



MMC时的零公差约束可以在不影响功能的情况下增加零件通过检验的合格率。一个设计或检验的原则是,如果零件能够满足装配要求和在总成中能实现功能,那么就应该判定这个零件合格。
实际操作中,很多零件因为不符合尺寸要求而被报废或维修。这些零件中常常存在这种情况:在MMC约束的实效尺寸范围内,不影响零件的强度,并且可以实现装配、满足功能要求。MMC时零公差约束允许更多的尺寸公差,却没有改变特征实效尺寸边界。随着公差范围的扩大,进而允许加工者可以选择更多的刀具来完成作业。
传统的MMC修正的几何公差控制转换为MMC时零公差的修正非常简单,如图7-24所示的孔的公差控制框。
对于一个孔的MMC时零公差的转换程序是:MMC减位置度公差作为新的MMC(图7-24中为14.3-0.1=14.2),位置度公差同时变为零,LMC保持不变,如图7-25所示。
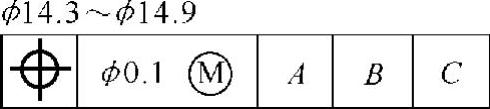
图7-24 位置度公差控制框
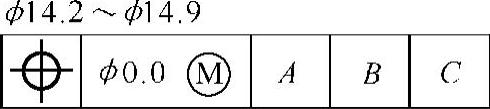
图7-25 孔的零位置度公差控制的转换
图7-26所示为一个轴的零公差转换。转换程序是:MMC加上位置度公差(图7-26中为18.9+0.1=19.0),位置度公差同时变为零,LMC保持不变,如图7-27所示。
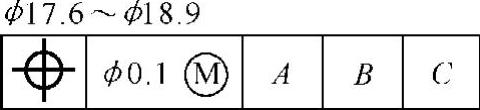
图7-26 轴的公差控制框
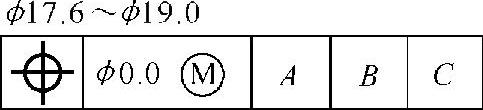
图7-27 轴的零位置度公差控制的转换(https://www.xing528.com)
当MMC变化时,位置度公差同时变化,但其他保持相同。实效尺寸边界转换前后保持相同,LMC也保持不变。
零公差转换不适用于螺纹孔。因为螺纹孔具有自对中性,螺纹尺寸不可以简单用来补偿尺寸公差。零尺寸公差也增加了零件的质量,所以对于一些对质量敏感的零件不适宜使用。如果使用RFS修正,也不能使用零公差转换。因为如果在RFS修正下的零位置度公差,无论尺寸如何变化,受控特征必须被加工在理想位置,现实中是不可能实现的。
对于LMC修正的公差控制,零公差转换也是适用的。其目的通常是扩展尺寸公差,获得更大的合格率。零位置度公差非常具有实际意义,这个转换没有破坏设计者定义的功能边界,接受更多的可以使用的零件。一个特征如果被加工的尺寸和MMC的偏差越大(不能超出LMC边界),那么这个特征获得的位置度公差补偿越多。零位置度公差的目的就是尽可能地将尺寸公差转换为位置度公差。
图7-28所示是一个传统的轴的位置度控制。
如果图7-28中轴的实际位置度公差为φ0.2mm,轴的实际加工尺寸是φ18.9mm,这个零件就必须拒收,因为超出了MMC(φ18.7mm)的约束范围。但实际上可以算出这个零件不影响装配,这个零件的实际匹配边界是φ19.1mm,这个零件的设计实效边界尺寸是φ19.7mm,所以能够满足装配。零位置度公差转换后的公差控制框如图7-29所示。
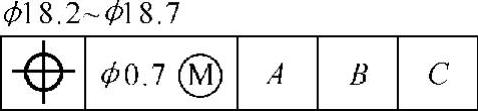
图7-28 轴的位置度控制
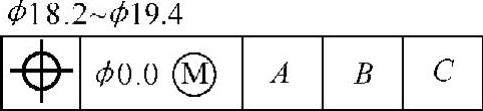
图7-29 轴的零位置度公差控制的转换
从这个例子可以看出,直径为φ18.9mm、位置度公差为φ0.2mm的轴是可以接受的。一个重要的因素是,实效边界φ19.4mm没有变化。
这种零公差的转换可以应用到所有MMC或LMC修正的公差控制中。这种转换的目的是控制图样的更改和理解初始设计意图。但零位置度公差不能使用在质量敏感的情况。因为在提取轴的公差控制框中的公差增加到最大实体材料上,或从一个孔的最大实体材料减去公差时,都是在创建一个更重的零件,必须考虑这个额外增加的质量是否会影响零件的功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。