



此副模具的产品是一个对讲机的上盖,如图4-86所示。此产品的特点是,产品两端侧壁均向产品内部倒扣,使产品的内外两侧均无法正常脱模,外面需做抽芯,内部也需做抽芯。其实,抽芯机构并不难做,但对于此例产品,内部抽芯的难度却非常大。从图中A、B、C三处注释可以看出,产品向内倒扣的距离非常大,A、B两处,从倒扣的方向往上不远处,即有一条筋挡着。对于这种情况,普通的斜顶机构和内滑块机构均无法使用,如果使用斜顶,则由于行程较大,加上斜顶本身的厚度,顶出时,前面的筋会和斜顶干涉,导致无法顶出;如果使用普通内滑块,内滑块需向产品内部收缩,同样也需很大的内部空间,位置也不足。再看C处,C处的倒扣距离也较大,此处的空间更小,如果使用斜顶,根本没有顶出空间,而且,产品的顶部有凹槽,斜顶也顶不动;如使用普通内滑块机构,更不可能,一是因为高度太小,二是对于这种形状,即使内滑块退缩后,倒扣也无法脱出。因此,要设计好此副模具,难度非常大,然而,难度归难度,问题最终还是会解决的。其模具详细结构如图4-87所示。
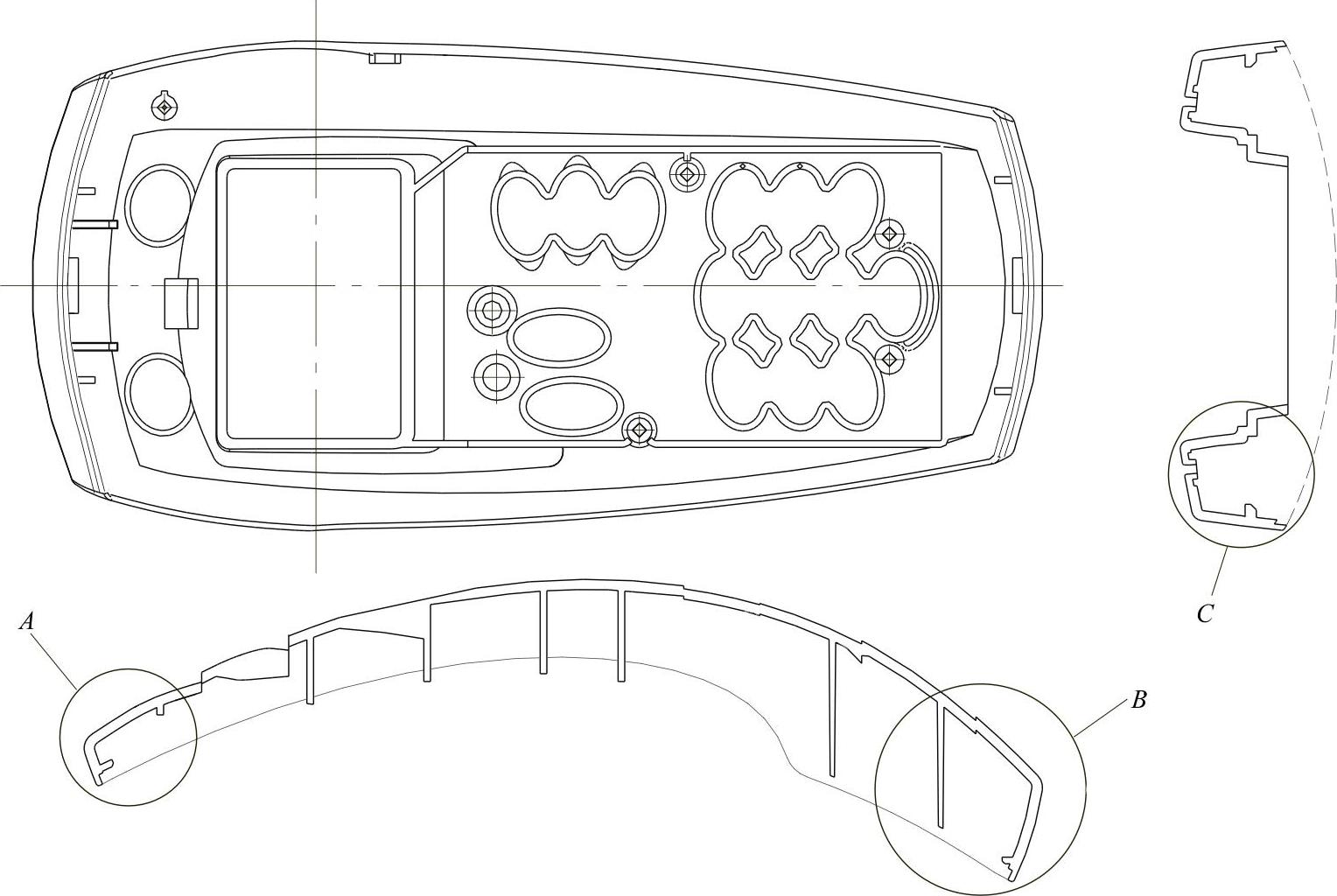
图 4-86
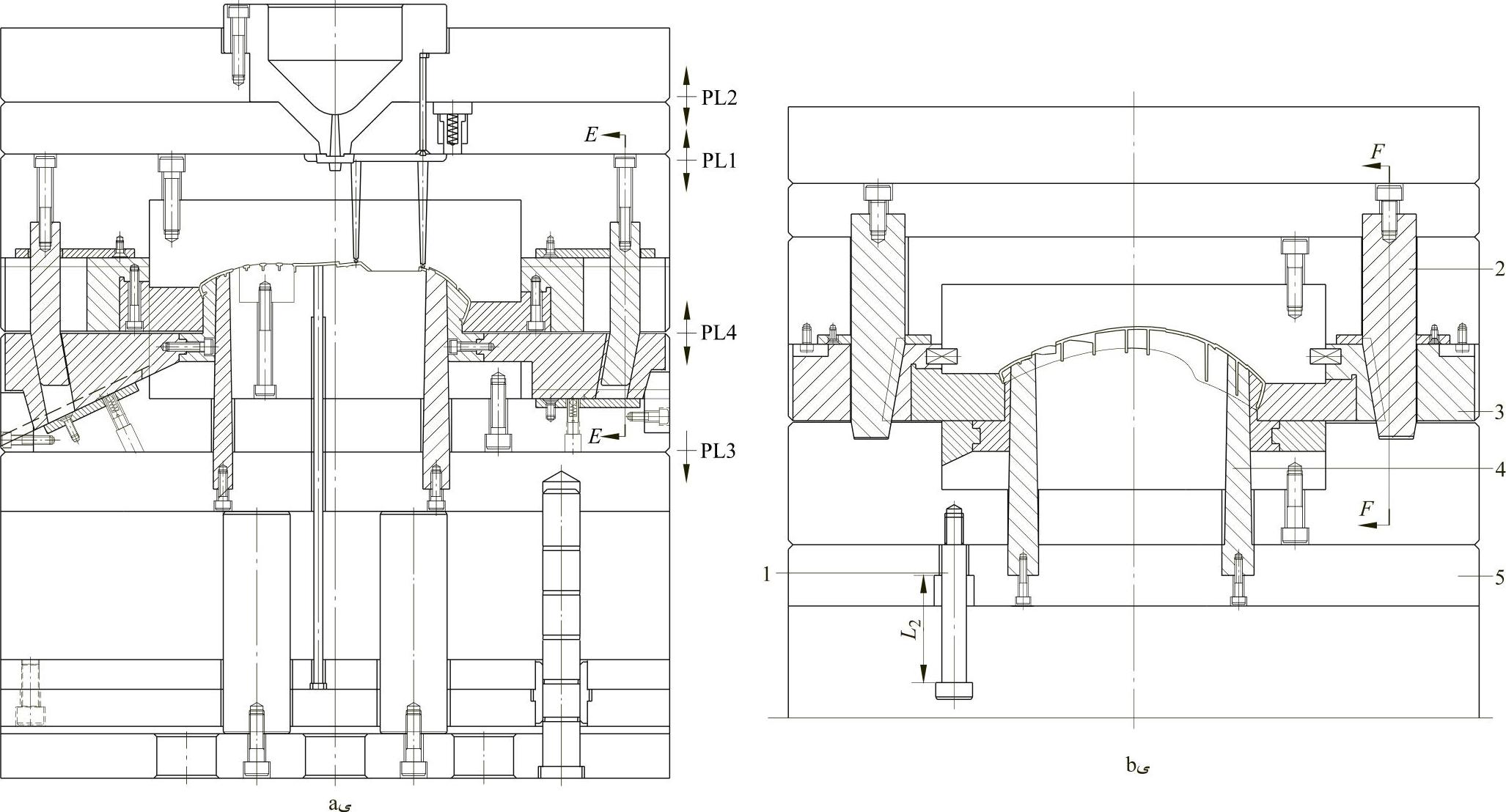
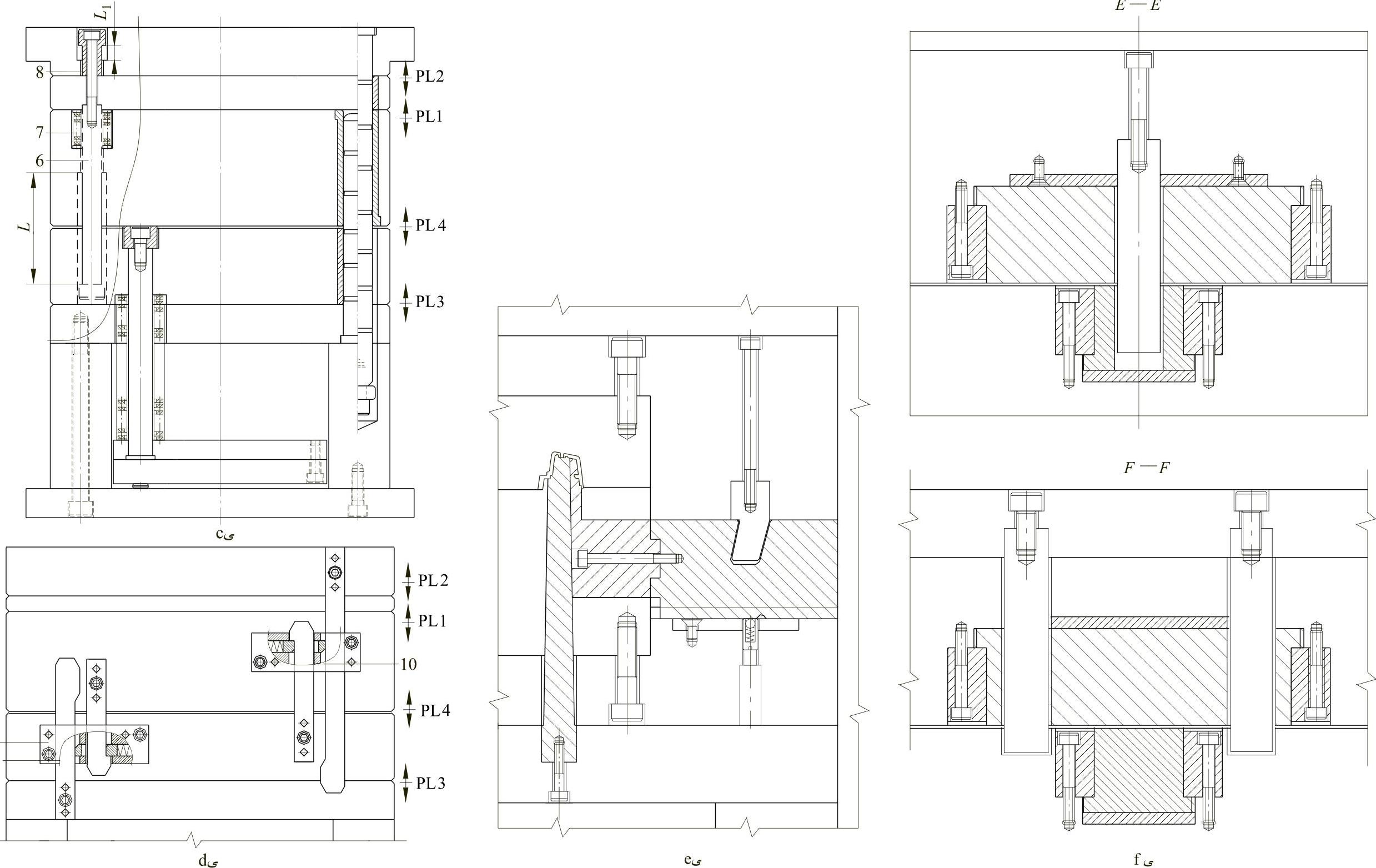
图 4-87
1、6、8—限位拉杆 2—拨块 3—前模滑块 4—型芯镶件 5—托板 7—弹簧 9、1O—扣机机构(https://www.xing528.com)
此副模具的结构看似较复杂,但只要明白了其结构原理,就简单了。首先来看前模部分,产品的进胶方式是点浇口,前模为标准的三板模结构,三板模结构已较熟悉,在此不再多讲。在产品的两端,各有一个前模滑块,每个滑块分别使用了两个拨块,两个后模内滑块的拨块分别从这两个前模滑块的中间穿过,即滑块的中间是避空的,从剖视图E—E和剖视图F—F便能清楚地看出。再来看后模部分,后模侧共有两块模板,也是标准的弹B板结构,滑块机构仍是内滑块,共有3个滑块,两端各一个,中间有一个,其中有一个是倾斜的。