



用气液动力头改造蒸汽-空气模锻锤,由于旧锤在结构上的局限和人工操作,难以全部满足模锻生产的技术要求。在德国,到20世纪80年代中后期,纯液压快速模锻锤逐渐取代了气液模锻锤。拉斯科公司的KGK系列锤已停止生产,转而发展HO和HO-U系列,贝歇(Beche)公司的KGH系列纯液压锤以其优异的设计制造技术在市场占有量有一定的优势[10]。我国从20世纪90年代以来,连续引进了这两家公司的模锻液压锤。图3-4-5所示和表3-4-4所示为拉斯科公司的HO-U型模锻锤和技术参数;图3-4-6和表3-4-5所示为贝歇公司的KGH型模锻液压锤和技术参数。
表3-4-3 西安重型机械研究所油气分缸式电液锤技术参数表

注:原锤头工艺尺寸参数均保持不变。
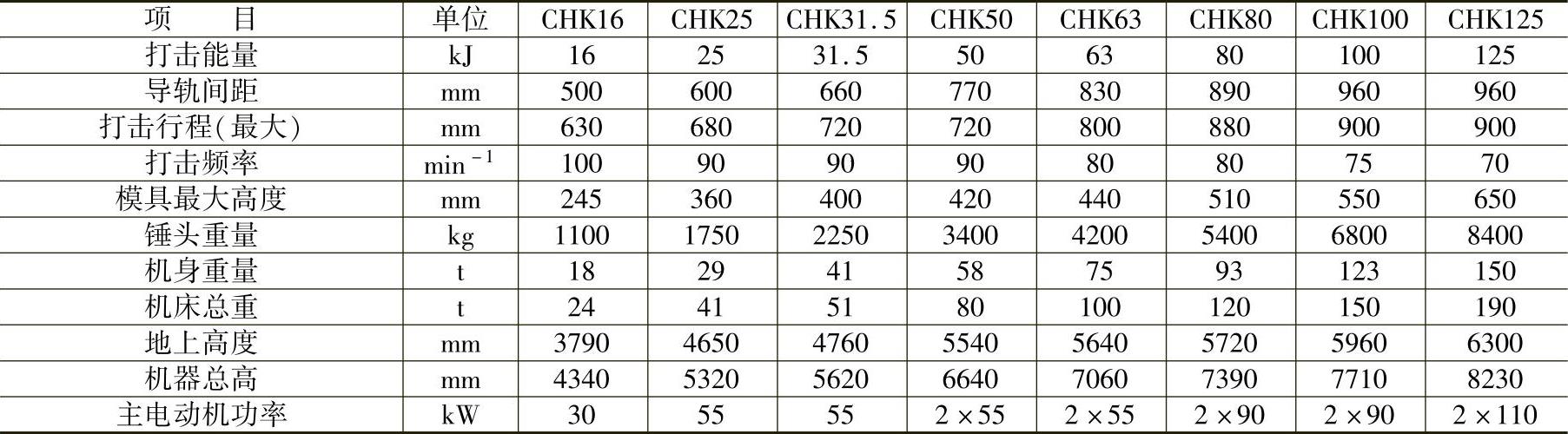
我国不少科研生产单位都曾研制成功纯液压模锻锤,海安百协锻锤公司(现更名为江苏省百协精锻机床公司)研制的CHK型程控模锻液压锤已获全液压模锻锤国家专利,现已批量生产,在生产线中进行自动化模锻生产获得良好的技术经济效益。图3-4-7为CHK型模锻液压锤总图,表3-4-6为其主要技术参数。
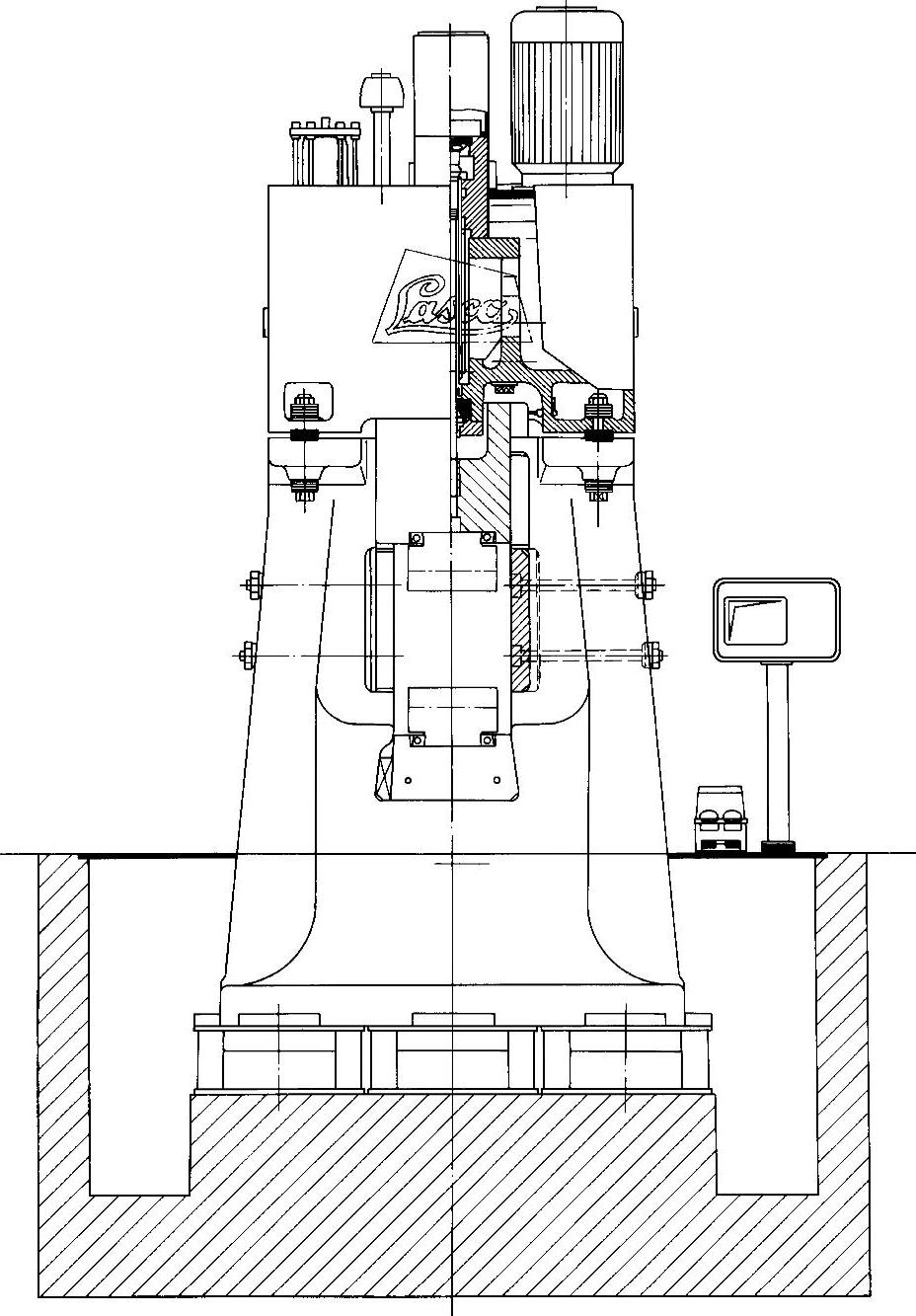
图3-4-5 拉斯科公司HO-U型模锻液压锤
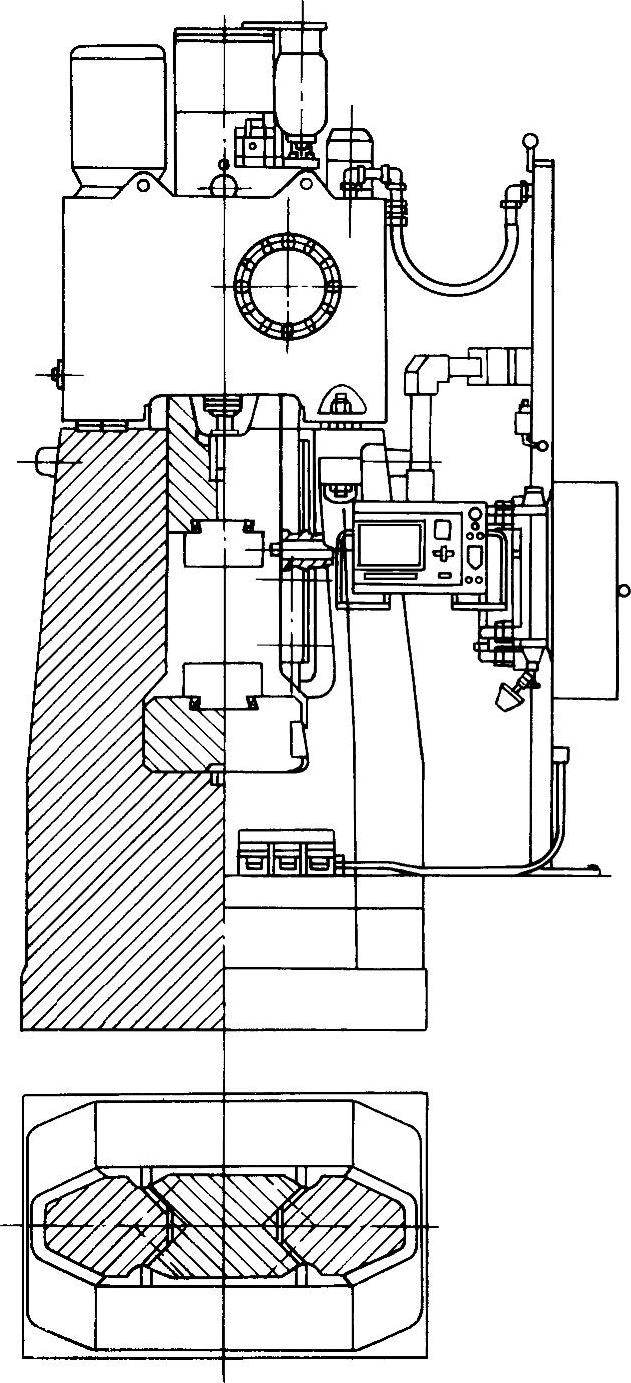
图3-4-6 贝歇公司KGH型模锻液压锤
表3-4-4 德国拉斯科公司KGK、HO、HO-U系列液压模锻锤主要技术参数比较
