡胶压缩量及硬度的选择 橡胶的压缩量是指橡胶体在自由状态与受压状态下的高度差。橡胶的压缩量和硬度对零件的胀形精度影响很大,最小压缩量一般在10%以上时才能确保零件在开始胀形时得到所需的预压力。
胀形的橡胶弹性体的硬度选为邵氏硬度A65±5较合理。较软的适用于成形大圆弧曲面的胀形件,由于其允许的变形量较大,可提高橡胶弹性体的使用寿命,而且也可减小压力机的吨位。但当成形零件要求成形后阴线清晰时,则应采用邵氏硬度的上极限偏差。
(2)工作寿命 胀形用橡胶弹性体的工作寿命主要地取决于变形程度。
橡胶变形程度的计算式为
式中 ξ——橡胶变形程度(%);
As——容腔最大截面积;
Ds——橡胶最大截面积。
计算所得的值ξ,应小于133%;大于此值,就可考虑分两道工序完成或采用液压胀形。ξ值超过133%,在橡胶体充满容腔之前,即有很大一部分能量消耗在橡胶体本身变形中。这种无用功于橡胶体本身也是十分有害的,会极大地缩短橡胶体的寿命。
橡胶总体积应比凹模容腔体积略大,两者的比例控制在103%~108%。冲头与橡胶小端接触面成球顶状,可加快橡胶体流动,增强的填充性能,但球心角应小于60°。
(3)橡胶体尺寸的确定 橡胶弹性体棒的直径以经多次变形后仍然易于进出坯筒为原则。初始加工的最大直径一般可比坯筒内径小0.8~1.5mm。取得过小,会增加橡胶弹性体的压缩变形量,从而降低其使用寿命。
一般经20次左右胀形,橡胶弹性体回弹后的形状已基本定型,若此时有“涨胖”现象而影响入料,可再进行一次车削。计算出变形程度后,就可以换算出最大高度了。
橡胶体的高度按等体积计算,变形前的高度为
式中符号如图6-17所示,其中H为零件底部不变形部分的长度。
5.橡胶弹性体胀形模的胀形力
橡胶胀形如图6-18所示,橡胶块4被封闭在坯筒3内,当压射冲头1对橡胶块下压且压缩量达到一定值时,橡胶的单位压力便急剧增加,这与液体在封闭容器内受压情况相似。
图6-17 橡胶棒的尺寸
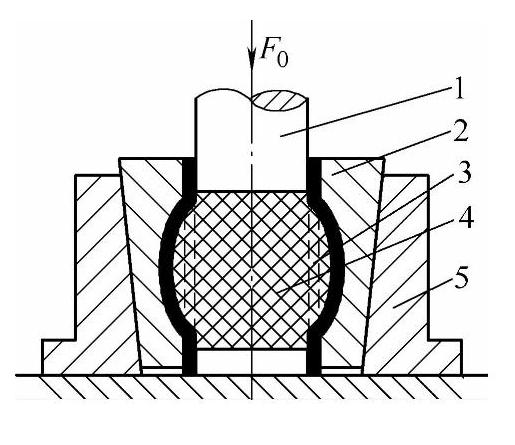
图6-18 橡胶胀形示意图
1—冲头 2—凹模 3—管坯 4—橡胶块 5—模套
橡胶胀形时,除需对坯筒径向施加足够的单位压力外,还需克服橡胶本身的变形力。因此,橡胶胀形的总压力应为材料胀形力与橡胶本身变形力之和。
橡胶本身变形力,无论普通橡胶还是橡胶弹性体,发生形变的力的大小,都受到橡胶体邵氏硬度、立体形状、截面积与表面积之比等诸多条件的关联和制约,还与本身的绝对体积有密切关系,因此目前还不能给出准确的数值,只能根据经验予以概算。在邵氏硬度A≤70的前提下,u橡胶本体变形力可取为材料变形压力的0.3~0.45。
因此,为了简化计算,橡胶弹性体胀形模的总胀形力估算式为
F总=1.45F
式中 F总——总胀形力(N);
F——工件胀形力(N)。
6.橡胶弹性体损坏后的修复
胀形用橡胶弹性体的硬度越高,压缩量越大,橡胶体越是容易损坏,寿命越短。
橡胶弹性体最容易损坏的地方是下端转角处,这部分的长度往往不足总长度的五分之一,如果全部更换,就会造成资源浪费,可根据情况酌情修复。
修复的方法:将损坏的地方切除,并将平面车削成约60°的球心角;换上邵氏硬度相同的橡胶,用氯丁橡胶粘结剂、聚氨酯粘结剂或立时得粘合,恢复原状,干后即可投入使用,如图6-19所示。
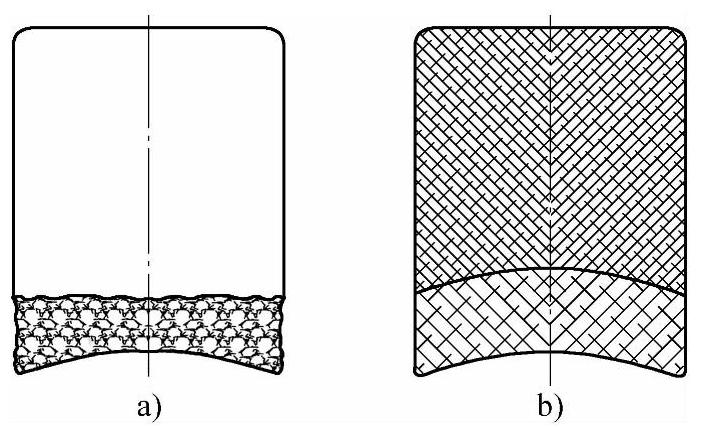
图6-19 橡胶弹性体修复
a)损坏件 b)修复件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。