



精压机与其他压机的最大差别是滑块、肘杆机构及装模高度调节机构,下面以JA84—800型精压机为例进行分析。
1.滑块及曲柄肘杆机构
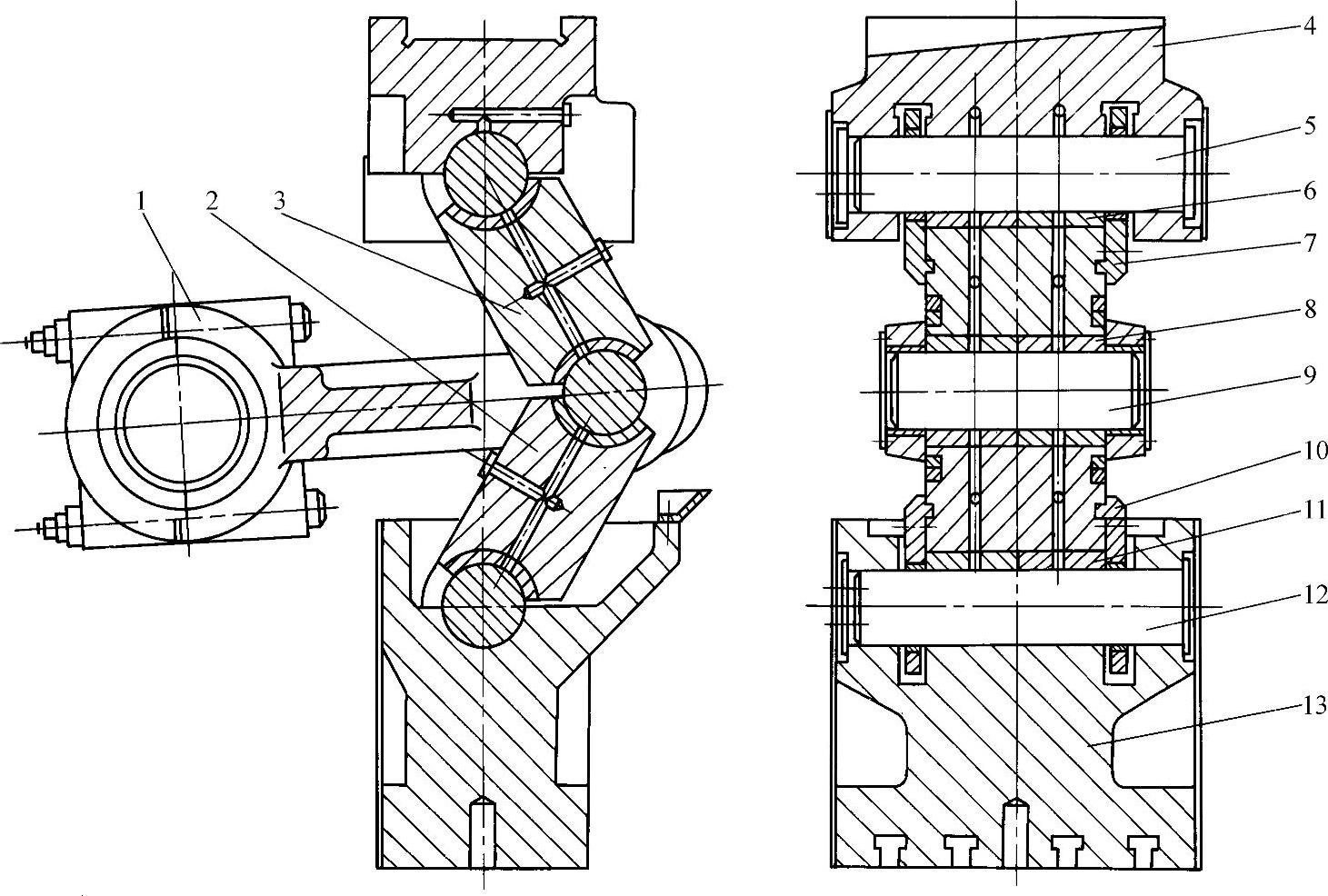
图2-10-5所示是营口锻压机床公司生产的JA84—800型精压机滑块及曲柄肘杆机构部件图,它由工作滑块13、调整滑块4、上下肘杆3和2、上下连接环7和10、上中下肘轴5、9、12,上中下肘瓦6、8、11,以及连杆1等组成。两个滑块通过肘轴、肘瓦、肘杆及上下连接环联在一起。上下肘杆和上下连接环分别用螺钉联在一起。中肘轴通过叉形的连杆与曲轴联结。