



(1)材料方面理论上讲,只要摩擦头材料能够工作在被焊工件的锻造温度以上,搅拌摩擦焊可以用于大多数材料的连接。对于铝合金,单道焊接的最大厚度取决于设备的能力,已经能够焊接的厚度大于50mm。TWI已经单道焊接了75mm的6000系列材料。搅拌摩擦焊几乎能够焊接所有的铝合金材料,包括那些难于用熔焊方法连接的高强度铝合金材料,如2000系列(Al-Cu)、5000系列铝合金(Al-Mg)、6000系列铝合金(Al-Mg-Si)、7000系列(Al-Zn)和8000系列(Al-Li)铝合金,也可用于不同种类铝合金材料的连接。还有铝基复合材料、1000系列的纯铝合金、3000(Al-Mn)和4000(Al-Si)系列、铸铝等材料的连接。此外,铝合金与银、铝合金与镁合金等异种材料的搅拌摩擦焊也已经实现。
搅拌摩擦焊技术已能够焊接其他有色金属,如铅、锌、镁及镁合金、铜及铜合金、钛合金,甚至能够用于焊接不锈钢、低碳钢等黑色金属。如TWI采用搅拌摩擦焊技术已焊接厚度为50mm的纯铜圆筒形构件的环焊缝,焊接速度达到100mm/min,焊接质量超出预期的效果。成功地实现了9.5mm厚的镁合金(AZ61A)板材的对接及镁与铝的连接。此外,用搅拌摩擦焊技术焊接钛合金Ti-6Al-4V,可以得到高质量的钛合金焊缝。
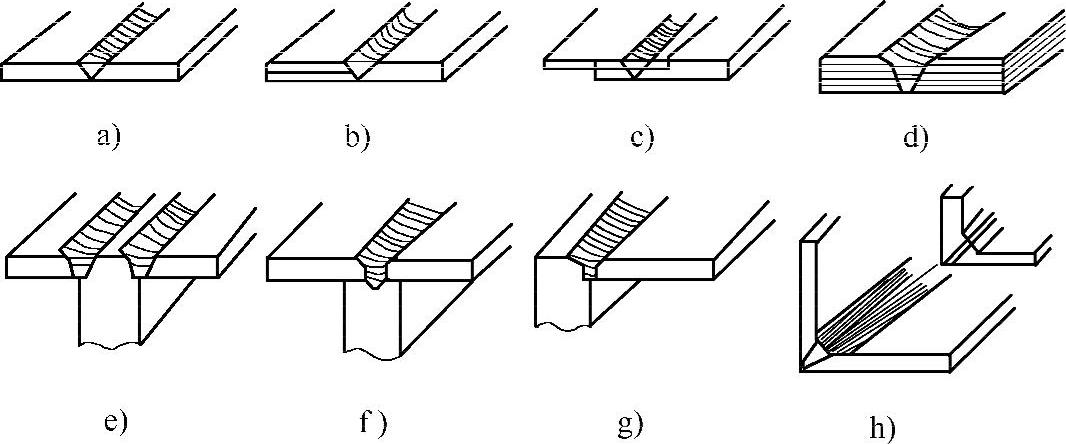
(2)接头形式搅拌摩擦焊可以迸行多种接头形式的焊接,如对接接头、搭接接头、角接接头及T形接头,如图3-27所示。搅拌摩擦焊也适用于环形、圆形、非线性和立体焊缝。由于重力对这种固相焊接方法没有影响,搅拌摩擦焊可以用于全位置焊接,如横焊、立焊、仰焊、环形轨道自动焊等。搅拌摩擦焊已经成功地焊接了星际(宇宙)飞行器铝合金燃料箱的纵向对接焊缝和环形搭接焊缝。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-27 搅拌摩擦焊的接头形式
a)、b)对接接头 c)搭接接头 d)多层板对接接头 e)、f)T形接头 g)、h)角接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。