



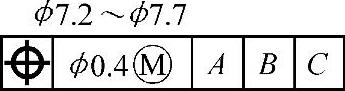
图2-2 位置度公差控制框
公差控制框的语法是从左到右来解读的。请看图2-2所示的例子,这是一个位置度公差控制框,上面部分是尺寸公差,假如这个受控特征是孔,则这个孔的最大实体尺寸是直径φ7.2mm,最小实体尺寸是直径φ7.7mm。如果受控特征为轴,则这个轴的最大实体尺寸是φ7.7mm,最小实体尺寸是φ7.2mm。
几何公差框一定要按照如下语法规则解读:
以图2-2所示的标注为例,阅读公差框的方法是从左向右。此特征的几何公差控制为孔(或轴)的位置度控制,因为公差带由符号修正,在孔(或轴)最大实体尺寸时(孔为φ7.2mm,轴为φ7.7mm),公差带为直径φ0.4mm的圆(或圆柱面),这个公差带是设定在基准框架A、B和C内,先将零件置于主基准A上,然后是次基准B上,最后将零件靠紧在第三基准C上[这些基准可以由最大实体要求(MMB)、最小实体要求(LMB)和尺寸不相关要求(RMB)来修正,本例为RMB修正]。
需要注意的是,由于MMC对于位置度公差带的修正,公差带将随实际尺寸变化而变化。当特征的尺寸由MMC向LMC变化时,配合间隙也相应地增大,位置度公差获得相应的浮动补偿。另外,对于基准的顺序,如前面所提到的,一定不能改变次序或按照字母顺序,一定是按从左到右的顺序解读。在使用检具和CMM检测时,这个顺序也是基准的建立顺序。
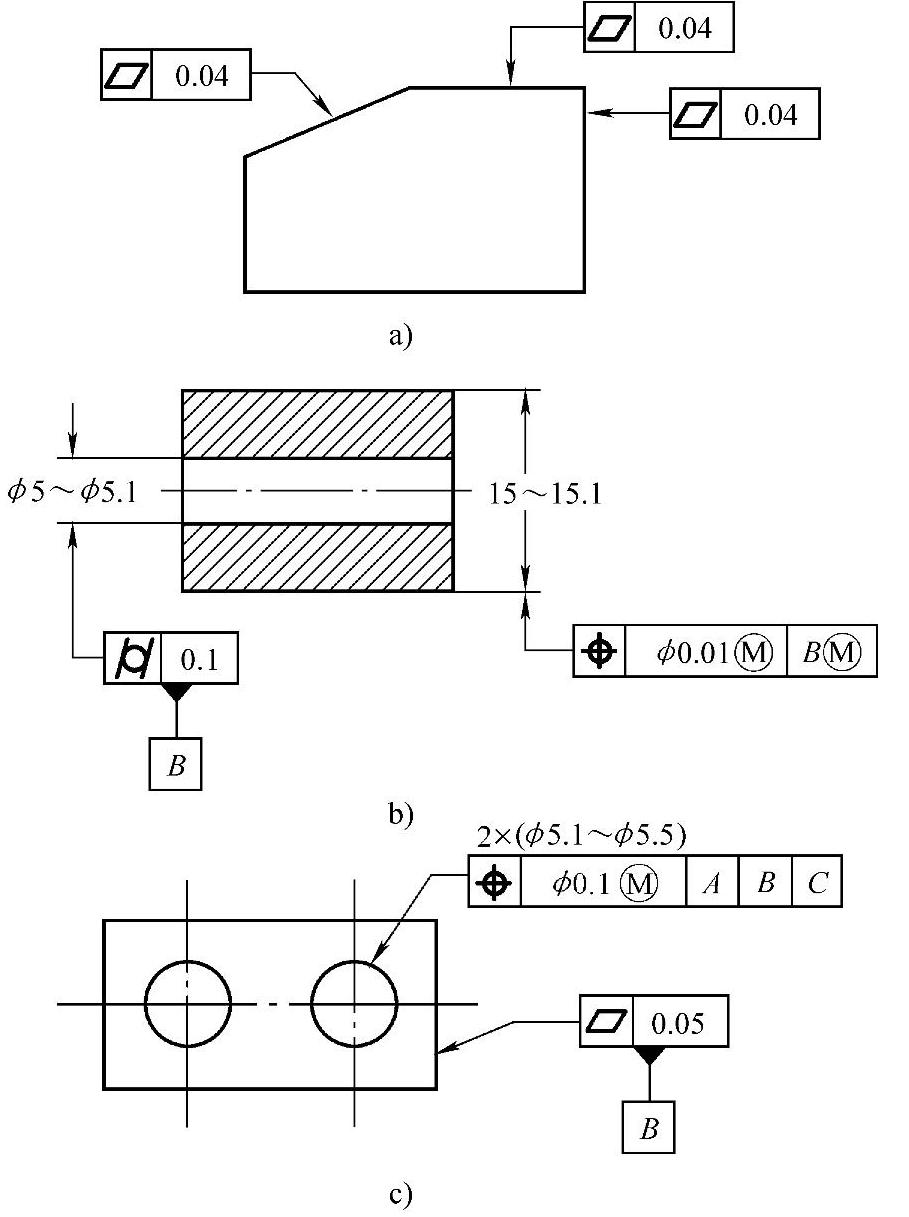
图2-3 几何公差控制框的标注位置(https://www.xing528.com)
a)轮廓延长线上 b)尺寸线上 c)引线上
公差框也规定了基准的尺寸要求。如此例是用不相关原则(RMB)修正的,如果使用基准销,表示使用与实际零件的基准特征的高点相切的包容面作为基准特征(模拟基准和实际零件特征之间接触,没有间隙),一般使用锥销或膨胀销来作为基准特征模拟。如果使用MMB修正,将是间隙基准销或套。MMB和LMB在修正基准特征时通常应用在基准特征是尺寸特征时,面特征不是尺寸特征,不存在最大、最小实体尺寸,不能被MMB或LMB修正。
公差控制框的标注有多种方式。这些公差控制框可以出现在特征的轮廓延长线上、尺寸线上或者是在引线上,如图2-3所示。在不同的标注位置,直接关系图样的正确解读、测量方案和检具的实现方式,我们将在各个几何公差控制框中说明这一重要的内容。
图2-3a所示平面度公差控制框分别控制相应所处延长线上的特征。
图2-3b所示位置度的公差控制框控制由外圆柱面形成的中心线。而圆柱度控制的是这个内圆柱面上的点。基准特征B为这个内圆柱创建的轴线。
图2-3c所示的基准B控制零件右侧面的平面度,位置度公差控制框控制的是两个孔的中心线,在最大实体尺寸(MMC)时,即φ5.1mm时,公差带为φ0.1mm的两个圆柱面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。