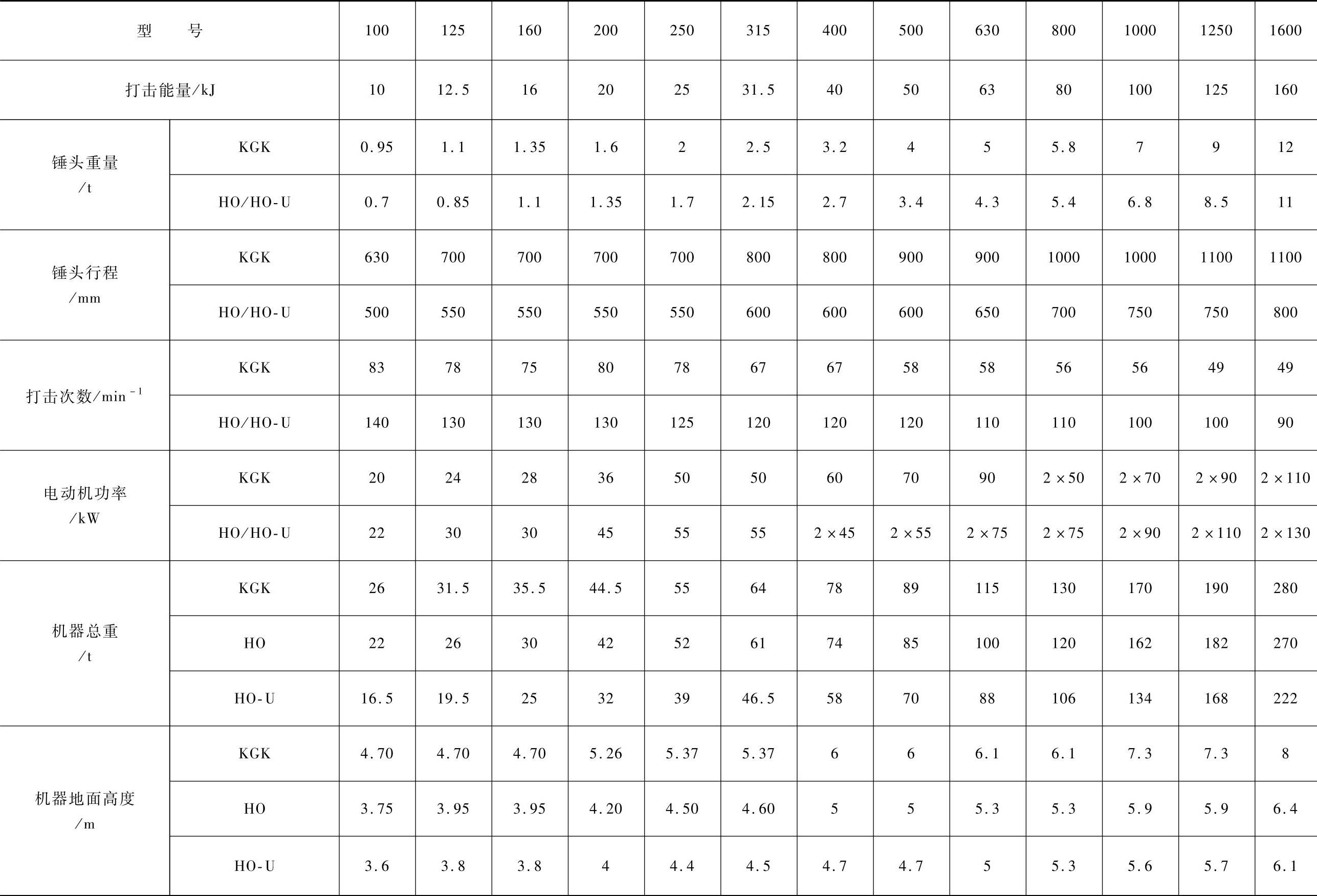
表3-4-5 德国贝歇公司KGHB系列快速液压模锻锤技术参数
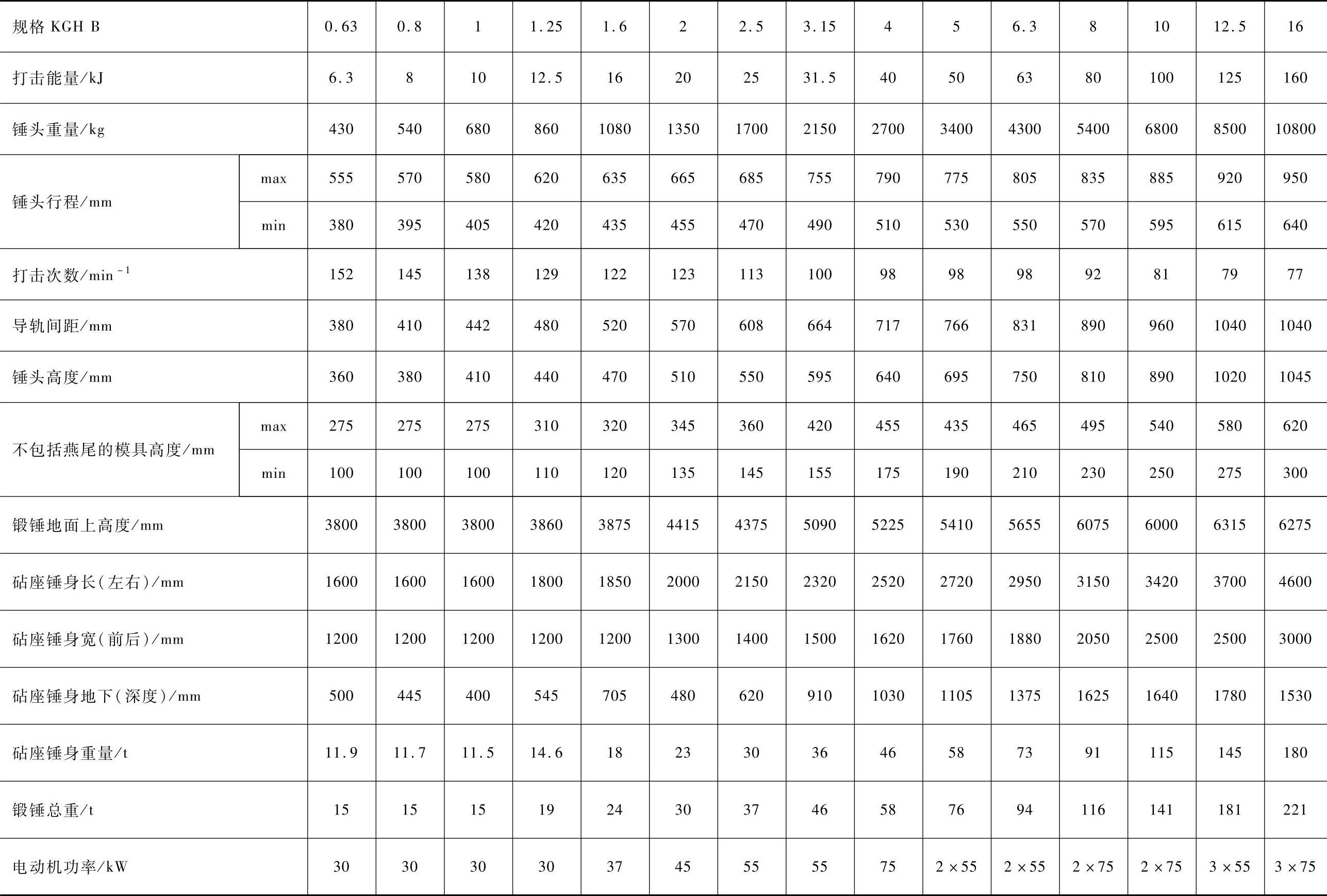
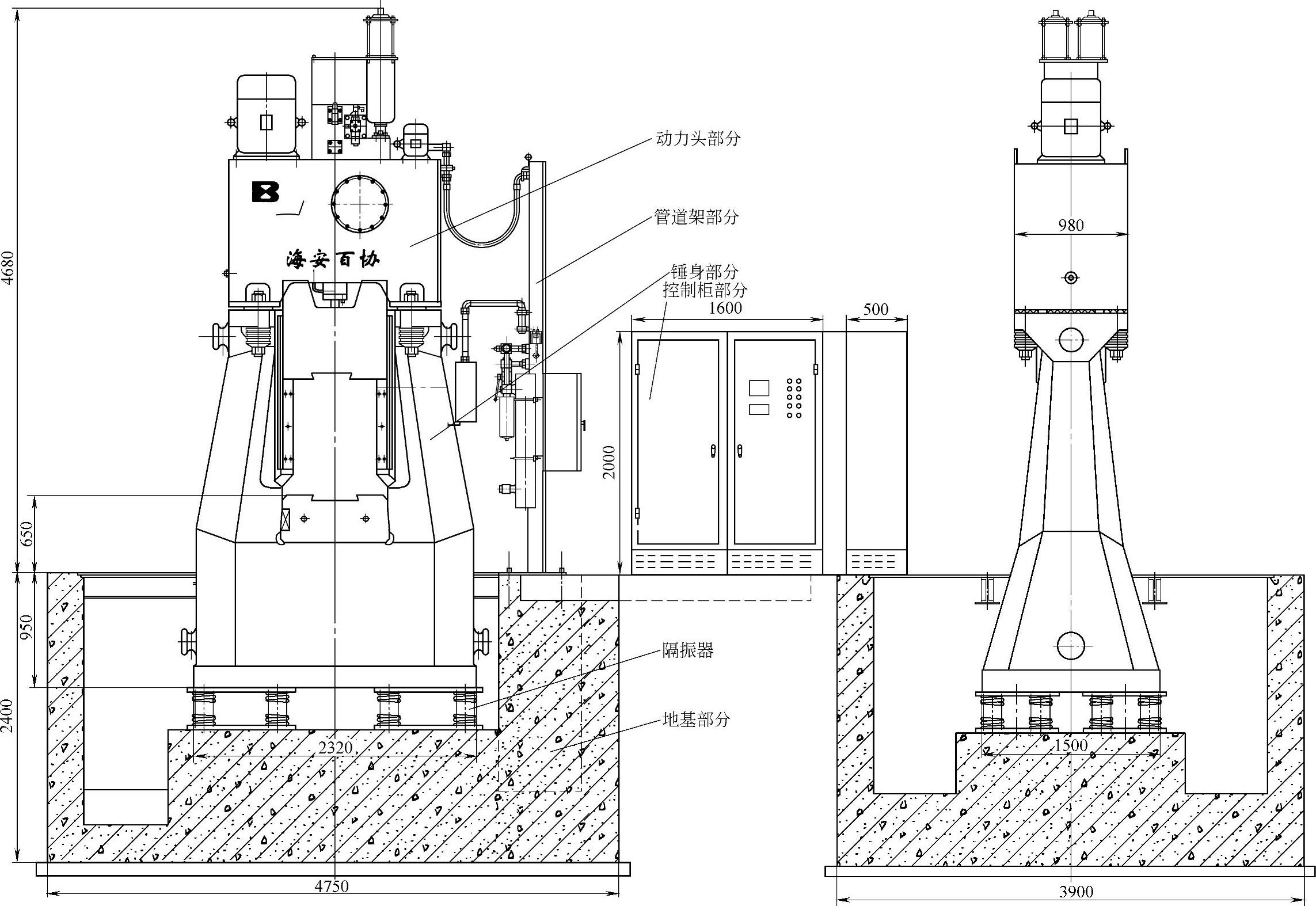
图3-4-7 CHK型模锻液压锤
表3-4-6 CHK系列程控液压模锻锤主要技术参数
 (https://www.xing528.com)
(https://www.xing528.com)
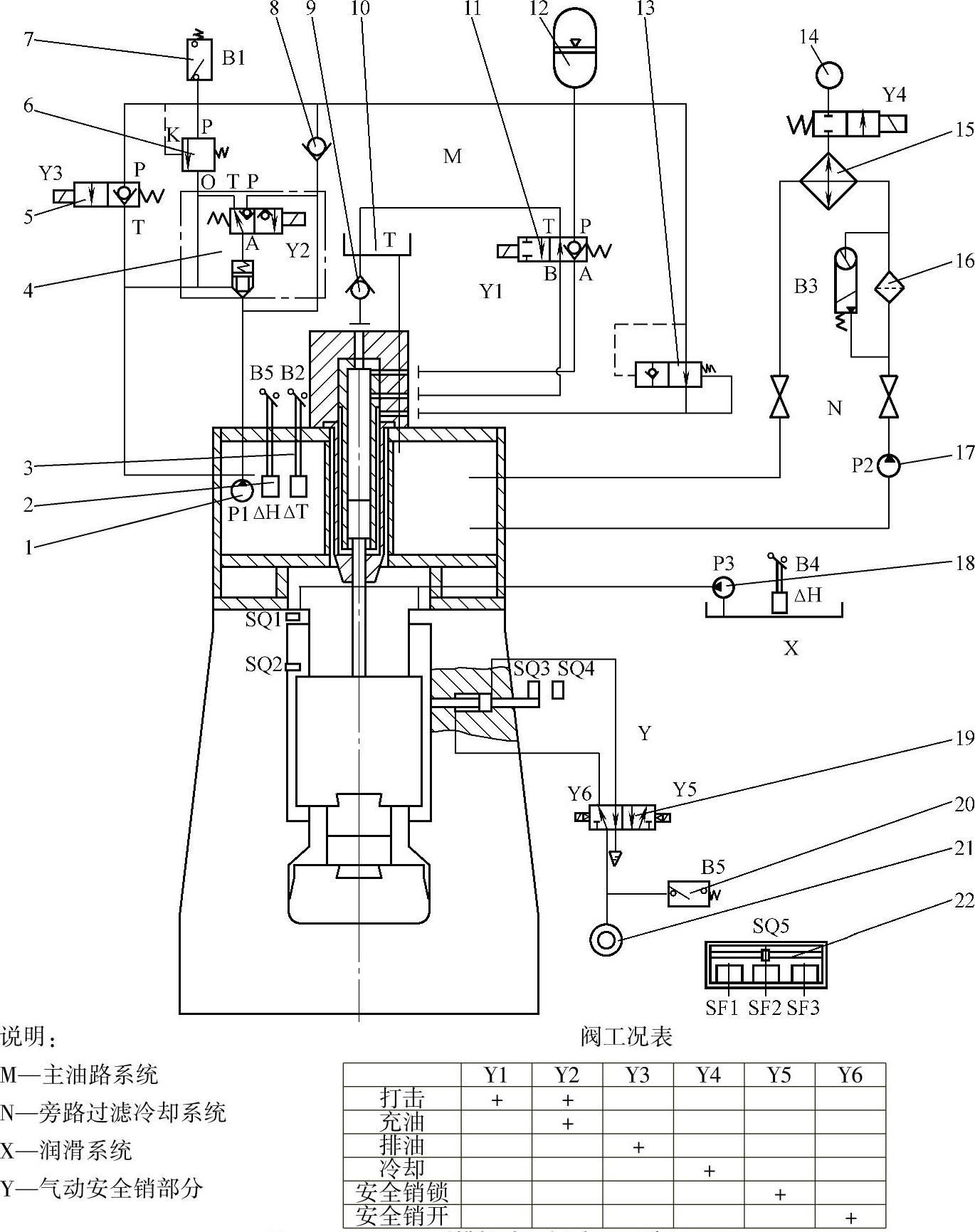
图3-4-8 CHK型模锻液压锤液压系统原理图
