



1994年山西榆次经纬纺织机械公司从日本天田(Amada)公司全套引进了一条板件FMS,并将该系统与该厂的管理信息系统(MIS)及CAD系统联网,形成计算机集成制造系统(CIMS)环境下的FMS。
该系统主要由一座自动立体仓库、两台主加工单元及中央控制室组成。
自动立体仓库由108个承载能力为2t的库位及一台单轨堆垛机组成。通过堆垛机,系统可从库位向各加工单元发送所需板材,并接受各加工单元完成的零件。加工好的零件绝大部分由“微连接点”保持在整张板材上,其余完工的小件由落料孔落下经传送带送至料箱。立体仓库中的完工件可由堆垛机取出,传至后出料小车,再由小车传至平台,然后由手工将零件从板上抖下或用橡皮锤轻轻敲下,即可转入后续的折弯、焊接、组合、油漆等工序。
两个主加工单元分别为一台300kN冲裁力、有58个模位的数控冲模回转头压力机和一台功率为1500kW的冲裁——激光切割复合压力机组成,每个加工单元均配有自动上、下料辅助装置,包括带提升装置的链式输送机、单张板材抓取装置、上料装置、初始定位装置、下料装置等。
中央控制室配有三套计算机。主控计算机主要进行生产计划管理、NC数据管理、文件传送与接收、库存管理、线运行控制、自动立体仓库控制、操作管理与监控等。另外两套计算机分别完成自动编程与优化排样功能。
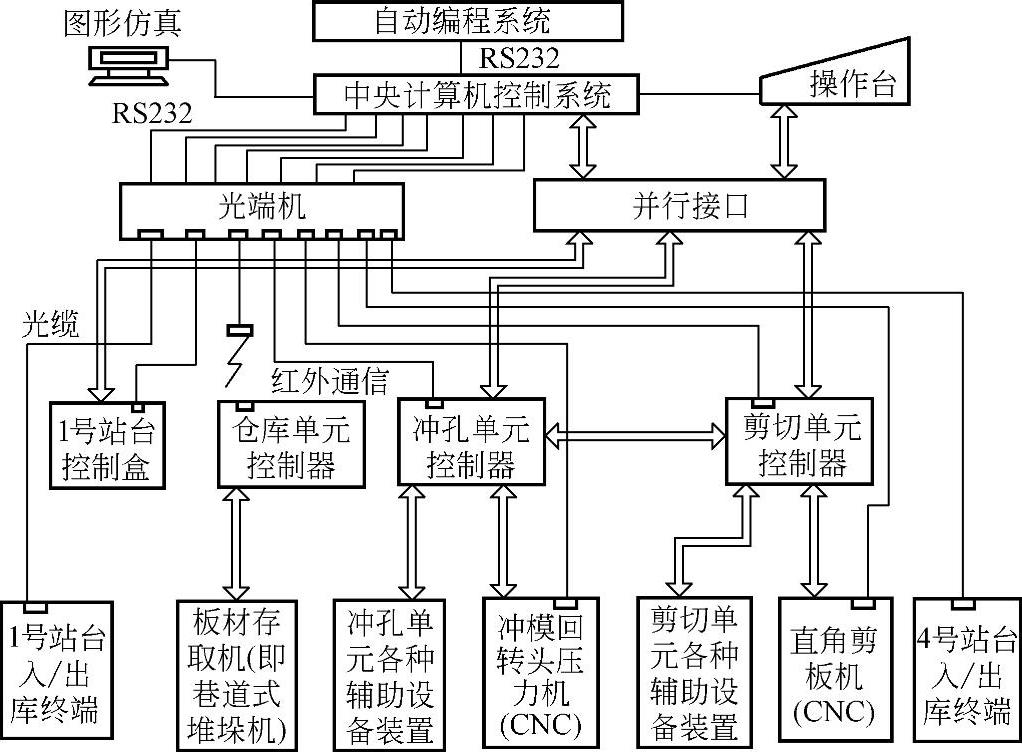
图6-1-6 三级分布式控制系统(天水长城开关厂)(https://www.xing528.com)
根据生产作业计划和设备负荷情况,两个主加工单元可以由各自的单元控制器控制,分别进行离线独立加工,也可在中央控制室主控计算机控制下通过各单元控制器进行在线运行。
在网络(Net)和数据库(DB)分系统支撑下,把板件FMS、MIS与CAD联网运行,形成CIMS环境下的板件FMS。其联网示意图如图6-1-7所示。
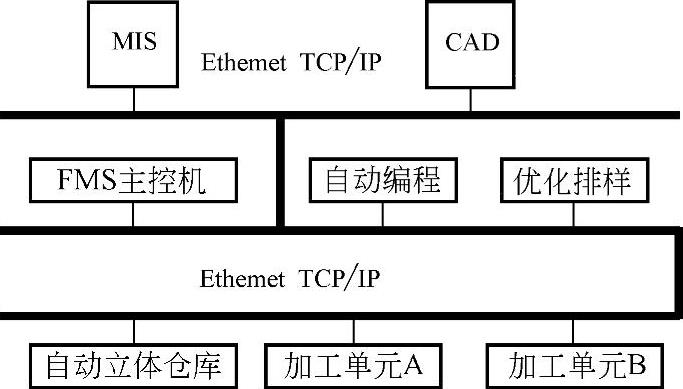
图6-1-7 信息联网示意图
联网运行时,板件FMS的主控计算机从CAD系统接收待加工零件图形数据,传给自动编程系统。自动编程系统产生的NC数据又由主控计算机报告给总厂管理信息系统(MIS)。对需排样加工的零件,由MIS发出工艺设计指令,通知排样系统进行优化排样。排样系统产生的排样结果信息和计划信息再返回给MIS。
零件加工前,MIS为板件FMS各加工单元产生加工计划。该计划以计划数据批文件传给FMS的车间地面控制器(SFC),SFC按在线计划存储接收到的批文件,并按此计划操作线加工。在线计划完成以后,其执行结果以及自动立体仓库中信息的变化,再通过SFC的文件传送功能,由主控计算机报告给MIS。根据报告信息,MIS对FMS进行下一循环的管理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。