



真空感应炉主要用于冶炼超高温级含铝量和含稀土元素比较高的电热合金。
1.冶炼用原材料的选择
(1)冶炼合金的化学成分 表14-32列出真空感应炉冶炼铁铬铝合金的化学成分。合金中C、N、P、S为杂质元素,应尽量低控;Si、Mn为常规元素,有益于脱氧,不应过低控制;其他元素均为合金元素,应按照要求进行控制,其中稀土元素应尽量保持高的回收率。
表14-32 真空感应炉冶炼铁铬铝合金的化学成分
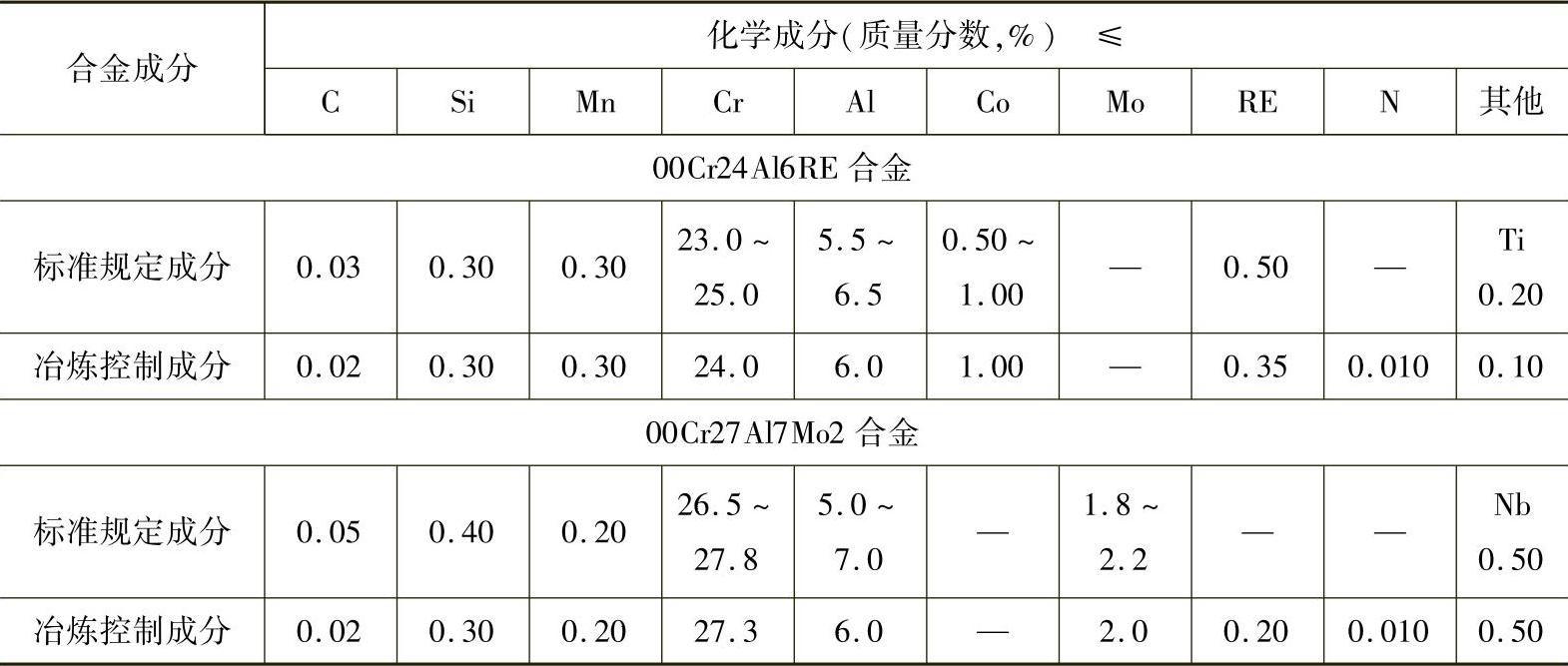
注:杂质元素含量(质量分数):P≤0.020%,S≤0.010%。
(2)冶炼用原材料的选用原则真空感应炉冶炼00Cr24Al6RE和00Cr27Al7Mo2合金时,所用的原材料中,重点选用铬铁和纯铁。具体要求如下:
1)铬铁的选用。首先,要求铬铁中含氮量低,而且氮应当以氮化铬(Cr2N、CrN)的形态存在,不应以氮化铝AlN的形态存在。因为在真空冶炼条件下,氮化铬很容易分解除去,而氮化铝就难以除去。为此,铝热法生产的铬铁不宜使用,使用真空法生产的铬铁比较合理。尽管真空铬铁中含氧量高,但是含氮量低,而且容易去除。高含氧量为C-O反应提供了条件。另外,铬铁中含磷量要求低于0.025%(质量分数,下同),含碳量在0.06%~0.10%。
2)原料纯铁的选用。要求纯铁中含氮量低,以减轻真空下的脱氮量。同时,磷、硫含量尽可能低。含碳量(质量分数)在0.04%~0.06%,带入的碳量应保持C-O反应进行,实现脱氮所需要的沸腾时间。
综上所述,选用的铬铁和原料纯铁的碳、氧与氮、磷、硫含量应符合表14-33的要求。
表14-33 真空感应炉冶炼铁铬铝合金用原材料

2.真空感应炉冶炼工艺操作要点
冶炼工艺的重点包括:利用碳氧反应达到脱氧和降低碳、氮的三重目的;采取脱硫措施降低含硫量;准确地控制铝含量和较高的稀土元素回收率等。
(1)熔化期降低碳、氮含量的操作要点 降低合金中碳、氮含量,主要是通过熔化期的碳氧反应来实现。大量降氮发生在熔化期末碳氧沸腾过程中。因此,为了顺利实现降低碳、氮的目标,应做好以下操作:
1)炉料中碳、氧配入比例合适。真空冶炼时,炉料中合适的碳、氧含量配比,是保持碳氧沸腾顺利、持续进行的基础。根据表14-33给出的原材料经过配料平衡后为C∶O=3.2。表明氧量过剩而碳量不足。通常碳氧比为2.0合适。为此,炉料中还应当补加石墨块,以保持合理配比。(https://www.xing528.com)
2)熔化期炉料及装料。坩埚底部装入占炉料总重量0.2%左右预熔脱硫渣粉(CaO为80%、CaF2为20%,质量分数)后,再依次装入纯铁、铬铁、钼铁、铌铁、钴、石墨块等。其他炉料铝、稀土合金、硅铁、锰、钛铁等依次装入加料器内。
