



从传动简图可以看出,冷镦机及多工位自动成形机运动机构很多,除完成镦锻工作的主滑块外,还有送料、切料、顶出等机构及各工位之间的转送机构。为了保证这些机构运动协调、工作可靠、运动平稳,必须有恰当的工作循环图,这是机器设计及调试的依据,十分重要。主滑块是机器工作的主体,所有其他机构都是配合它动作,所以主滑块的位移曲线是制订工作循环图的基准。与通用压力机不同,在冷镦机及多工位自动成形机中,把主滑块在后死点的曲柄转角定为0°,主滑块位移起始点取在前死点,即α=0°时s=2R;α=180°时s=0。
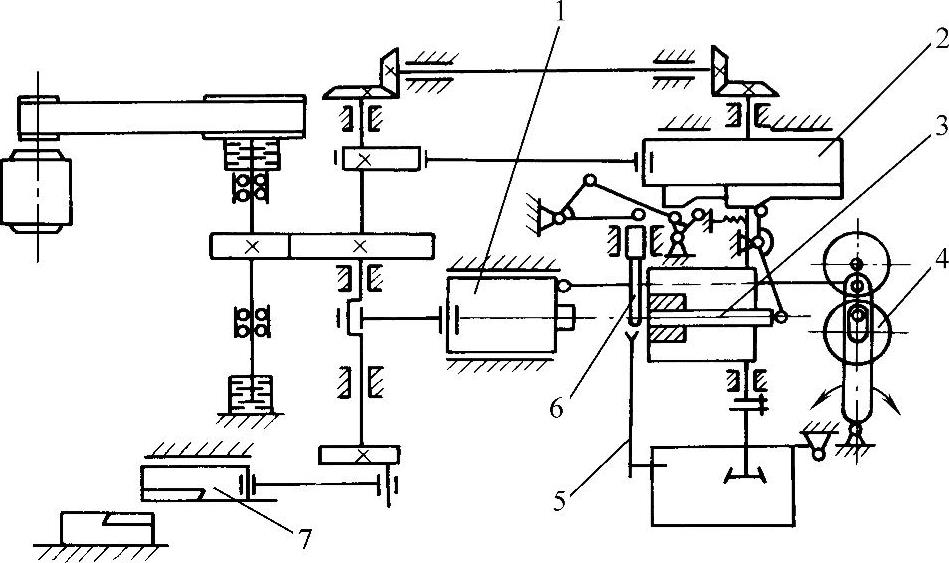
图2-9-4 多工位螺栓联合自动机传动简图
1—主滑块 2—辅助滑块 3—顶料机构 4—送料机构 5—夹钳转送机构 6—切料机构 7—搓丝机构
图2-9-5所示为图2-9-4所示机器的工作循环图,主滑块在α=180°时结束工作行程,送料机构与它同步。夹钳转送机构具有上、下转送及前、后伸缩两个动作,在夹钳从切刀处接过坯料转送到下极限位置时,滑块行程应大于坯料长度,以免坯料碰上冲头;而夹钳从下极限位置向上转送时,滑块离前死点的距离要大于夹钳厚度,才不致于压坏夹钳;所以图上夹钳从α=330°开始向下转送,到α=50°时结束,在α=150°时向上转送,α=230°时结束,即转送工作角各为80°,停留角度各为100°。夹钳的缩回在向上转送前结束;而夹钳的伸进应在到达上极限位置后开始。图上夹钳的伸、缩工作角都取50°,所以夹钳伸进的起始角α=230°,在280°时结束,在前死点夹持工件180°;缩回的起始角为α=100°,结束角α=150°,然后在后死点停留80°。在通常情况下,要待冲头把坯料推入凹模1.5倍坯料直径后,夹钳才能缩回,所以本例中最短送料长度小于140mm时,夹钳的伸缩工作角要小于50°。