从本例的滑块机构可以看出,以往的弹B板机构,所抽出的均为拨块或锁紧块,而本例所抽动的却是成型镶件,这正是此例模具的经典和巧妙之处。上面讲过,对于A、B、C三处的倒扣普通的斜顶和内滑块机构均无法使用,为此,本例将可能发生干涉的部分单独做在一个活动镶件上,开模时,先将活动镶件抽出,以便留出足够的空间供内滑块运动。其运动原理是:开模后,在扣机机构10和弹簧7作用下,PL1首先分型,当行至L距离时,在限位拉杆6作用下,PL1停止分型,同时,前模滑块3在拨块2的作用下,向外运动,完成了前模一侧的抽芯;继续开模,PL2开始分型,当行至L1距离时,在限位拉杆8作用下,PL2停止分型,此时,流道部分已完全脱模;继续开模,在扣机机构9作用下,PL3开始分型,当行至L2距离时,在限位拉杆1作用下,PL3停止分型,同时,所有固定在托板5上的型芯镶件4等,全部同时向后抽出了L2距离,为下一步滑块的收缩腾出了空间;继续开模,主分型面PL4被打开,3个内滑块在3个拨块作用下,向后退缩,脱出了产品的倒扣,最后产品由顶针顶出。
图4-88是模具所有的分型面全部打开后,每个滑块均已完成了预定动作,产品还未开始顶出的状态。从图中可以看出,当所有内滑块全部脱出倒扣时,其位置刚好处在几个活动镶件上面,如果在这种状态下合模,内滑块则会和下面的镶件发生相撞。这是此副模具的重点,合模时,在PL3未合模之前,必须要使几个内滑块首先复位,之后PL3才可合模。要使内滑块首先复位,主分型面PL4必须首先合模,为控制好这个顺序,本例使用了一种机械式控制机构,如图4-89所示。此种机构在本章的范例9中已使用过,两例的结构完全相同,使用原理也完全一样,动作原理也详细讲过,本例不再重述,可参照范例9的内容,细细琢磨,真正领悟了定会受益匪浅。

图 4-88
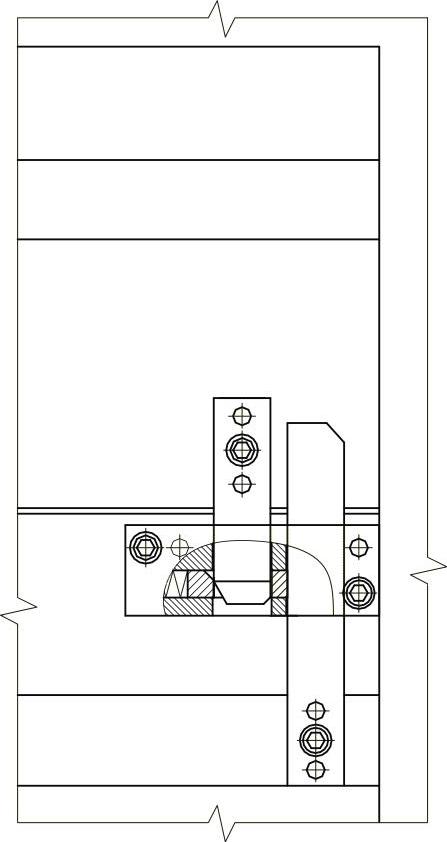
图 4-89
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。