工作滑块及调整滑块都是实心体,上下肘杆是短粗结构,它们在工作时虽然承受全部公称力,但变形很小。连杆在工作时只承受很小的拉力。
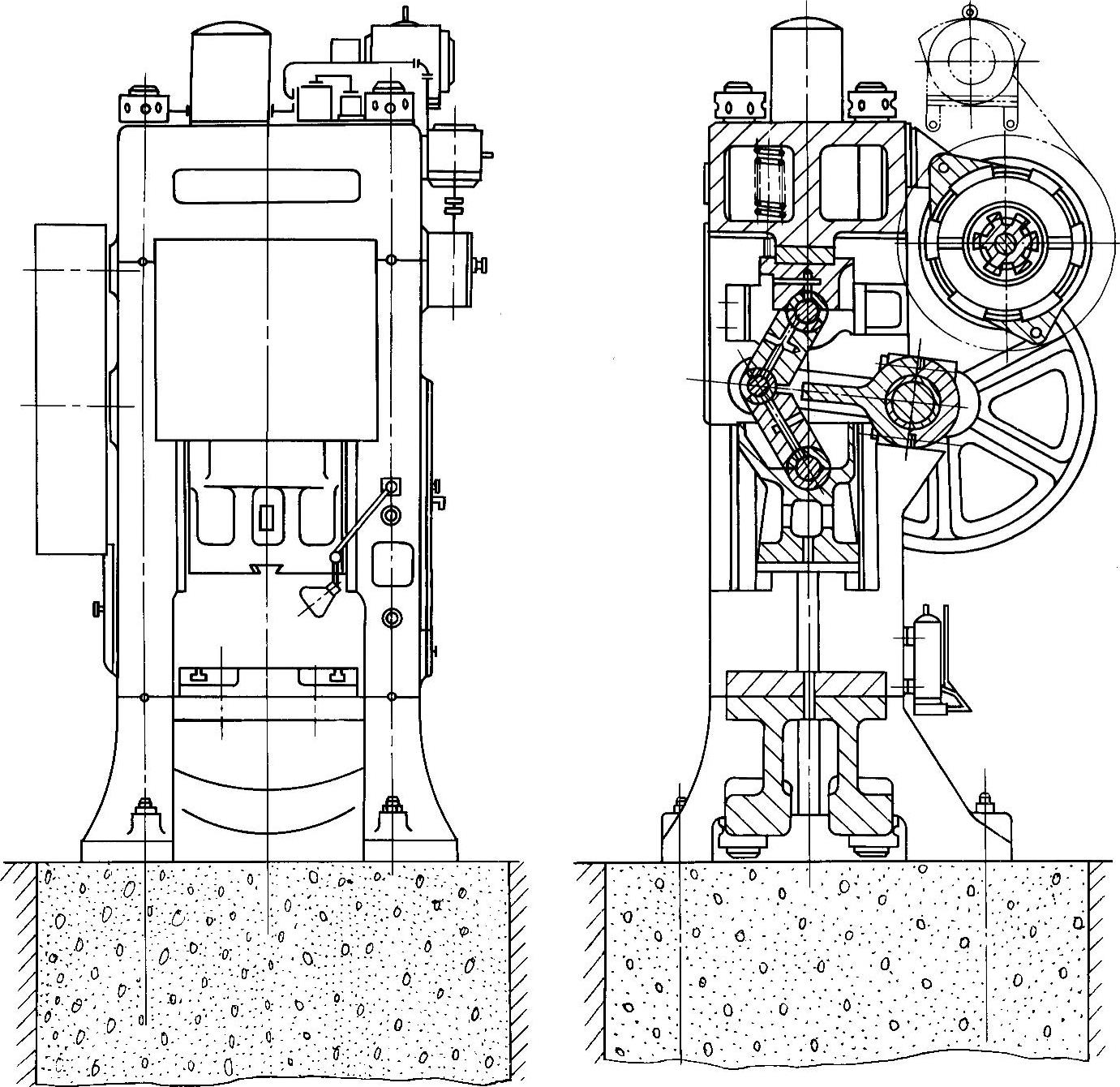
图2-10-3 J84—400型精压机
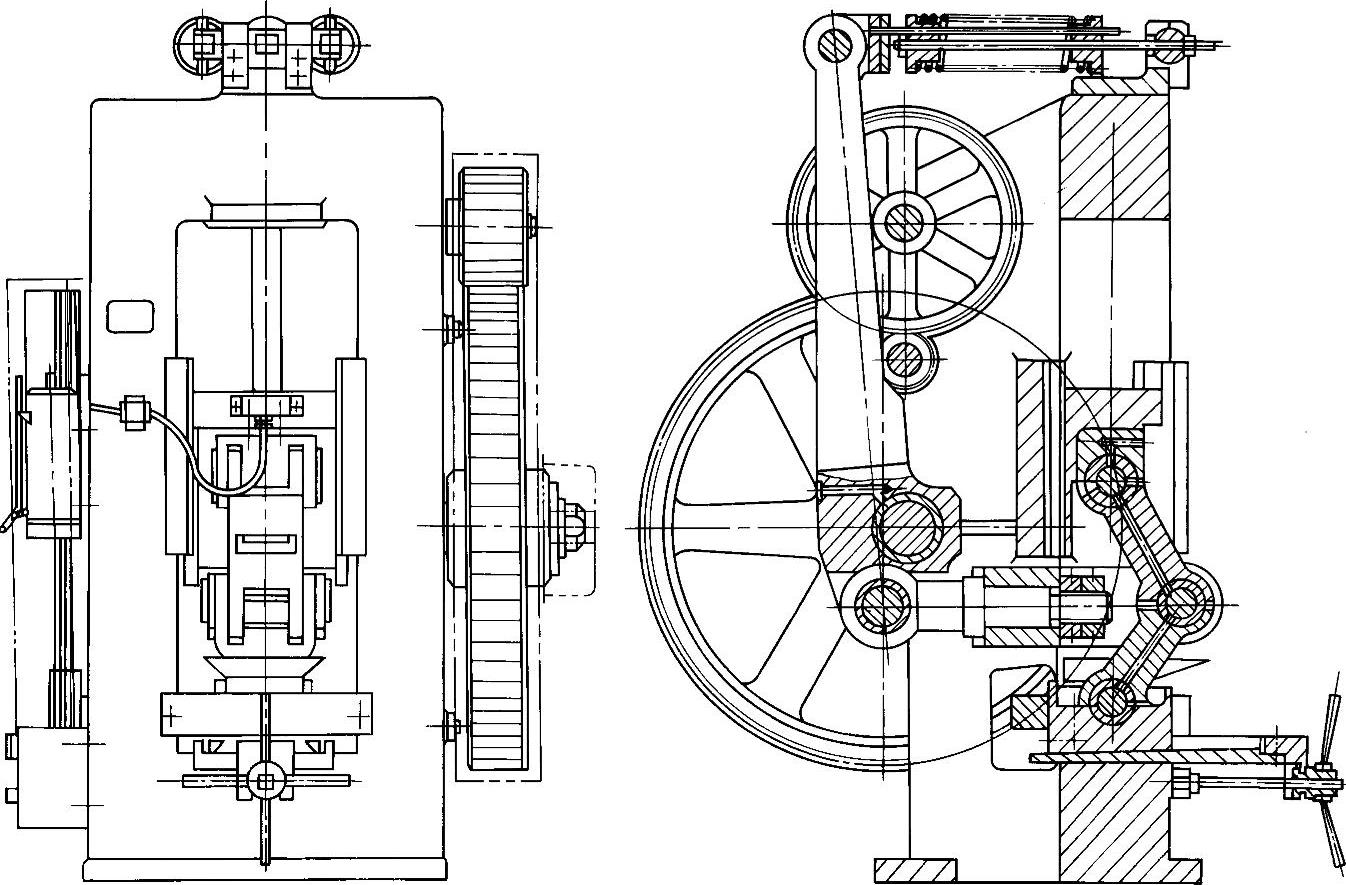
图2-10-4 上移式精压机
表2-10-1 国产精压机主要技术参数
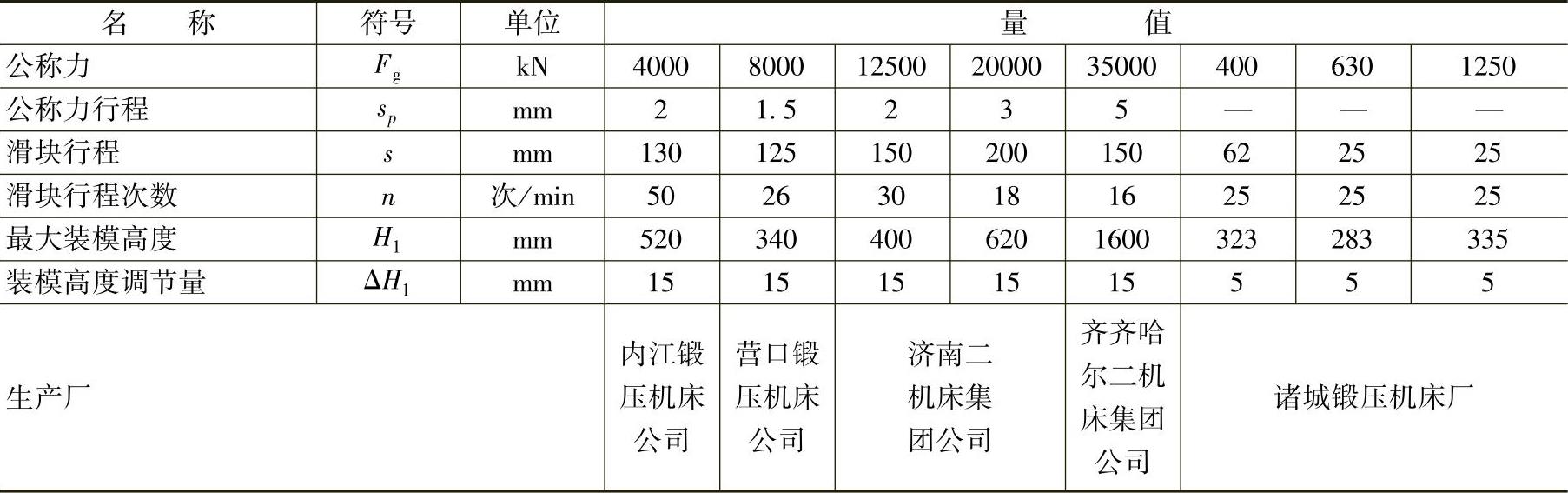
表2-10-2 部分国外生产精压机主要技术参数

 (https://www.xing528.com)
(https://www.xing528.com)
