



1.机械加工在最后进行
许多焊接结构中的一些零件是需要机械加工并与其他构件精确配合的(如轨道连接面、孔等),为了保证这些零件的精度(包括它们本身和它们之间的尺寸精度),可靠的方法是先完成所有的装配及焊接工作,甚至在构件经过退火消除内应力后,再迸行机械加工。这样的工艺过程可得到较高的精度及尺寸稳定性。但这种工艺过程的生产成本高,同时要求具备大型机床才能实现。当对构件中加工零件的精度要求不太高时,可以采用带有定位装置的装焊胎夹具,并选择正确定位基准、装配过程和焊接工艺来完成。这时为了保证加工零件的尺寸公差,除了应采用一个精确的、刚度较大的胎夹具加以定位以外,同时在装配过程中,应首先完成构件其他部分的装配-焊接工作,最后才加工零件,以避免焊接其他部分引起变形和加工件的精度下降。
2.装配零件的定位与找正
装配所依据的零件外缘精度会直接影响装配质量。粗糙或不精确的零件外缘,例如手工气割的零件外缘,轧制钢材的内缘(角钢、型钢、工宇钢、槽钢的翼板内缘、曲线部分等)都不宜于做装配的定位基准面。
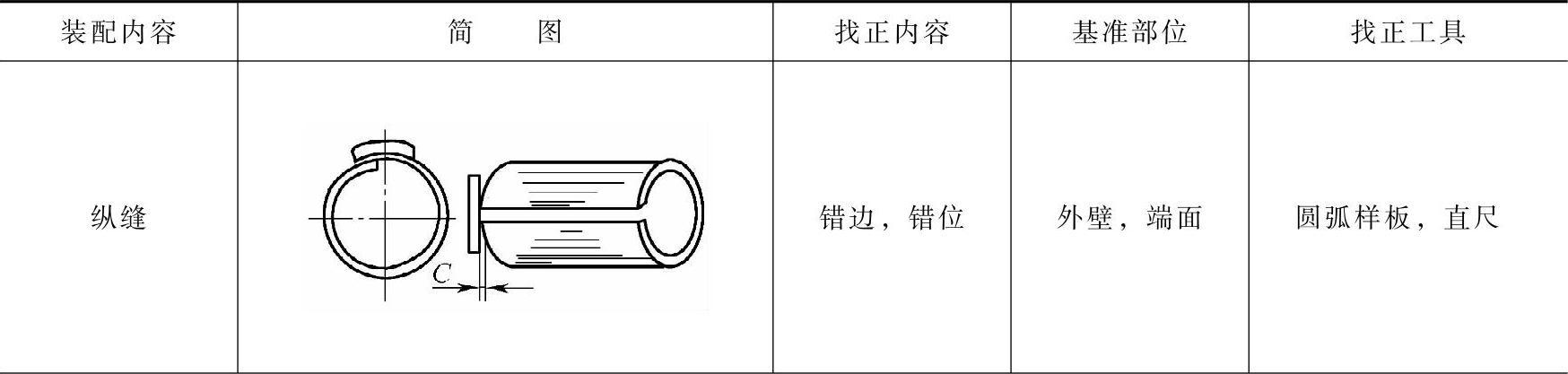
构件装配常用的定位与找正方法见表9-6。
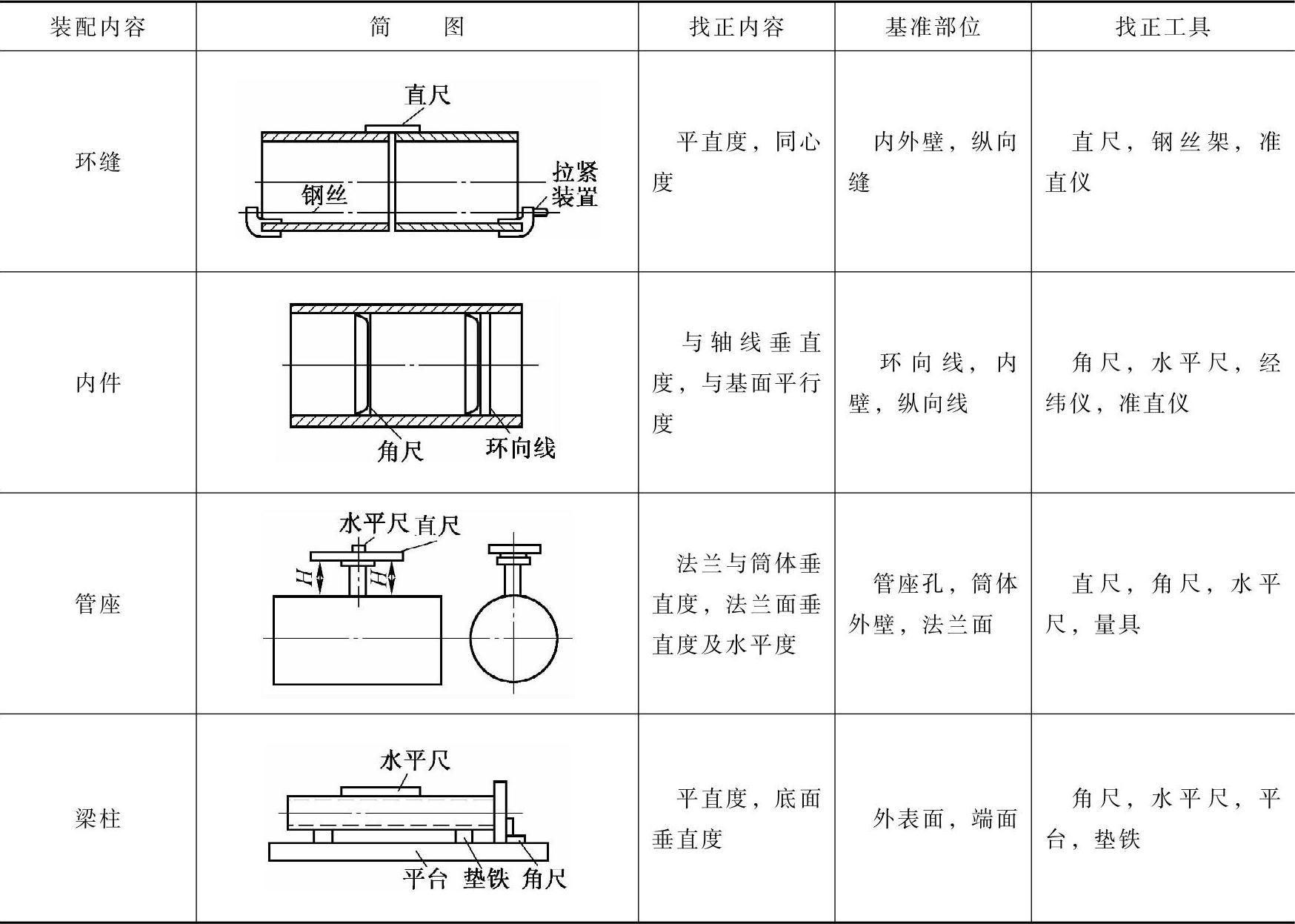
表9-6 构件装配常用的定位与找正方法
(续)