1—主液压泵 2—液位继电器 3—油温继电器 4—充油阀 5—排油阀 6—安全溢流阀 7—压力继电器 8—单向阀 9—充液阀 10—小油箱 11—打击阀 12—蓄能器 13—安全阀 14—冷却水源 15—水冷却器 16—油过滤器 17—冷却液压泵 18—润滑液压泵 19—气阀 20—气压继电器 21—气源 22—脚踏开关
所谓液压锤是指液压缸的有杆腔和无杆腔均为液压油。图3-4-8为CHK型模锻液压锤的液压系统原理图。电气自动控制系统框图如图3-4-9所示。用可编程控制器(PLC)控制模锻锤是因为:一是用于控制锻锤操作的程序预先输入到PLC程控系统的存储器中,根据不同的模锻工艺方案可以方便地修改和扩展程序;二是PLC控制系统适应于电源波动大、温度变化大和强烈振动等工作环境中并且有良好的工作可靠性。
由图3-4-8所示可知:锻锤处于运行状态时,主液压泵1输出的油经单向阀8储存到蓄能器12中,此时充油阀4得电关闭。当油压达到压力继电器7设定的工作压力时,压力继电器发讯,充油阀4失电,使系统处于卸荷状态。当脚踏开关22发出信号时,打击阀Y1、充油阀Y2得电,蓄能器和主泵输出的高压油同时经打击阀进入液压缸无杆腔,同时有杆腔的油经安全阀13也排入无杆腔,来自油泵、蓄能器和有杆腔三部分高压油进入油缸上腔,实现落下部分加速向下和打击行程:打击阀Y1的得电时间由PLC来控制,一旦Y1失电,无杆腔的油即通过打击阀排入小油箱,有杆腔进高压油,实现锤头回程。当需要锤头慢下时(如对模、装模),可通过点动电磁阀Y3实现,锤头要慢上时,可点动充油阀Y2实现。