图2-10-5 JA84—800型精压机滑块及曲柄肘杆机构部件图
1—连杆 2—下肘杆 3—上肘杆 4—调整滑块 5—上肘轴 6—上肘瓦 7—上连接环 8—中肘瓦 9—中肘轴 10—下连接环 11—下肘瓦 12—下肘轴 13—工作滑块
按照设计要求,滑块两次经过下死点,所以保压时间长,有利于对工件进行精压,图2-10-6所示为它的工作原理图。
因肘杆机构要承受很大的作用力,所以需要良好的润滑,在肘杆、肘瓦及滑块的相应部位,都有通油孔道,用稀油齿轮泵进行集中润滑,使肘杆系统的各肘瓦都得到良好的润滑。
2.装模高度调节机构
由于精压机的装模高度调节量很小,所以通过装在上梁底面与调整滑块之间的斜铁来调整。图2-10-7所示是JA84—800型精压机的装模高度调节机构,它由装在精压机右侧的专用电动机,通过减速器内蜗轮、蜗杆及齿轮副减速后,使螺杆转动,从而带动与斜铁联在一起的螺母以及斜铁前后移动。从与斜铁连接的、装在精压机左侧的刻度盘上,可以读出装模高度的调节量。斜铁前后的极限位置,则由行程开关来控制。
在上梁顶上,安装一个夹紧气缸,当气缸下部通入压缩空气时,活塞杆通过与调整滑块相连的拉杆等机构,使调整滑块,斜铁紧贴在上梁下面。当需调整装模高度时,按下按钮,夹紧气缸下部排气,使斜铁放松,与此同时,连接活塞杆与拉杆的摆杆与行程开关接触,使专用电动机起动,带动斜铁前进或后退。