



【摘要】:图10-16所示为不锈钢高压锅盖扣边成形模。图10-15 凸模与插耳图10-16 高压锅盖扣边成形模1—下模座 2—锥台体座 3—强力弹簧 4—复位弹簧 5—竖销 6—横销 7—活动凹模 8—仿形承料板 9—上模座 10—弹力橡胶 11—模柄 12—压料板 13—锥套座 14—锥套 15—工件 16—锥台体 17—活动凹模导轨 18—活动凸模 19—圆柱销 20—弹顶复位装置 21—活动凸模导轨上模上行时,压力解除,强力弹簧3将活动凹模导轨17顶起,活动凹模7在复位弹簧4的作用下缩回。
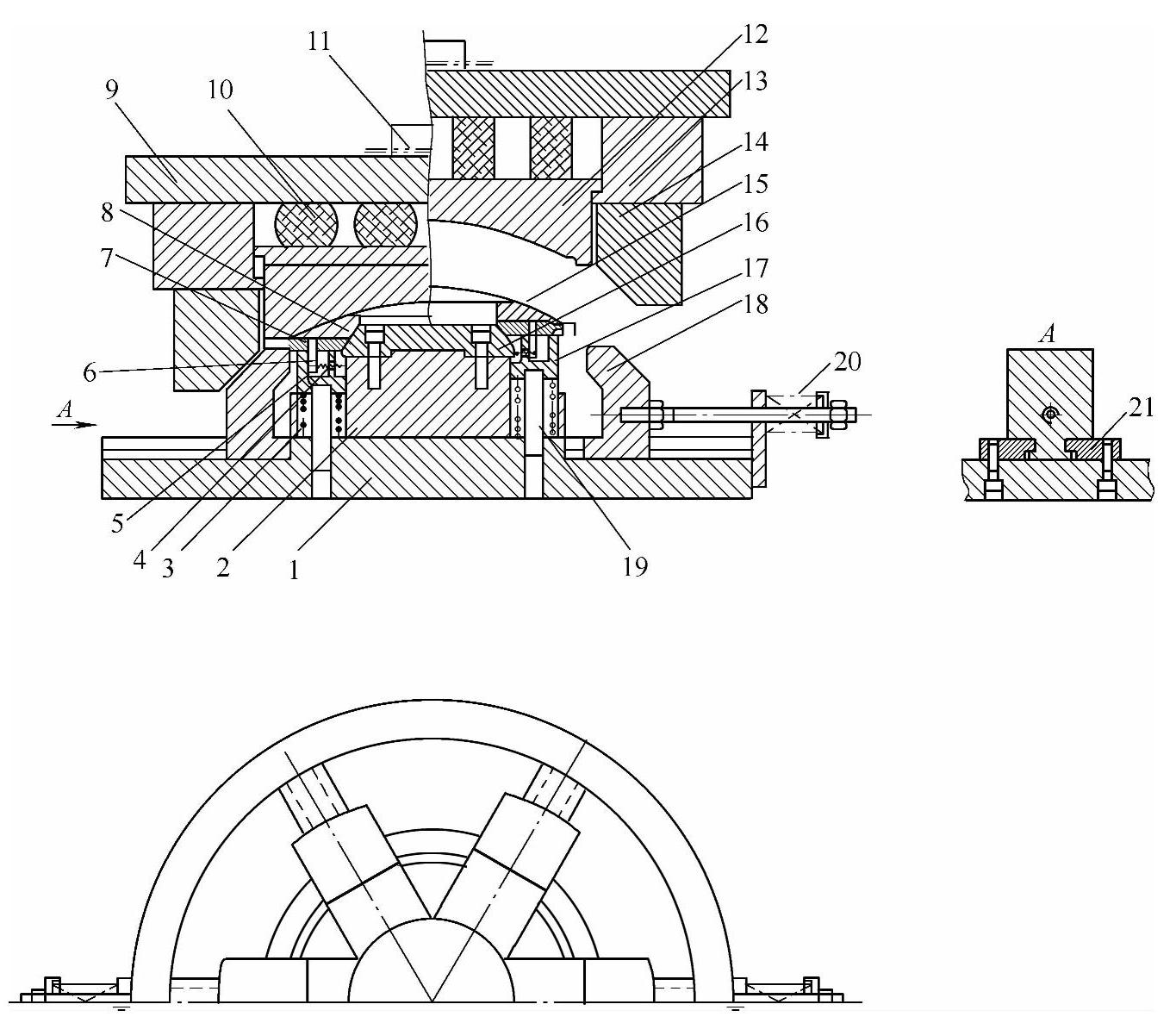
图10-16所示为不锈钢高压锅盖扣边成形模。
模具由两级活动滑块组成,才能方便地将成形后的工件从凹模上取下。活动凹模导轨17套装在锥台体座2上,由导向圆柱销19防止其转动。活动凹模7的锥面与锥台体16配合,并通过竖销5、复位弹簧4做伸出与回缩动作。自由状态下,复位弹簧保证其处于最小外径尺寸状态。上模下行时,压料板12在强力橡胶10的作用下首先接触工件15,活动凹模导轨17在导向圆柱销19的作用下垂直向下运行,当强力弹簧3的弹力被克服,活动凸模导轨21下平面与锥台体座2的台阶贴合时,活动凹模导轨17内的活动凹模7已经在锥台体16的作用下向外伸出。上模继续下行,弹力橡胶10被压缩,锥套14迫使活动凸模18做向心运动,将工件15推挤出扣边。
图10-15 凸模与插耳
 (https://www.xing528.com)
(https://www.xing528.com)
图10-16 高压锅盖扣边成形模
1—下模座 2—锥台体座 3—强力弹簧 4—复位弹簧 5—竖销 6—横销 7—活动凹模 8—仿形承料板 9—上模座 10—弹力橡胶 11—模柄 12—压料板 13—锥套座 14—锥套 15—工件 16—锥台体 17—活动凹模导轨 18—活动凸模 19—圆柱销 20—弹顶复位装置 21—活动凸模导轨
上模上行时,压力解除,强力弹簧3将活动凹模导轨17顶起,活动凹模7在复位弹簧4的作用下缩回。活动凸模18在弹顶复位装置20的作用下沿活动凸模导轨21向外运动。至此,工件15内外的羁绊全部解除,取出工件,进入下一工作循环。
这一工作原理也适用于广口玻璃瓶金属螺旋盖扣边位的制作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。