



江苏百协CTK型程控全液压短行程分体锤身有砧模锻锤如图3-4-11所示,表3-4-8为其技术参数。
锤身采用分体新锤身或原有蒸汽—空气锤锤身进行修复,把原来的齿形导轨改为双X形放射状导轨,同时采用导轨自动润滑系统,动力头通过减振器与锤身连成一体。
动力头采用全液压传动方式工作,即驱动锤头上、下运动均通过恒定压力油来完成。打击时60%的能量来自恒定压力油,40%的能量由锤头位能转化,此传动方式使锤头在很短的行程内即获得巨大能量,因而使高频率锻造成为可能。
CTK25和CTK50液压动力系统直接安装在锤身顶部:CTK80—400液压动力系统采用分离式结构,液压系统的泵站通过减振垫块安装在全液压动力头两侧的钢结构平台上,全液压动力头及泵站之间通过软管实现柔性连接。
液压动力头与锤头之间的连接依靠一个弹性细锤杆,锤头在锻击时产生的轻微倾斜,通过锤杆使其正位。
表3-4-7 C92K系列数控液压模锻锤技术参数
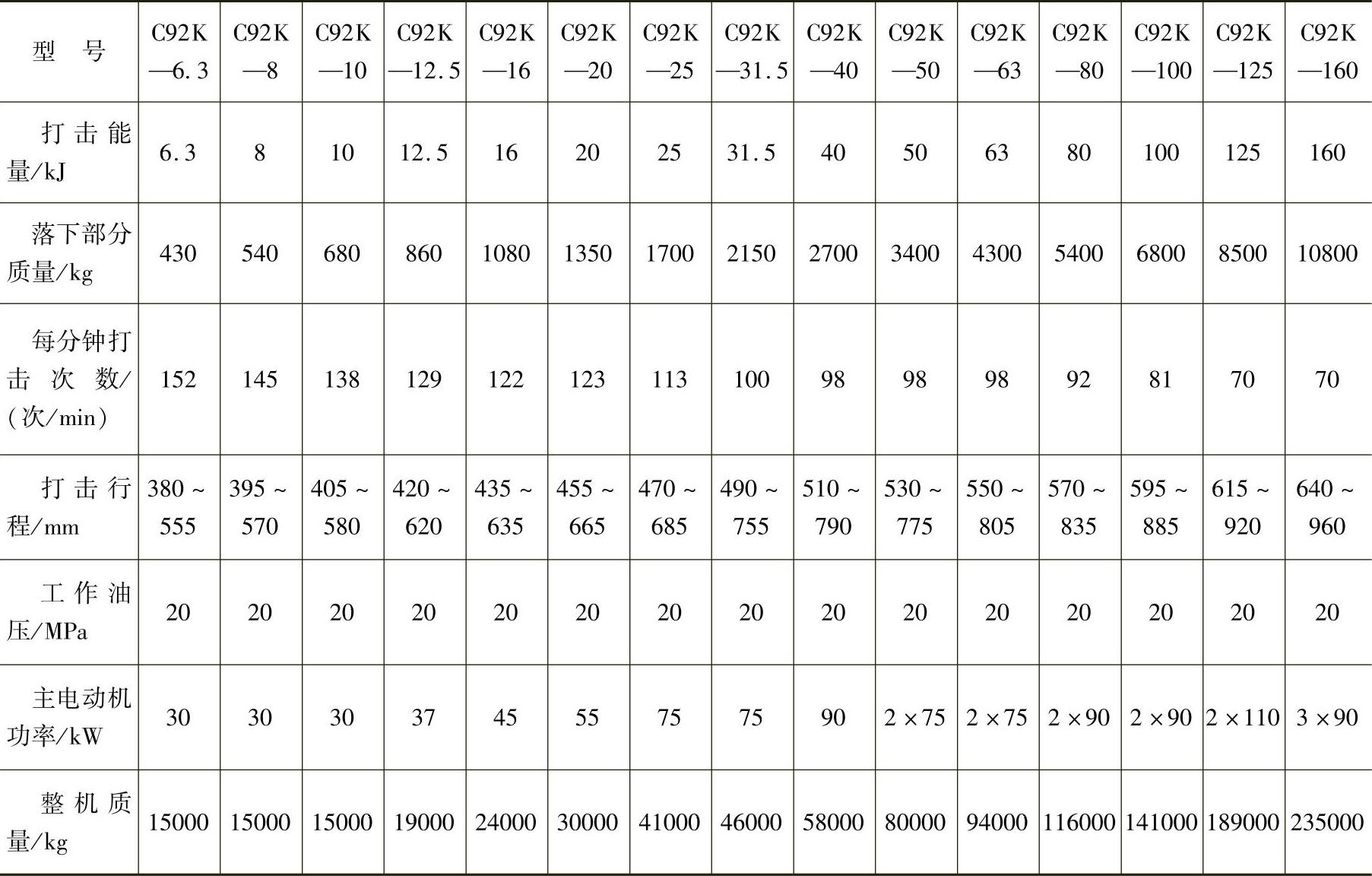

图3-4-11 CTK80—400模锻锤总图
