



冲压扩口是利用冲压模具对管料进行扩口加工,它使用机械压力机或液压机,因而生产率高。根据扩口管件的形状、尺寸、精度要求及生产批量的不同,应采用不同的模具结构形式。
此外,旋压、电磁成形等新工艺也都在扩口工艺中有许多成功的应用。
1.简单扩口模
简单扩口模适用于短管件的扩口加工。图7-32a所示的模具,常用于管坯相对壁厚t/D较大时的扩口加工。图7-32b所示的模具,适用于管坯相对壁厚相应小些的管料扩口。图7-32c所示的模具,由于凹模8做成对开式,夹紧管坯和取出管件很方便。
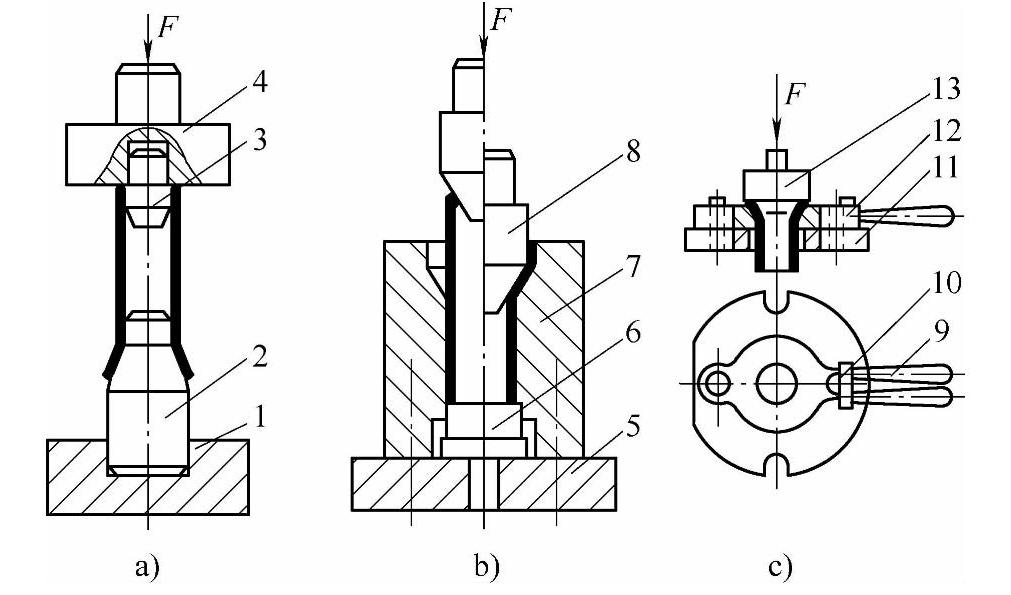
图7-32 简单扩口模
1—凸模固定板 2、8、13—凸模 3—衬块 4—模柄 5—凹模固定板 6—顶件块 7、12—凹模 9—手柄 10—夹紧块 11—底座
2.有夹紧装置的扩口模
如图7-33所示,凹模做成对开式,固定凹模8紧固在下模座1上,活动凹模4在斜楔5作用下做水平运动,实现夹紧管坯的动作。
扩口时,对开式凹模4、8将管坯夹紧,提高稳定性。扩口完毕后,弹簧9起复位作用,使取件、入料方便。
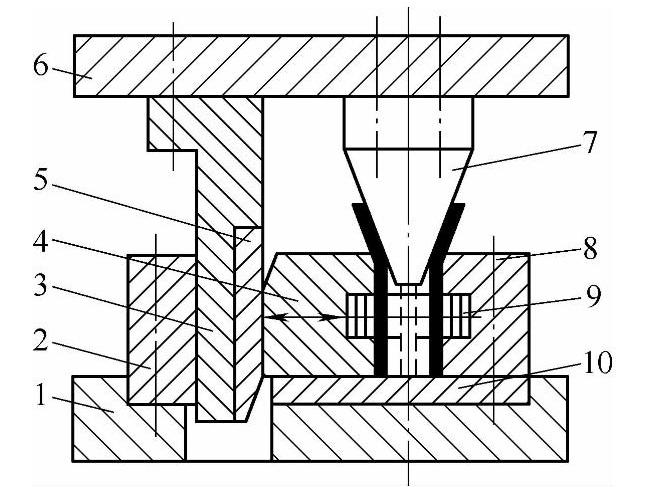
图7-33 有夹紧装置的扩口模
1—下模座 2—挡块 3—斜楔靠背 4—活动凹模 5—斜楔 6—上模座 7—凸模 8—固定凹模 9—弹簧 10—垫板
3.有夹紧装置的双工位扩口模
