



1.滚轮缩口
将锥形凸模装在车床主轴上,利用滚轮可以对截管件直接旋压缩口,如图7-19所示。这种工艺常被用作胀形坯筒的预处理。经过旋压后的坯筒可以挂在胀形橡胶弹性体上。
2.滚轮缩径
为了保持杯身与底盖直径一致,需要将杯身下段的材料厚度缩小一半。真空杯底盖位采用滚轮缩径的方式时,截管件的前端要留有一定长度作为工艺长度,俗称“挂口”,否则不能保证缩径位的齐正。挂口的长度B取材料厚度的8~10倍。通常在缩口完成后将挂口切除。滚轮缩径模如图7-20所示。
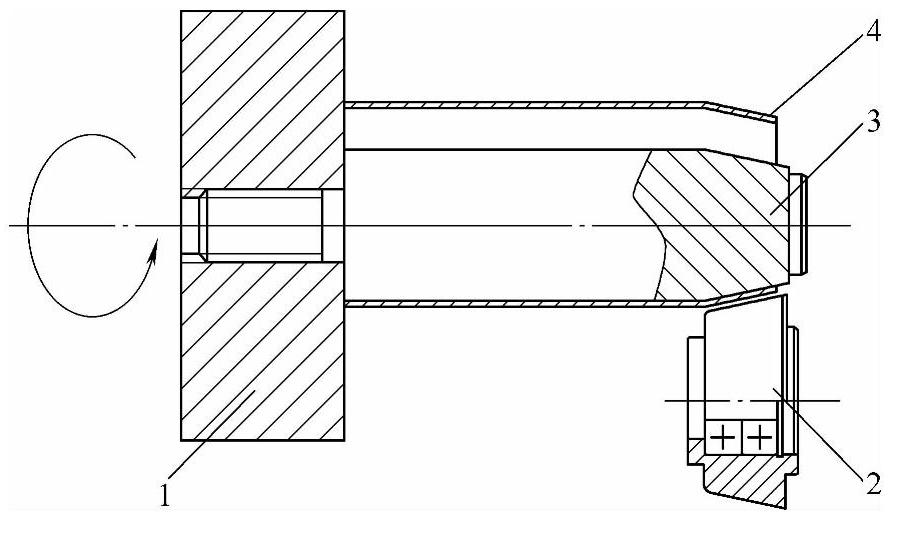
图7-19 滚轮缩口模
1—夹持位 2—滚轮 3—心轴 4—工件

图7-20 滚轮缩径模
1—活动顶锥 2—芯棒 3—坯筒 4—芯棒座 5—滚轮
3.一出二真空杯外壳缩径模
辗压缩径模主要是针对圆管件来设计的,用以代替圆管件缩径模,具有模具简单、生产效率高的特点。
辗压缩径模一般是安装在车床上,也有用专用设备来完成此项工作的。(https://www.xing528.com)
图7-21所示的滚轮缩径模是在车床上操作的。截取管料的长度等于两倍的工件长度,缩径后再从中切断,分作两个反拉深坯件。模具分为左右两段,左边部分夹紧在车床主轴上,右边部分安装在尾架上,中间位置为榫卯结构,采用H9/f9间隙配合。
滚轮缩径实质上是将滚轮所能影响到的区域内的材料进行拉伸延长,形成比原直径更小的直径位。所以,这种作业的最大变形程度也不能超过材料伸长率的70%。料厚与直径的比值较大时情况有所改善,但实践证明,当缩径系数小于0.7时,材料会产生裂纹。若要继续缩小直径,可在工件退火处理后再次加工。
当滚轮向坯筒施加压力时,坯筒直径在缩小过程中产生多余的材料。如果滚轮与坯筒接触线过长,则直径缩小后的多余材料超过两侧壁成形需要,使坯筒外径形成多棱体,并马上破裂,如图7-22所示。
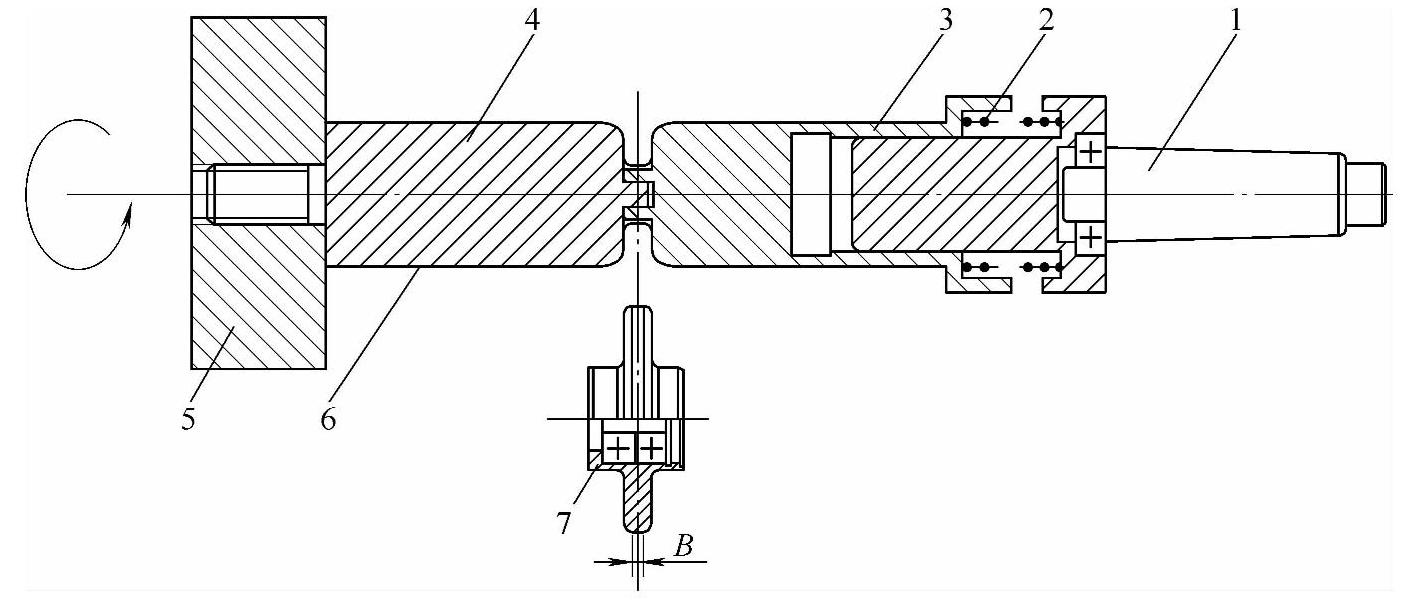
图7-21 一出二真空杯外壳缩径模
1—锥柄 2—弹簧 3—后心轴 4—前心轴 5—夹持位 6—管料 7—滚轮
滚轮外径不能加工成球面,这样会因为球面R起始接触面太小而令受力处迅速变薄,不足以将两侧的材料拉入沟槽内参与变形。所以,滚轮外径应有一小段直段B,再用圆角半径R与两侧面顺滑过渡。经验表明,B的宽度等于8t时效果最好。
辗压轮两侧的过渡R,起到协助主成形R将材料拉入变形区的作用,其取值范围在8t左右。辗压轮与钢管固定模的端面间隙,一般取2~2.5t。
在缩径过程中向坯筒施加轴向压力,有利于材料向变形区流动,提高变形程度;在图7-21中,模具右部分与心轴是滑动的,并由弹簧向管坯施加推力。
图7-21所示模具的工作条件:材料为304焊管,料厚为0.6mm,主轴转速为240r/min。
图7-22 旋压起皱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。