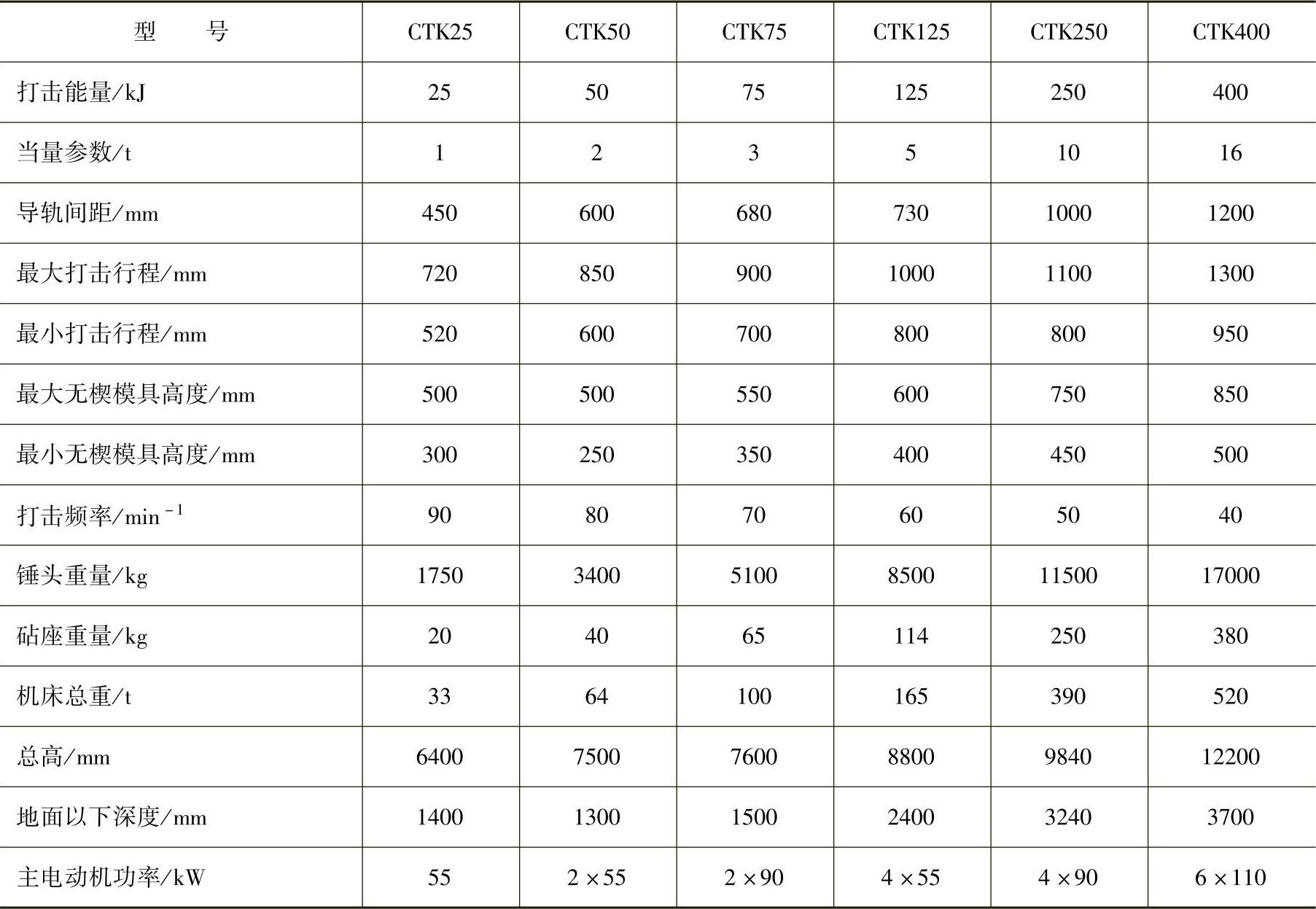
表3-4-8 CTK系列程控模锻液压锤(换头)的技术参数(https://www.xing528.com)
其原理图如图3-4-12所示:空运转状态,起动主液压泵电动机,主液压泵泵出的油通过电磁溢流阀Y2卸荷;当进入工作状态时,Y2得电,充油阀4关闭,压力油经单向阀7进入蓄能器,当压力达到设定油压,压力继电器6发信号,充油阀Y2失电卸荷。一旦脚踏开关发出打击信号,通过PLC控制打击阀11,Y1得电,充油阀Y2得电,此时泵打出的油和蓄能器蓄存的高压油同时进入工作液压缸无杆腔,此时工作缸有杆腔油也通过安全阀15进入无杆腔,实现差动快速打击。打击结束,Y1失电,使高压油进入有杆腔,无杆腔排油,锤头回程。当需要更换、修理模具时,可通过慢上和慢下来实现锤头的动作。慢下时,电磁阀Y4、Y5得电,高压油经电磁阀13右侧回路,再经过单向阀14进入无杆腔。此时,电磁阀Y5关闭,无杆腔回油,实现锤头的慢下动作。当需锤头慢上时,点动控制电磁阀Y5失电。