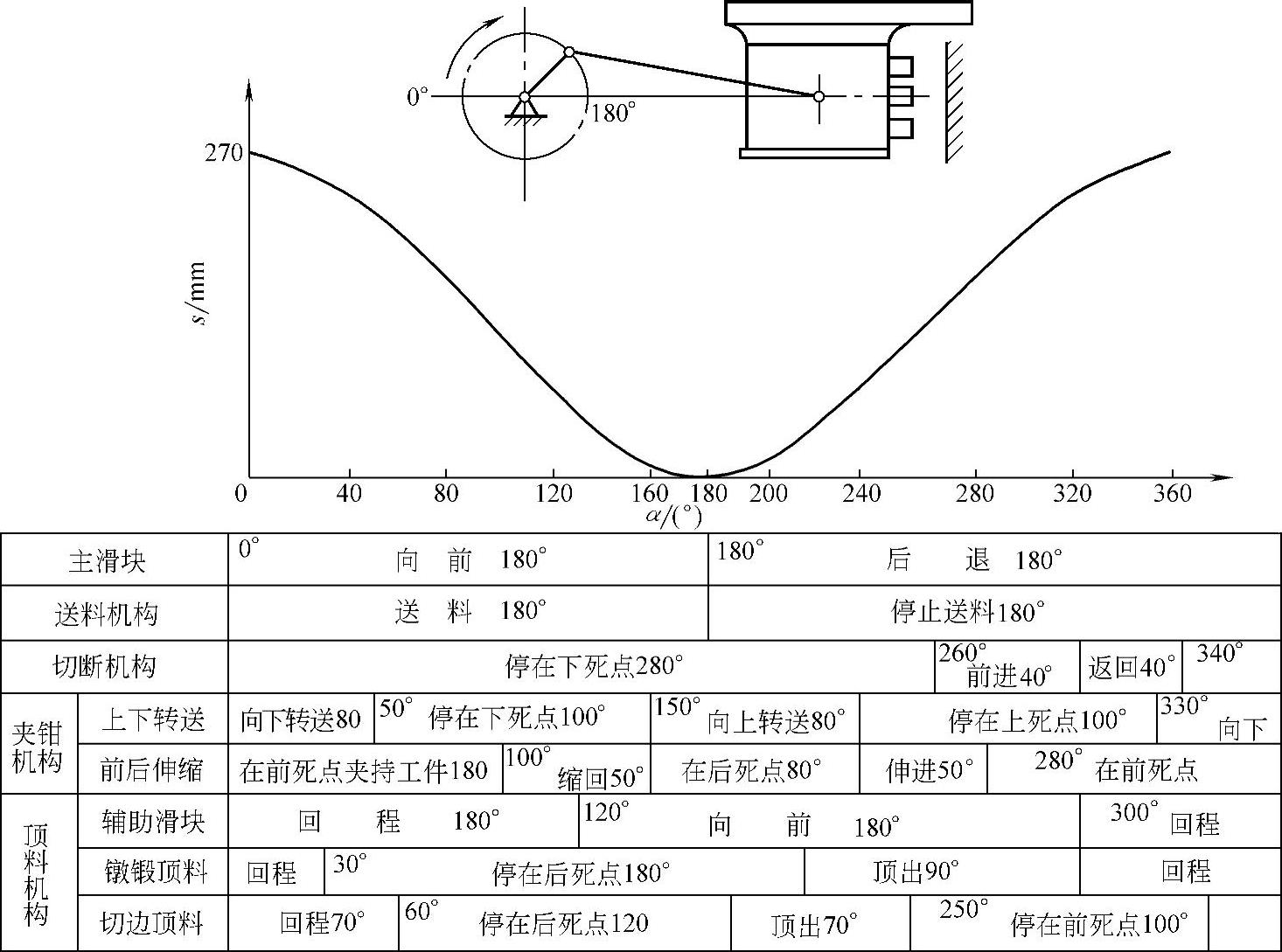
图2-9-5 多工位螺栓联合自动机工作循环图(https://www.xing528.com)
切料机构应在夹钳伸出后、向下转送前这段时间内进行,现取切刀前后运动工作角均为40°,在前端位置不停留,所以取切刀从α=260°开始向前,α=300°开始后退,在后死点停留为280°。
切料机构和顶料机构都是由辅助滑块通过杠杆驱动的,所以辅助滑块在α=300°时开始回程。
镦锻工位和切料工位对顶出有不同的要求,在镦锻工位,当顶料杆将坯料顶出一段距离后,夹钳才能伸出夹持坯料,并且在顶料工作结束后夹钳才能向下转送。现取顶料机构工作角为90°,即α=210°~300°,并立即返回90°,当α=30°时在后死点停留180°。而切边工位的顶料,根据工艺要求,应在滑块刚回程时就开始,当取顶料工作角为70°时,顶料过程在α=180°~250°进行,由于辅助滑块在α=300°才开始回程,所以顶料杆在辅助滑块前进时还有50°的停留,由于平板凸轮传动具有运动的对称性,所以在辅助滑块回程时顶料杆也有50°停留,即α=250°~350°;顶料杆返回70°在后端停留120°。
此外还要求顶料机构在工作行程时,顶出的工件不许追上正在回程的冲头,而在返回时,顶料杆不能滞后于进入凹模的制件。
使用说明书上的工作循环图是根据机器的实际运动情况确定的,用户在调试机器时,必须严格按照工作循环图执行,不能随便改动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。