如图7-34所示,模具上的一个工位是预成形工位,另一个工位完成终成形。扩口凹模由活动凹模4和固定凹模14组成,活动凹模在斜楔12的作用下与固定凹模合拢,从而将管坯夹紧。扩口完毕上模回程时,弹性卸料板5将管件卸下,而活动凹模则由弹簧(图7-34 中未画出)复位。(https://www.xing528.com)
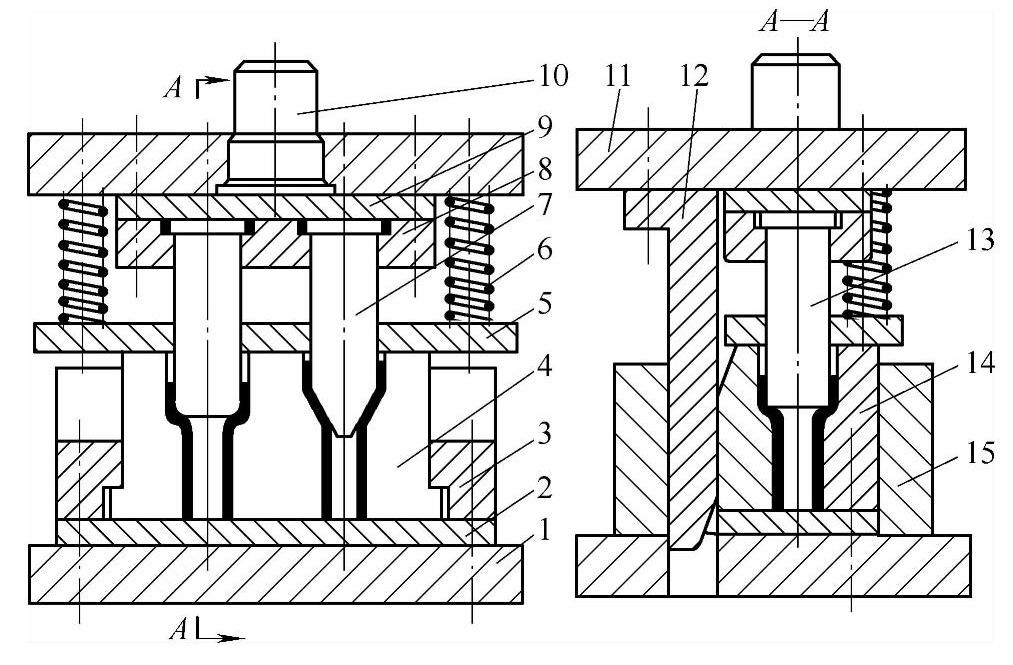
图7-34 有夹紧装置的双工序扩口模
1—下模座 2—下模垫板 3—导板 4—活动凹模 5—卸料板 6—弹簧 7—预成形凸模 8—凸模固定板 9—上模垫板 10—模柄 11—上模板 12—斜楔 13—终成形凸模 14—固定凹模 15—挡板
4.扩口与缩口复合模
当管件两端直径相差较大时,可以采用扩口与缩口复合工艺。
上模采用了浮动式结构;工作时凸模首先对管材扩口;随着上模下行,扩口到位,上模下平面与扩口端面抵紧,对管材下端缩口,如图7-35所示。
5.加热扩口
图7-36所示为加热扩口装置。扩口凸模2固定安装于加热器1上,使管坯4变形区加热,从而降低了材料的变形抗力。冷却器3包围着管坯的传力区,利用冷却水对传力区连续冷却,因而不易失稳。
对于硬铝或铜管扩口时,变形区加热到300~350℃。加热扩口宜使用液压机,凸模下降速度为50~80cm/min。
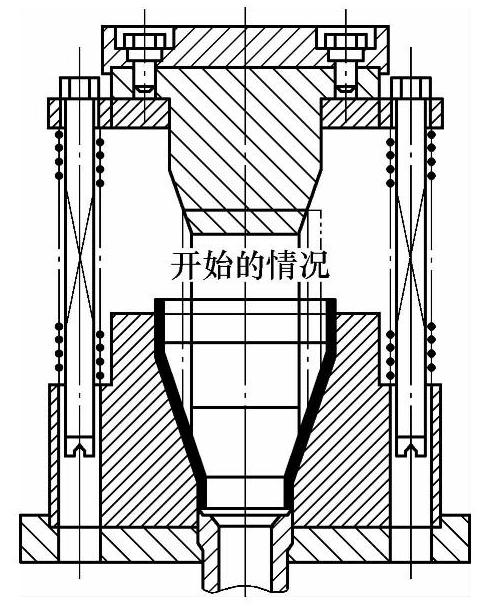
图7-35 扩口与缩口复合模
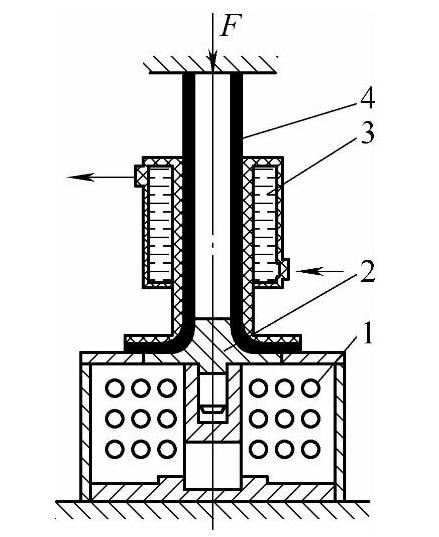
图7-36 加热扩口装置
1—加热器 2—扩口凸模 3—冷却器 4—管坯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。