



氮是双相不锈钢中重要的合金化元素。氮在双相不锈钢中起着形成、稳定、固溶强化γ相,提高耐孔蚀、缝隙腐蚀、应力腐蚀能力,防止焊后出现过多铁素体而使焊缝金属脆化等重要作用。因此,氮已成为双相不锈钢中不可缺少的重要合金化元素。准确控制钢中氮含量,是冶炼双相不锈钢的重要工艺措施。
1.中频感应炉冶炼双相不锈钢时的控氮操作要点
中频感应炉冶炼全过程均在大气中进行,炉料和钢液会从大气中吸收氮。因此,整个冶炼过程中,钢液含氮量逐步增加。必须从各个环节来减少增氮量和控制含氮量,才能保证钢中含氮量合格。
(1)控制由炉料带入的氮量 控制由该钢返回料、铬铁、原料纯铁等带入的氮量。通过配料计算平衡得出炉料平均含氮(不包括含氮合金)量不超过成品含氮量的30%。
(2)减少熔化期钢液增氮量 冶炼镍、铬奥氏体不锈钢时,熔化期钢液吸收氮量,约占成品钢中含氮量的40%~50%,是冶炼过程吸收氮量最多的时期。控制熔化期钢液增氮量,是准确控制成品含氮量的关键环节。
熔化期钢液增氮主要来源于以下两方面:
1)在铬铁加热和熔化过程中,自大气中吸收氮。通常使用的真空微碳铬铁吸氮量,是铝热法微碳铬铁的15~20倍。前者从700℃开始吸氮,到熔化前吸氮量(质量分数)达到4%以上。因此,中频感应炉冶炼双相不锈钢时,真空微碳铬铁不准随炉料加入加热熔化,可以直接加入熔清后的钢液中,不会发生增氮。铝热法微碳铬铁应装入坩埚中下部的高温区,坩埚下部应装入易熔的返回料,以加速铬铁熔化。
2)熔化末期熔池形成之后,高温钢液从大气中吸收氮,是熔化期钢液增氮的另一原因。这种增氮量远少于铬铁的吸氮量。通过增加底渣用量,增加萤石比例,提高炉渣的流动性,使炉渣具有良好的覆盖作用,可以降低来自大气的吸收氮量。同时,为了减少炉气的流动,大型感应炉应配备液压移动炉盖。
(3)出钢、浇注过程减少钢流吸氮或逸出 出钢和浇注过程中,钢液增氮量约占成品含氮量的5%~8%,应该给予重视。为此,应注意以下操作:
1)控制出钢温度不能过高,一般应控制在低于1600℃。因为,氮在钢液中的溶解度随温度的升高而下降。冶炼含氮量(质量分数)为0.30%~0.45%的高铬低镍不锈钢时,当出钢温度为1600℃时,出钢量为5t,浇注前分析含氮量比炉内降低了7%~14%。因此,应严格控制出钢温度,减少氮自钢流中逸出。
2)浇注时为了减少钢中含氮量的变化和二次氧化,可采用氩气保护注流浇注。注流氩气保护装置参阅本书3.3.4节有关内容。
2.真空感应炉冶炼双相不锈钢钢中含氮量的控制
利用真空感应炉冶炼含氮双相不锈钢,是近期发展的新的真空冶炼技术。如何在真空下对钢液进行氮合金化,是必须解决的技术问题。目前采用两种钢液合金化方法:一种是向炉内充入高纯氮气,控制液面上方pN2的压强,使氮溶入钢液,达到氮合金化目的;另一种是将含氮合金,在一定pN2压强下加入钢液,达到氮合金化目的。前一种氮合金化方法尚处于研究阶段,生产上暂无应用。后一种氮合金化方法已开始得到应用。以下仅介绍后一种方法的操作要点。