3.正确掌握公差标准(https://www.xing528.com)
构件的装配定位质量对焊接影响甚大,也严重影响整个产品质量。为了使整个结构焊后达到质量标准,在制定装配工艺时必须注明结构的特殊要求及公差尺寸,并在生产中严格遵守公差标准。
当构件是由几个零件组装时,若这些零件都为正公差,组装成的结构尺寸应在最大公差值之内;当这些零件都为负公差时,组装成构件的尺寸应在最小公差值之上。这样,只要零件在它们的公差范围内,组装成构件的尺寸就不会超出公差范围。否则,这些零件就没有互换性,只有采用选择配合才能满足要求,这对于成批和大量生产是非常重要的。
4.严格清除油、锈等污物
对相互接触的部件表面及焊口两侧50mm以内,在焊前必须迸行严格的清理,除掉油脂、铁锈等污物,以确保焊接质量。同时,也应规定清理后允许搁置的时间。
5.对定位焊要求
对定位焊的详细要求如9.2.2节所述。这里强调在定位焊时所用的焊条应和焊接时所用焊条相同,按规定的焊接温度和焊缝尺寸及位置迸行定位焊,并巨保证焊接质量。对于重要及特殊材料的结构,不得用大锤敲击及强制装配,也不得在工件上引弧和焊接临时性构件。
6.巧用胎夹具
为提高装配工作质量和工作效率,可以采用装配胎夹具,但应特别注意装配后的构件能方便地从胎架上取出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。