



钻孔加工的刀路参数如图4-14所示,钻孔刀路参数主要包括钻孔参数、深度参数和钻孔退刀。
1.钻孔参数
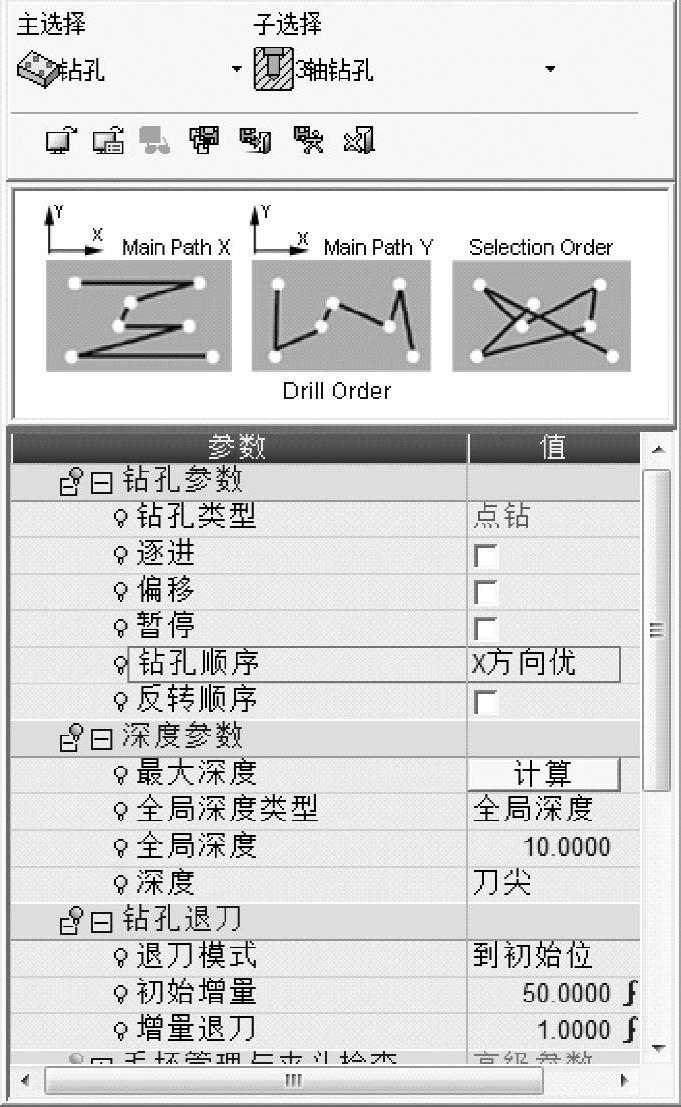
图4-14 钻孔加工刀路参数
钻孔参数中分别有钻孔类型、逐进、偏移、暂停、反转顺序和钻孔顺序。
(1)钻孔类型 Cimatron E提供多种孔加工方法,有点钻(G81)、高速逐进钻孔(G73)、左攻螺纹(G74)、精镗(G76)、反镗(G82)、深孔逐进钻孔(G83)、攻螺纹(G84)、镗孔(G85)、镗孔+主轴停转(G86)、背镗(G87)、镗孔+暂停+手动(G88)和镗孔+暂停+进给(G89)。
(2)逐进 设置刀具连续钻削时的每一刀进刀和退刀的距离,常应用于深径比大于4的深孔加工,有利于断屑和排屑。对于高速逐进钻孔(G73)和深孔逐进钻孔(G83)有效。
(3)偏移 当钻削刀具抵达孔底部时,进行偏移后再抬刀,有助于避免退刀时刀具与孔壁发生不必要的接触。设置刀具偏移的数值,可偏移X方向的I值和Y方向的J值。对精镗(G76)和镗孔+主轴停转(G86)有效。
(4)暂停 刀具加工到指定深度后,在孔底暂停一段时间,以保证加工精度。对应于数控指令中的P_。对反镗(G82)、镗孔+暂停+手动(G88)和镗孔+暂停+进给(G89)有效。
(5)钻孔顺序 设置钻孔的顺序,可以按X方向优先加工,也可以按Y方向优先加工,还可以直接选择钻孔顺序。如图4-15所示,若选择X方向优先,则孔加工顺序为123645;若选择Y方向优先,则孔加工顺序为516324;直接选择钻孔顺序则为123456。合理设置钻孔顺序能极大提高孔加工的加工效率。
(6)反转顺序 对钻孔顺序进行反转,按相反的顺序加工孔。
2.深度参数
(1)最大深度 当加工多个孔时,系统对所有孔中的最大深度进行计算,并弹出窗口进行显示。(https://www.xing528.com)
(2)全局深度类型 可以为所有的孔设置统一的深度,也可以设置统一的Z值最大值和Z值最小值作为起始高度和终止高度。
(3)深度 设置钻孔深度的计算方法,计算基准分为直径、刀尖和倒角直径。设定倒角直径时,需输入倒角直径值,如图4-16所示。

图4-15 孔加工顺序的选择

图4-16 深度计算类型
3.钻孔退刀
(1)退刀模式 退刀模式与【编辑点】对话框中的【退刀模式】参数一致,此处可修改相应选项,并对所有点生效。
(2)初始增量 相对于所选点的增量,或者指定全局Z最大值。如果设定抬刀为到初始位置,将抬刀到这一高度再作横向移动。
(3)增量退刀 设置增量退刀值,当刀具接近该值时,将从快速进给速度转换为一般进给速度下刀,如图4-17所示。
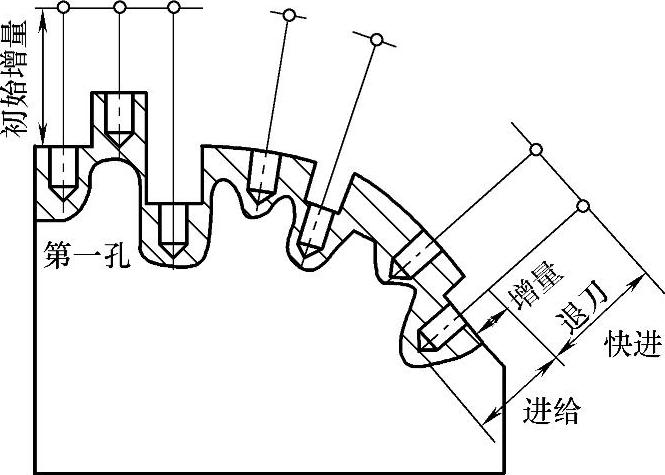
图4-17 钻孔退刀示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。