



此例产品是一个带有斜齿轮的电器旋钮,如图8-28所示。对于这种带有斜齿轮的产品,肯定无法正常脱模,无论是强制脱模还是任何滑块机构均不可能实现,因此,只有一种设计方案,即旋转顶出。详细结构如图8-29所示。
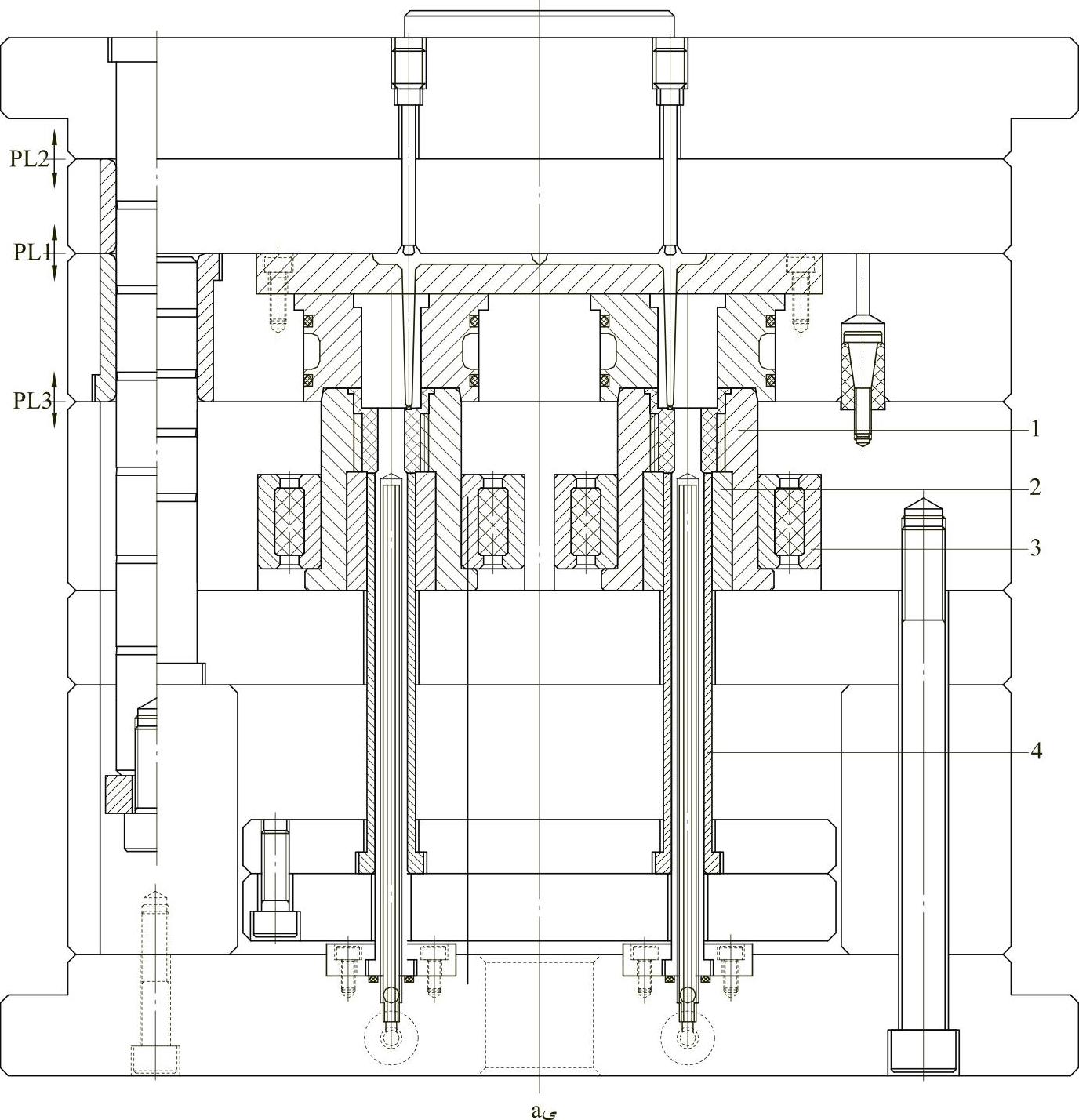
图 8-29
1—型腔 2—镶件 3—轴承 4—司筒
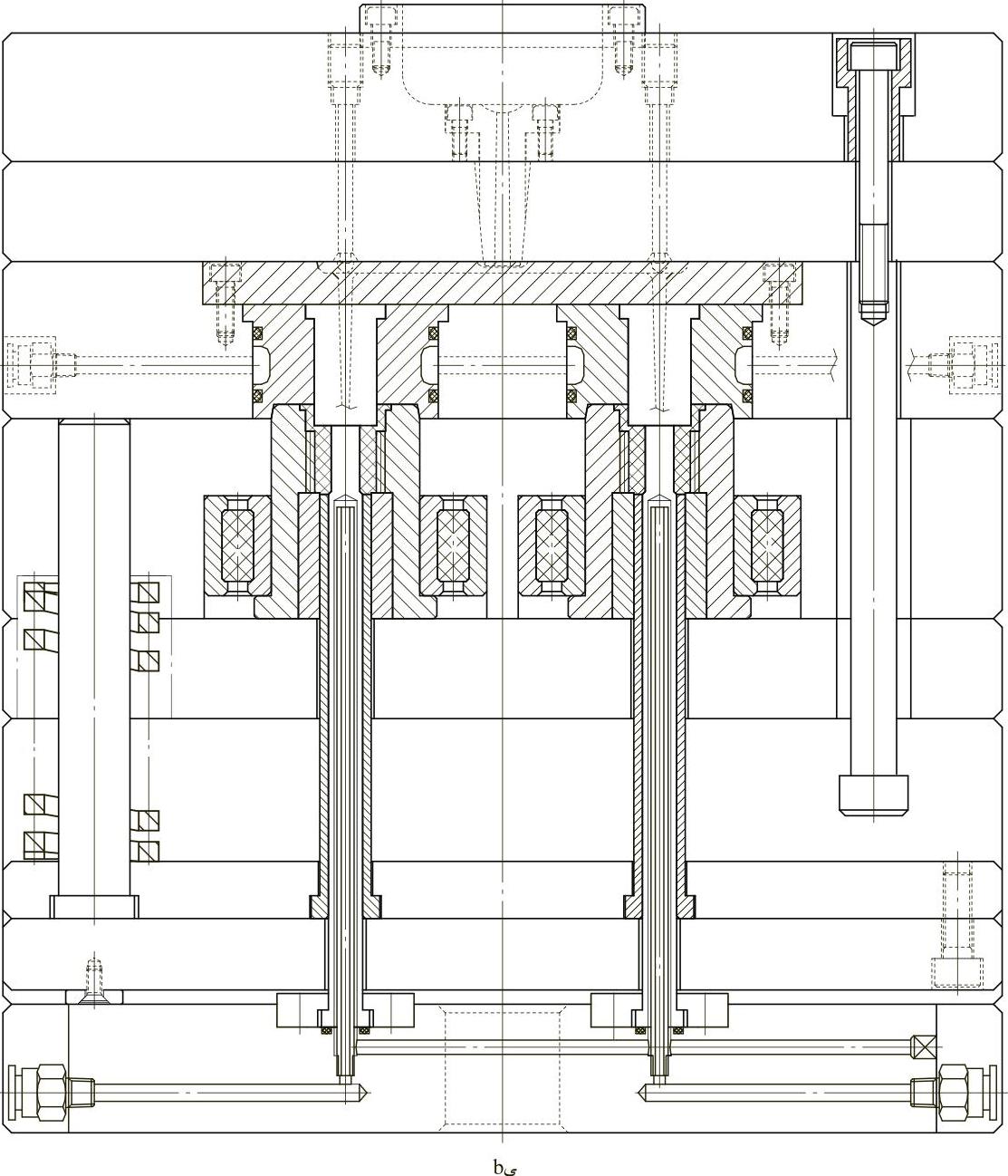
图 8-29(续)
此例产品看似难以脱模,但只要模具结构设计正确,其实是很简单的。此例的旋转顶出,是在顶出过程中保持产品不旋转,让型腔在斜齿的扭力作用下旋转一个斜齿的弧长,达到脱模目的。但如何才能使型腔顺利旋转,是此副模具的设计关键,为此,本例在型腔外面套用了一个轴承机构,让型腔和轴承之间保持紧固,而保证和模板之间可以顺利转动,那么在顶出时,司筒4推动产品向前顶出,同时,在斜齿的扭力作用下,型腔1开始旋转,当产品被完全顶出型腔时,型腔1刚好旋转了一个斜齿倾斜角度的短边长度,精确地说,这个长度就是产品的外圆弧长,约3mm。图8-30为型腔和轴承的装配结构,图8-31为产品在型腔中还未被顶出的状态。

图 8-30(https://www.xing528.com)