当调整到预定位置后,放松按钮,电动机停止工作,夹紧气缸下部进气,活塞上升,使调整滑块及斜铁与上梁紧贴在一起。要注意气缸内气压不能低于4×105Pa,以免产生间隙。有些精压机,如图2-10-3所示的J84—400型精压机,是用强有力的弹簧来实现夹紧的。
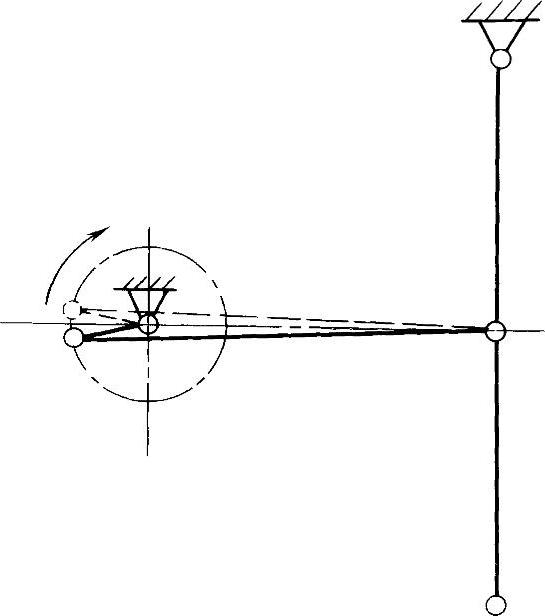
图2-10-6 滑块两次通过下死点工作原理
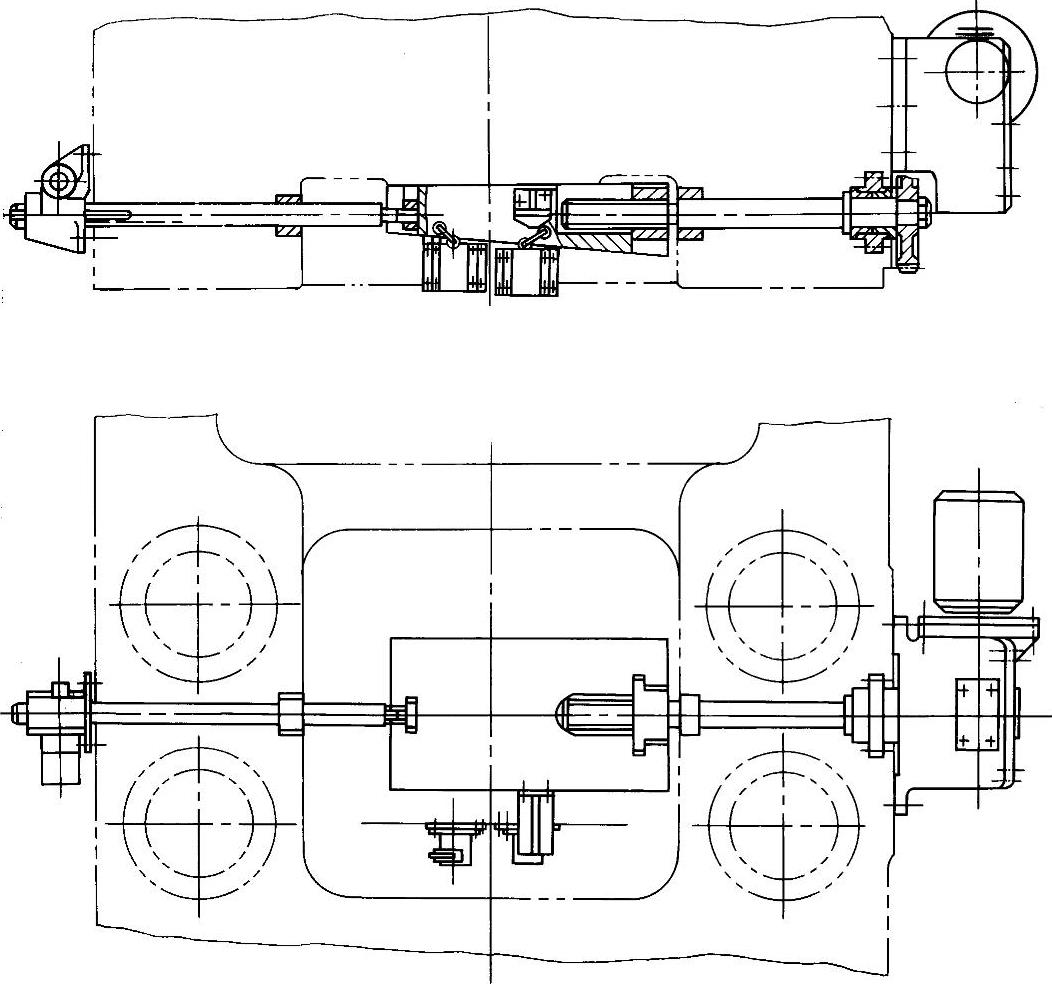
图2-10-7 JA84—800型精压机装模高度调节机构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。