



液压胀形法是将坯件放入凹模内,利用机械能或压缩气体的势能转换成高压液体介质向坯件容腔充压,而使坯件外壁在压力作用下贴模成形的。
液压胀形能够根据工件需要很方便地选择合理的胀形力和胀形速度,能够获得最大的胀形系数,而且成形后工件的阴角和阳角均能取得满意的效果。液体的密封需要周密的设计,因为关系到液力传动和介质密封等问题,设计者需要获取了一定的液压设计知识之后才能熟练地掌握。
液压胀形适用于中大型工件成形,胀形直径为300~2000mm。其最大优点是传力均匀,能令材料在最有利的条件下成形,工艺简单,工件表面光滑。液压设备可以通用,成本低廉。
液压胀形的模具形式有坯件与液体直接接触(见图6-20a、b)和液压—橡皮膜两种。后一种形式很好地解决了液体密封的问题,据相关资料,橡胶膜寿命已达50000次,具有较高的经济价值,如图6-20c所示。
液压胀形正处在推广和扩大适用范围的阶段,现在多数厂家都采用皂化液或液化石蜡替代液压油,既降低成本,又省去了除油等后续工序。
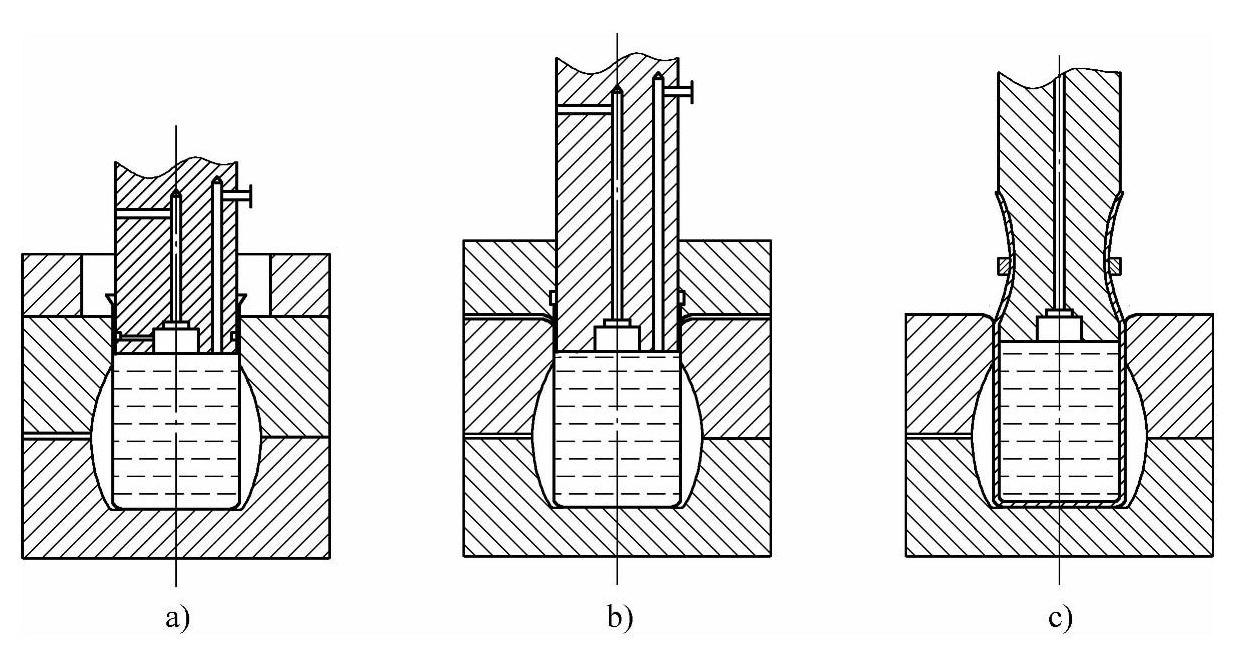
图6-20 液压胀形法
a)凸模自带密封,工件与液体直接接触(自然胀形,材料有少量补充到变形区域) b)压板压紧坯筒凸缘密封,工件与液体直接接触(变薄胀形,材料不能补充到变形区域) c)工件不与液体直接接触,橡胶膜与高压液体组成软体凸模(自然胀形,材料有少量补充到变形区域)
图6-21所示为大型工件气动-液压胀形设备。(https://www.xing528.com)
瓶装压缩空气分作两路:一路通入液储罐,将液体压入工件型腔,或在工件成形后逼迫液体快速排出;另一路通入增压器。当工件型腔内完全注满液体并排除了空气后,压缩空气推动活塞大端,令活塞6小端的液体增压,工件内壁在高压油作用下贴模成形。工件初步变形后,停止压缩空气供给,向型腔内补充液体后再加压,往复进行,最终将工件成形。因此,工件的变形过程是脉动的。
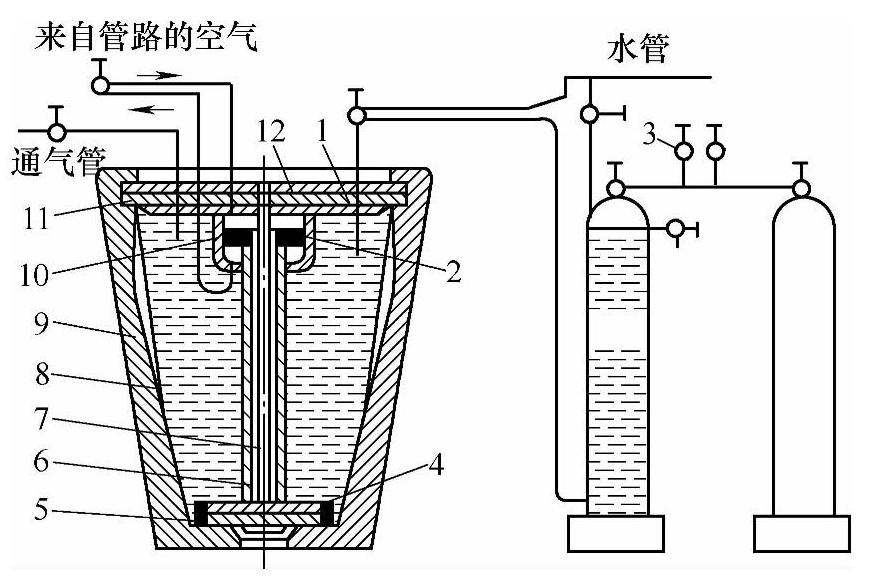
图6-21 瓶装压缩空气-液压胀形设备
1—上压盘 2—活塞 3—空气减压器 4—下压盘 5—下密封圈 6—活塞杆 7—拉紧螺栓 8—工件 9—凹模 10—气压作动筒 11—上密封垫圈 12—锁紧盖板
市售瓶装氮气可提供的初始压力可达15MPa。
气动-液压胀形设备结构简单,材料来源广,通用性强,适用于大型工件产品试制和小批量制作,当更换产品时,仅需更换模具即可。
采用齿轮泵或叶片泵作为液体的压力源,可以简化生产程序。现在市场上已有小型的液压站出售。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。