



此例产品是一个汽车接插件,如图8-5所示。从图中可以看出,产品有一个喇叭形的盖子,此副模具的设计重点则在此盖子上。按照正常的设计思路,此处必须使用滑块抽芯,但是,由于其他形状的限制,滑块机构根本无法使用,唯一的方法是使用强制脱模。为了保证强制脱模能够安全可靠,本例使用了二次顶出机构来进行辅助。模具详细结构如图8-6所示。
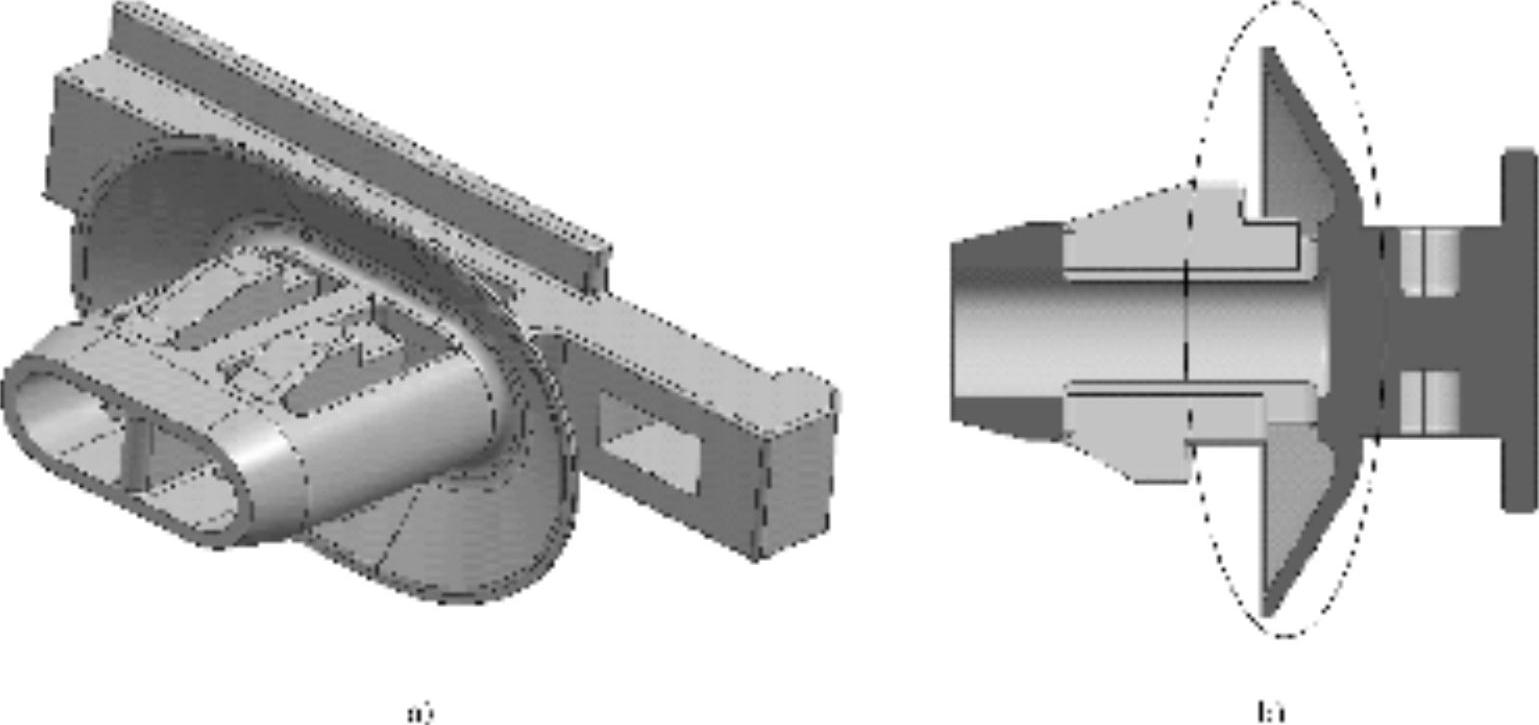
图 8-5
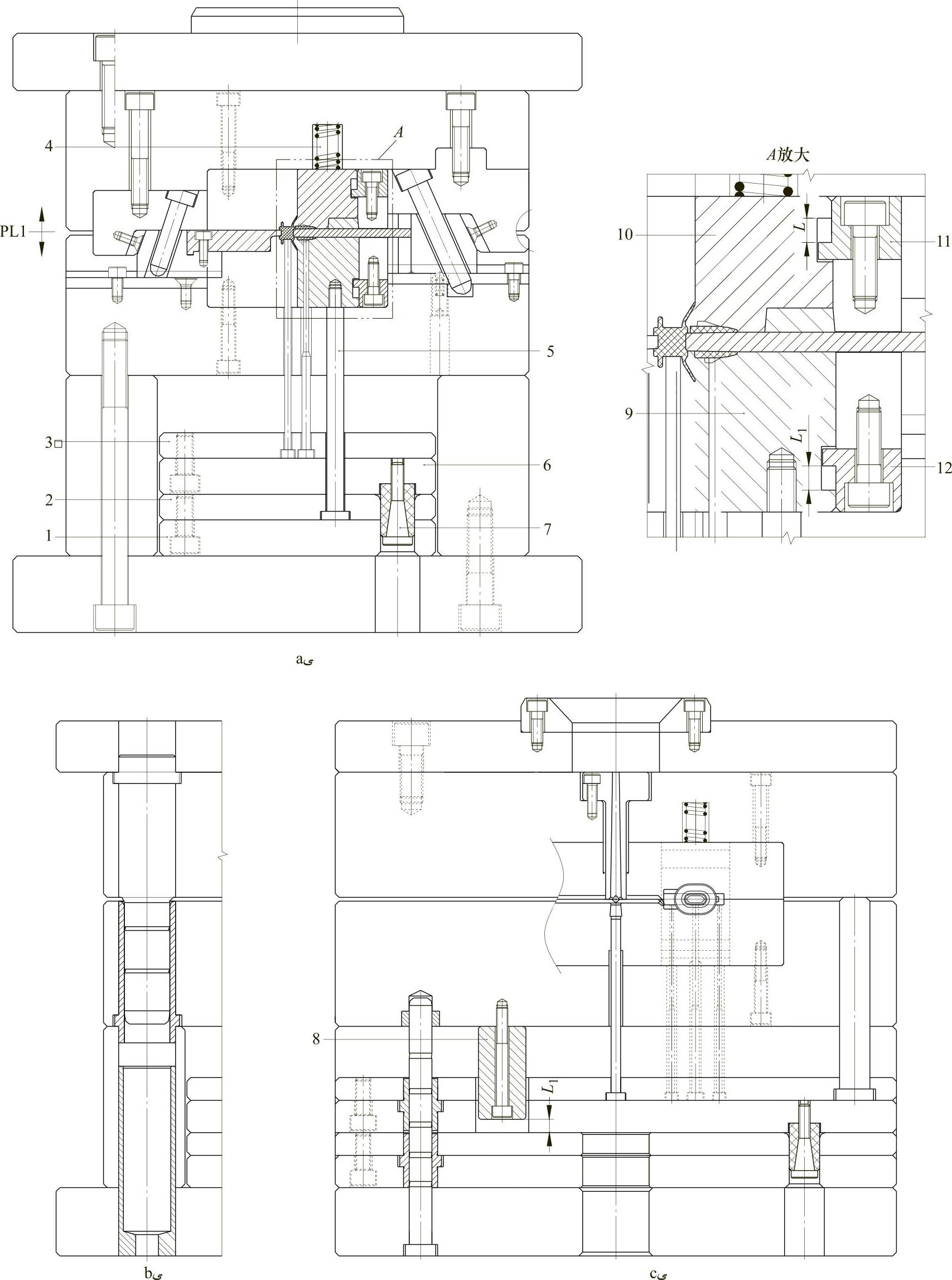
此例的设计思路是将喇叭形盖子的成型区域前后模两侧同时设计成浮动式镶件。当模具开模时,前模镶件10在弹簧4的作用下,连同产品一起向后模方向运动,当行至L距离时,限位块11限位,镶件10停止运动,目的是为了使镶件10脱离前模型腔一段距离,给产品留出足够的变形空间用来脱模;继续开模,产品在后模的拉力下强制脱出镶件10,前模一侧的脱模顺利完成;当模具开始顶出时,注塑机的顶杆推动顶针板3、6和所用顶针一起向前顶出,在尼龙开闭器7的作用下,顶针板同时带动推板1、2、推杆5和后模镶件9等一起运动;当行至L1距离时,限位柱8限位,推板1、2、推杆5和后模镶件9等全部停止运动;继续顶出,产品最后在顶针的推动下从后模镶件9中强制脱出,从而完成全部脱模动作。
 (https://www.xing528.com)
(https://www.xing528.com)
图 8-6
1、2—推板 3、6—顶针板 4—弹簧 5—推杆 7—尼龙开闭器 8—限位柱 9—后模镶件 10—前模镶件 11、12—限位块
从模具结构图可以看出,此例的二次顶出机构用尼龙开闭器代替了常用的机械式机构。这种方法在二次顶出中常用,因为尼龙开闭器比较简单、方便,可以大大简化模具结构。但是,尼龙开闭器的拉力有限,通常用在所需顶出力较小的情况下,如果所需顶出力较大,尼龙开闭器容易滑脱,动作不太可靠,因此,在使用此种机构时应斟酌而行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。