液压系统高度集成,所有的阀均采用锥阀和球阀结构,因而液压系统有高效、响应速度快,保证了能量控制的准确度。
由图3-4-9所示可知:采用可编程自动控制系统,使每次锻击的打击能量及每个工件的打击步序均能按需要得到控制;通过传感器对液压油的清洁度、温度、压力和液压等进行监察控制;设有常见故障中文显示窗口,一旦出现异常,能很快找到故障发生的原因,以便迅速作出处理,缩短维修时间。
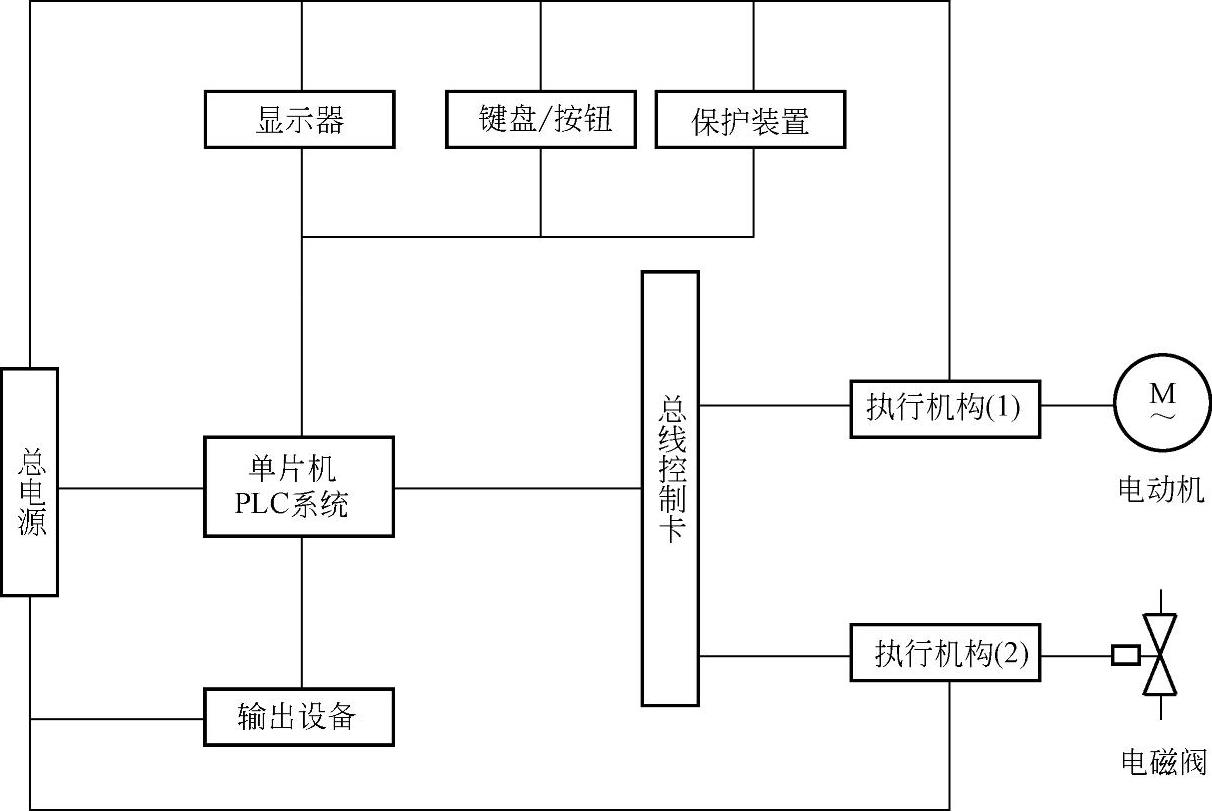
图3-4-9 CHK型模锻液压锤电气自动控制系统框图
由于工作油压达110MPa,远高于气液锤的充气压力,可在短距离内使落下部分达到规定的打击速度和打击能量。短行程可得到高行程次数,又使机器高度降低,使它具有高生产率和低制造成本。
