



【摘要】:图3-4a为外圆车削时速度反馈机制引起的振动示意图。图3-4 外圆车削时速度反馈机制引起的振动在理想情况下,V保持恒定,Fc也恒定,弹簧的压缩量也保持不变。于是,切削过程平稳地进行,而切削系统处于其平衡点上。图3-4a所示系统的运动方程为实际的瞬时切削速度为,其中V0为名义切削速度,为叠加在V0上的振动速度。上式表示激振力Fc本身又受到振动速度的控制,即出现了速度反馈现象。
图3-4a为外圆车削时速度反馈机制引起的振动示意图。机床结构已简化为一个由质块m、弹簧k和阻尼器c所组成的单自由度系统,V为刀具相对于工件的切削速度,Fc为刀具所受到的主切削力。一般有Fc=f(V),即Fc为V的函数,其关系曲线如图3-4b所示。
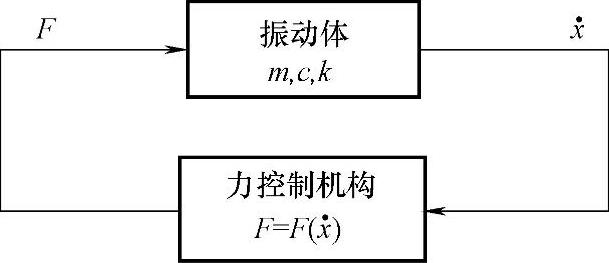
图3-3 速度反馈系统框图
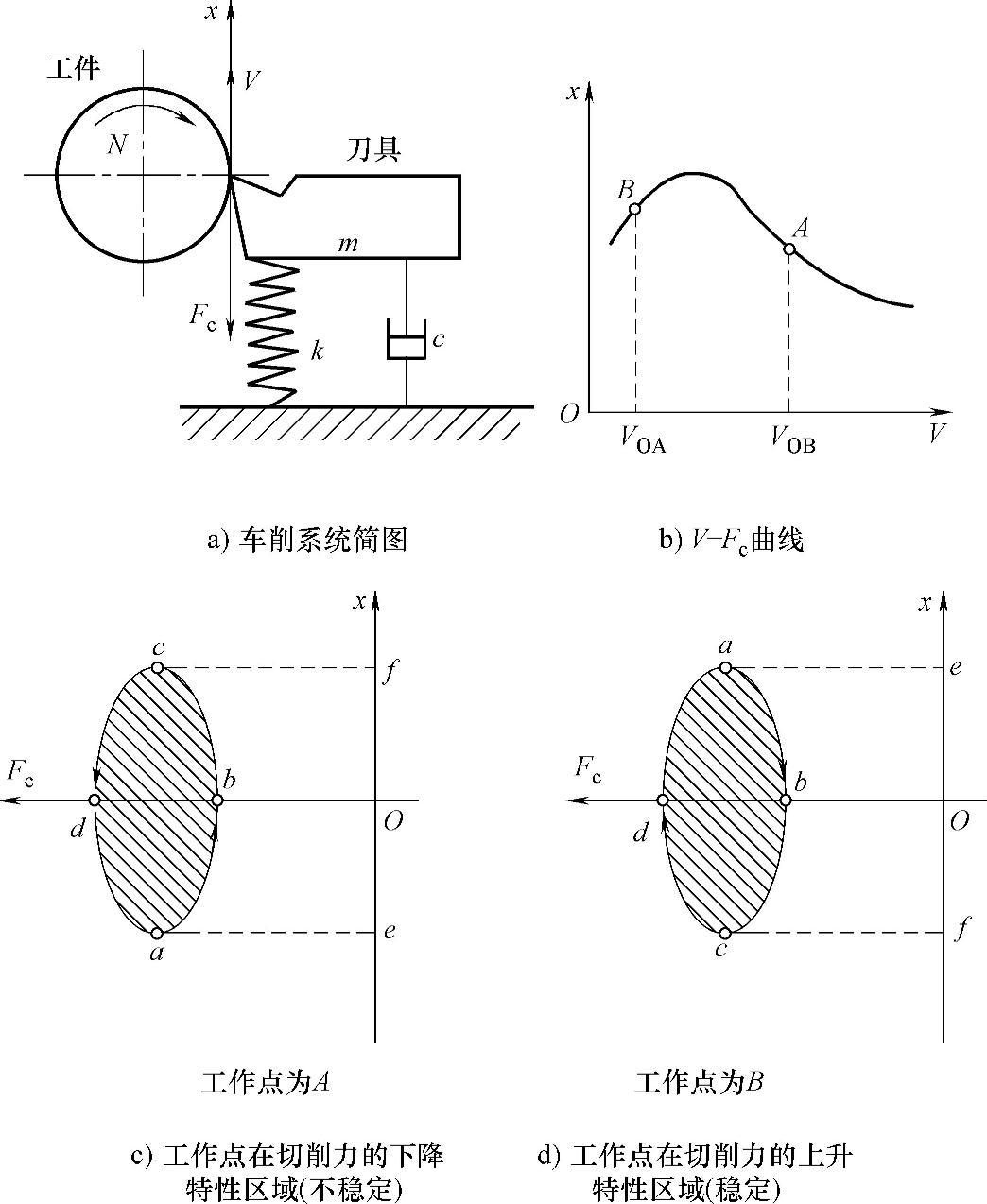
图3-4 外圆车削时速度反馈机制引起的振动(https://www.xing528.com)
在理想情况下,V保持恒定,Fc也恒定,弹簧的压缩量(即机床结构的弹性变形量)也保持不变。于是,切削过程平稳地进行,而切削系统处于其平衡点上。但这种平衡状态的稳定性取决于系统工作点的位置。具体地说,即取决于名义切削速度处于V-Fc曲线的哪一部分:是处于切削力随切削速度的增高而下降的部分(图3-4b中A点附近,简称为切削力的下降特性部分),还是处于切削力随切削速度的增高而上升的部分(图3-4b中B点附近,简称为切削力的上升特性部分)。后面将详细说明,对应于A点的切削速度VOA是不稳定的,而对应于B点的VOB则是稳定的。
实际的瞬时切削速度为 ,其中V0为名义切削速度,
,其中V0为名义切削速度, 为叠加在V0上的振动速度。图3-4a所示系统的运动方程为
为叠加在V0上的振动速度。图3-4a所示系统的运动方程为

上式右边的负号是因为所取Fc的正向与x的正向相反,如图3-4a所示。上式表示激振力Fc本身又受到振动速度 的控制,即出现了速度反馈现象。
的控制,即出现了速度反馈现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。