图中5为安全溢流阀,防止电磁溢流阀失灵来保护高压管路及蓄能器。图中15为安全阀,作用是防止锤杆折断,高压油从导套中喷出,遇明火引起火灾,造成安全事故。图中N部分为旁路过滤冷却系统,对液压系统中的油进行过滤和冷却。
全液压模锻锤通过传感器对液压油的清洁度、温度、压力、液位等进行监察,通过可编程自动控制系统,使每锤的打击能量及每个工件的打击步序均能按需要得到控制,打击系统的振动情况大为改善,打击噪声大大降低,降低了对操作者的技术要求,锻件的精度也相对稳定,设备运行的可靠性及模具的寿命均可得到提高。设有常见故障中文显示窗口,以便能迅速作出故障处理,缩短维修时间。
江苏百协CTK系列锤的相应技术亦可用于蒸汽—空气自由锻锤的换头改造,并已形成CTY系列的产品,此处不再赘述。其技术参数见表3-4-9。
表3-4-9 CTY系列自由锻液压锤(换头)的技术参数

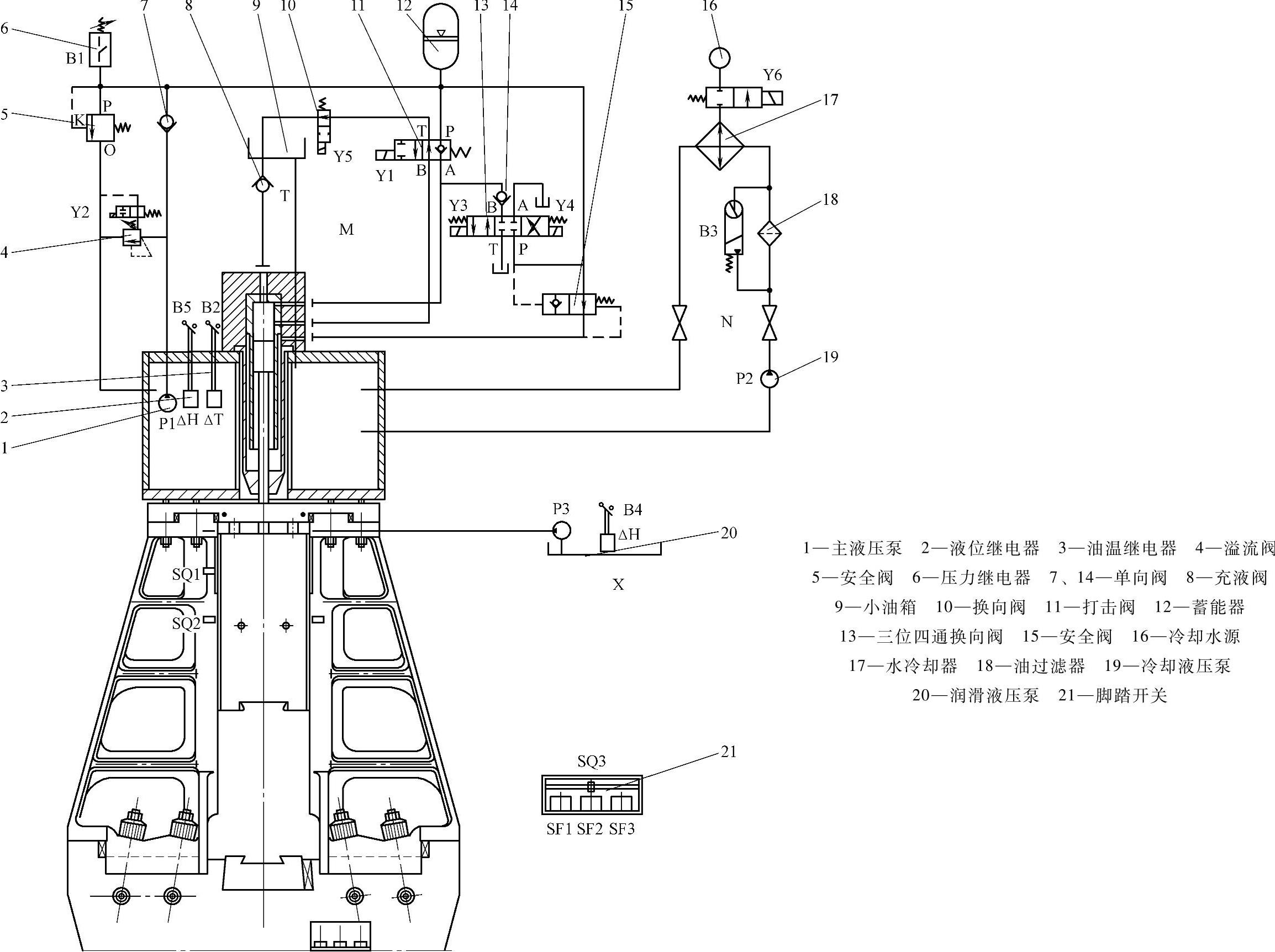
图3-4-12 CTK型全液压锤原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。