3)控制熔化期碳氧反应强度。合炉抽真空,当炉内真空度达到3~5Pa开始送电加热。炉料开始熔化后,尽量保持真空度。只要喷溅不影响炉料顺利熔化,可暂不调节炉内压强。必要时关闭抽气阀门,充入氩气抑制喷溅。熔清后调节炉内压强,进入碳氧沸腾操作。在3~10Pa真空下,保持钢液沸腾。根据沸腾强度,调整加热功率和压强以维持正常沸腾。沸腾平静后,去除脱硫渣,冶炼转入精炼期操作。
总之,降低合金中碳、氮含量的操作需要经过反复实践,才能得出合适的碳、氧比例和所需要的降氮沸腾时间,最终得到预计的[C]、[N]、[O]含量。
(2)钛、铝的加入方法 钛、铝在精炼期末加入。当熔化期结束后,将钢液温度提升到1620~1650℃,真空度达到1~3Pa,保持15~20min(50~200kg炉容量)。其间用石墨碳(质量分数)为0.01%~0.05%还原氧化膜和脱氧,取样分析钢液成分。随后按以下程序加入钛和铝:
1)炉内充氩。关闭抽气阀门,向熔炼室内充入1kPa氩气。
2)停电降温加钛铁。使钢液温度降低到结膜温度,加入钛铁,将钢液中的残留氮形成氮化钛TiN,增加有效铝数量。钛铁加入后,大功率搅拌约1min,加速钛铁均匀化。
3)依次加铝。铝分5批加入。加铝前停电降温至结膜温度;加铝后大功率搅拌约1min,使铝分布均匀。重复加铝操作,将余量铝分批加完。
(3)稀土元素的加入方法 加铝后,适当提升钢液温度,保持炉内1kPa氩气压强,根据炉前分析结果补充加入Cr、Si、Mn元素,使其含量达标。随后加入稀土合金,其加入量应包括沉淀脱硫用量(质量分数)约0.20%。加入后大功率搅拌约1min后,立即出钢带电浇注。
3.真空感应炉冶炼铁铬铝电热合金的质量评价
(1)冶炼合金的纯净度 不同冶炼工艺生产的铁铬铝合金中[O]、[N]含量列于表14-34。从表中数据可知:真空感应炉冶炼的合金中[O]、[N]含量最低,合金中夹杂物数量明显下降,合金的冷变形塑性得到改善。稀土元素回收率可达到60%~80%。
表14-34 不同冶炼工艺生产的铁铬铝合金中[O]、[N]含量
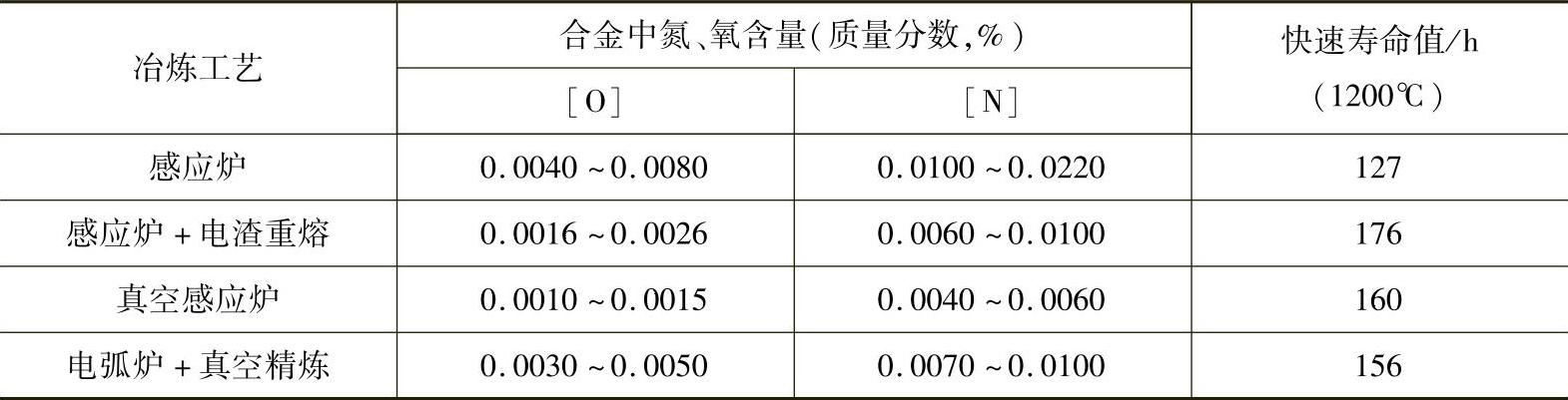
(2)冶炼合金的使用性能 合金丝材的冷变形塑性优良,易于加工成形。合金的快速寿命值略低于双联法生产的合金。
真空感应炉浇注的钢锭表面和内部质量,比双联法差,钢锭内部缩孔、偏析缺陷较多,从而影响到合金的冶金质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。