液压缸下腔通常压,锤头在打击后能迅速提升而减少上下模的接触时间。因热应力的减少,使模具寿命显著提高。
由上述的结构图可知,国内外的程控模锻液压锤在小于打击能量100kJ的锤上都采用U形机身和X形导轨。整体机身增加了立柱的纵向、横向和倾覆刚度。X形导轨,由于锤头受热时呈径向辐射状膨胀,导向面呈对角线布置,就不会因锤头受热膨胀而减少导向间隙。
可编程自动控制系统的采用使得每次锻击的打击能量都可恰当的配置,从而使打击系统的振动情况大为改善,锻件的精度也相对稳定,也降低了对操作者的技术要求。
由上述分析可知,程控、快速模锻液压锤能满足模锻生产的各项技术要求,大力发展这种高效、节能、高可靠性的程控模锻液压锤,具有良好的经济利益和社会效益,积极采用现代化的数控模锻设备已成当务之急。
由于CHK系列程控模锻液压锤的研制成功,并进行批量生产和在模锻生产中受到用户的充分肯定,江苏百协精锻机床公司又将有关技术用于老锤的改造,开创了蒸汽-空气锤的改造采用全液压和程控技术的先河。
安阳锻压机械工业有限公司亦已研制成功C92K系列数控全液压模锻锤,有着前述的国内外同类产品的结构性能。此处不再赘述。其外形结构如图3-4-10所示,表3-4-7为其技术参数。
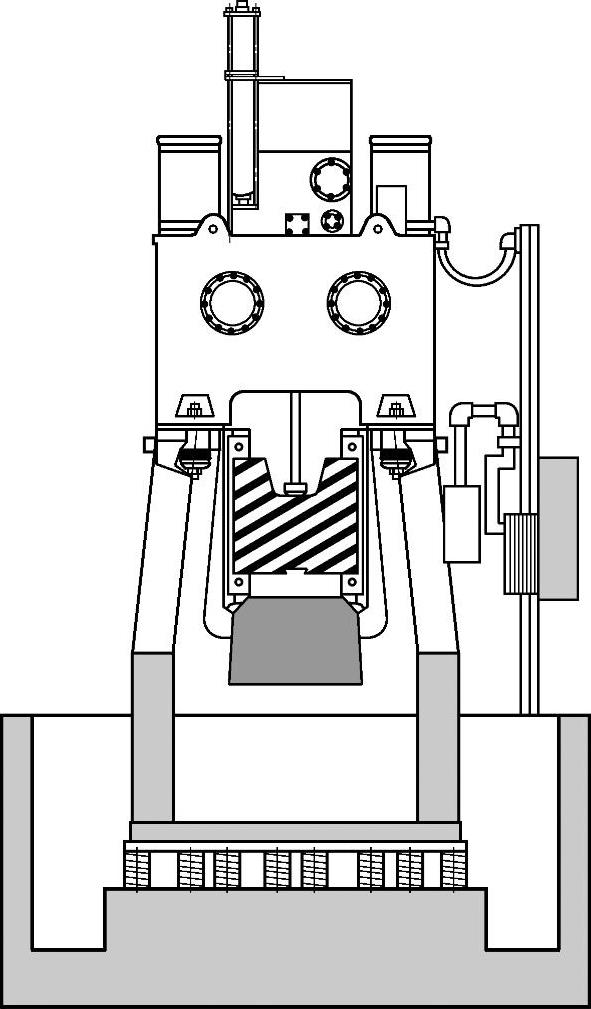
图3-4-10 C92K型数控全液压模锻锤
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。