(1)含氮合金的选择 可用于冶炼双相不锈钢的含氮铁合金有两种:一种是含N=3.0%~5.0%(质量分数)的低氮级含氮铬铁;另一种是含N=8%~10%(质量分数)的高氮级含氮铬铁。这两种含氮铬铁的化学成分,可参阅参考文献[5]。(https://www.xing528.com)
含氮铬铁的品质,一方面取决于Cr、Si、C、P、S含量,更重要的是含氮量的均匀性和稳定性。用熔化法生产的低氮级含氮铬铁,在含氮量的均匀性和稳定性方面,要优于真空法生产的高氮级氮化铬铁。因此,使用前要采样分析含氮铬铁的含氮量是否均匀和稳定,然后通过试用加以确认,再大量使用。
氮化锰铁、氮化金属锰,适用于冶炼高锰含氮钢种。双相镍铬不锈钢因含锰量低而不能使用。这两种含氮锰合金中,氮的含量是均匀的,含氮量稳定、熔点低,加入后能迅速熔化。
(2)钢液氮合金化操作 真空感应炉冶炼含氮双相不锈钢时,氮合金化是在精炼期末进行。加氮操作的关键是根据氮的加入量,确定冶炼空间充入氮气的压强。在此氮分压强下,保持氮的回收率达到100%。
利用氮在不锈钢中的溶解度[N]与氮气压强pN2、温度T、合金元素对氮的相互作用系数的计算式,可以得出[N]与pN2的对应数据。该计算式如下:
Lg[N]=-188/T-1.25-[(3280/T-0.75)(0.13%C+0.047%Si+0.01%N

从式(7-1)可以看出:气相中氮气压强pN2越高,氮在钢液中溶解度[N]越高。在一定氮分压强下,加入钢液的氮量低于溶解度时,氮的回收率将达到100%。
利用式(7-1)计算1600℃时,双相不锈钢00Cr23Ni9Mo3N和奥氏体不锈钢0Cr25Ni19NbN在不同氮气压强时,氮在钢中的溶解度,其结果如图7-15所示。该图可以用来作为真空感应炉冶炼含氮双相不锈钢时,在钢液加氮时选择充氮压强的参考使用。纵坐标为钢液的加氮量,横坐标为冶炼空间充氮气的最低压强。
双相不锈钢中,含N≤0.20%(质量分数)时,pN2≥30kPa;含N=0.21%~0.25%(质量分数)时,pN2≥50kPa;含N=0.26%~0.30%(质量分数)时,pN2≥60kPa;含N=0.31%~0.35%(质量分数)时,pN2≥70kPa。
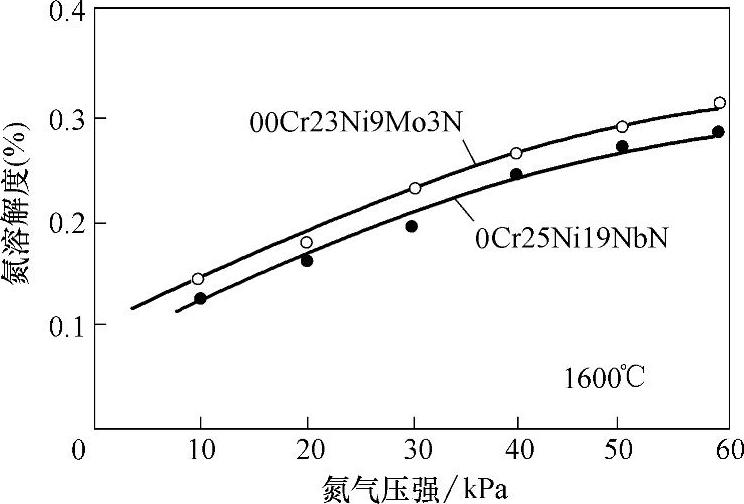
图7-15 炉内pN2对镍铬不锈钢中氮溶解度的影响
(3)含氮钢液的出钢与浇注 真空感应炉冶炼双相不锈钢的出钢与浇注温度不宜过高,应控制在低于1600℃。从出钢浇注一直到钢锭凝固,必须保持氮合金化时炉内的氮气压强。否则会发生氮的逸出,使钢锭冒涨或内部产生气泡,致使钢锭报废。
总之,真空感应炉是冶炼双相不锈钢的最佳工艺。它不仅能准确地控制含氮量,还能控制相比例,降低钢中各类夹杂物含量等。可以认为,该工艺将不断完善,成为冶炼双相不锈钢的重要工艺,并将得到广泛的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。