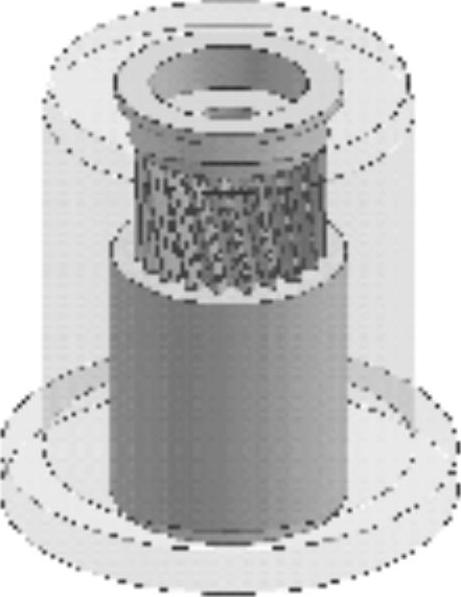
图 8-31
此例的脱模方式可谓简单巧妙,独具匠心,是一些斜齿轮产品最常用的模具结构之一。设计此种结构时需注意以下几个问题。
1)对产品的顶出力要够大。如果使用司筒顶出,应保证司筒有足够的强度,应尽量避免使用多个小顶针顶出。
2)型腔镶件和侧面模板、底部托板的装配关系应保持一定间隙,一般在0.02mm即可,根据经验,当模具装好后,通常以用手能够轻轻地、顺畅地转动即可。
3)齿轮的精度要求一般都很高。为了保证齿轮的加工精度,型腔底部的齿轮轮廓区域必须用镶件镶穿,如本例的镶件2,型腔内的轮齿则可以使用慢走丝线切割机械直接割出。
4)选用轴承时尽量不用深沟球轴承,可优先使用圆柱滚子轴承。因为深沟球轴承轴向可以承受的压力有限,易损坏;而圆柱滚子轴承可以承受很大的轴向压力,使用寿命较长。
此例的缺点是,轴承套在型腔镶件外面的这种结构,只能适用于较小的齿轮产品和模穴数较少的模具,因为轴承本身要占用很大空间,当产品较大时,所需轴承也较大,如果模穴数较多,比较浪费模具的空间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。