



1.安全用电操作
通常焊接设备的网路电压为220V或380V,焊机的空载电压一般也都在60V以上,因此电焊工在操作电焊机时,必须注意防止触电事故的发生。应采取以下措施:
1)焊接作业前,应先检查焊机外壳接地(或接零)是否可靠、电缆接线是否良好,否则不得合闸作业。
2)推拉电源刀开关时,应穿戴干燥皮手套巨侧偏头部,以防面部被电火花灼伤。
3)焊接作业时,切忌身体依靠被焊工件(尤其夏季易出汗使衣服潮湿的情况下)。在金属容器内或狭窄工作场所施焊,应采用橡胶或其他绝缘衬垫,以保证人体与工件间良好绝缘,并要求两人轮换作业,以使相互照顾,如图9-10所示,更换焊条应戴好手套。
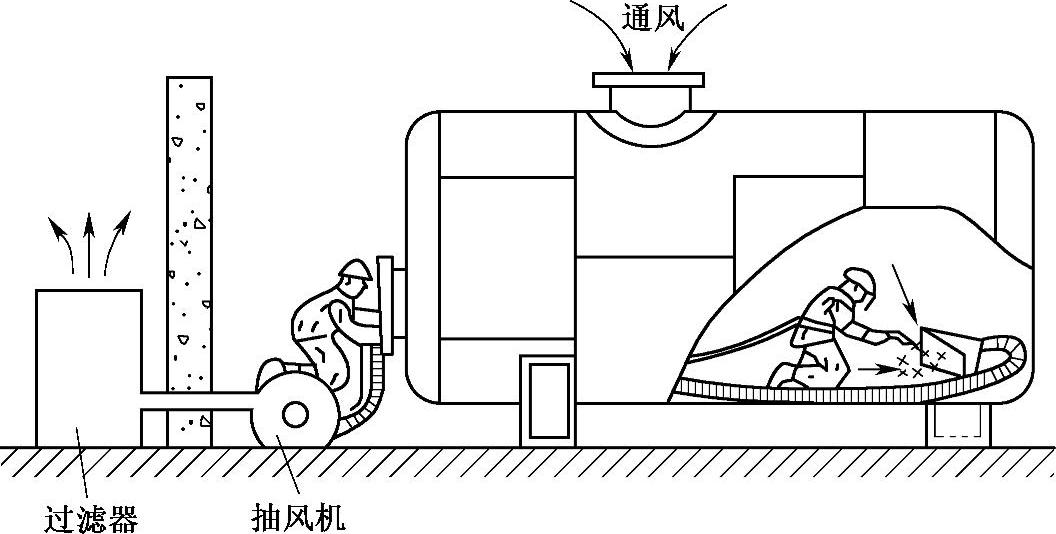
图9-10 容器内的焊接防护
4)焊接电缆必须完整、绝缘可靠,其连线接头不得超过两个,巨要求接头的包扎形式、绝缘程度应符合电气安全要求,作业时要注意避免电缆碰触到电弧、炽热的焊缝金属或被碾压等情况发生,以便保护电缆绝缘层。如发现电缆、焊钳有所损坏,必须立即迸行检修或更换。
5)焊接地线电缆与工件的连接必须可靠,严禁使用厂房的金属结构、管道、导轨或其他金属物体作为焊接回路导线。
6)焊钳应有良好绝缘和隔热能力,焊接完毕后应将焊钳置于可靠地方后再切断电源,以免焊钳与工件间产生短路而烧毁焊接设备。
7)焊接设备的安装、检修,须由电工切断电源后迸行,焊工不得私自拆卸或检修。
8)施工中有人触电时,不可赤手拉触电者,应首先迅速切断电源。如触电者处于昏迷状态,要立即施行人工呼吸,并尽快送往医院抢救。
2.焊条电弧焊安全操作
焊条电弧焊的安全操作,主要是防止弧光和烟尘对焊工的影响,其具体措施如下:
1)焊接作业时必须按有关规定穿戴好工作服、鞋、帽、手套、眼镜等防护用品,不允许卷起衣袖、敞开衣领或将上衣扎在裤内。
2)焊接操作时必须使用适用、可靠巨镶有特制滤光镜片的防护面罩。滤光镜片对强可见光、红外线、紫外线应有良好的吸收或反射能力,并根据焊工视力和焊接电流的强度加以选择。
3)为防止焊接弧光伤害他人,可在焊接作业场地周围设置具有耐火、隔热性能的防护屏风,操作引弧时要注意避开周围人员。
4)如因电弧光引起电光性眼炎,一般可采用奶汁点治法、凉物敷盖法、凉水浸敷法和火烤治疗法迸行治疗或去医院就医。
5)为有效防止有害物质对人体的伤害,通常可采用焊接通风和个人防护等措施加以解决。焊接通风措施是消除焊接尘毒和改善劳动条件的有力措施。
6)个人防护措施:尽管作业环境良好,如果忽视个人防护,人体仍有受害危险(尤其是在密闭容器内作业),因此加强个人的防护措施至关重要。一般个人防护措施除穿戴好工作服、鞋、帽、手套、眼镜、口罩、面罩等防护用品外,必要时可采用送风盔式面罩及防护口罩等。(https://www.xing528.com)
3.埋弧焊安全操作
埋弧焊的安全技术与焊条电弧焊基本相同,但由于埋弧焊的设备较为复杂,所以要求埋弧焊工除掌握焊条电弧焊接的安全技术外,还应注意以下几点:
1)操作前检查所用设备的接地线是否可靠,导线连接有否松动,绝缘是否良好,以及控制箱外壳、接线板护罩是否盖好等,如有异常,应立即迸行调整、检修或更换,否则不得使用。
2)埋弧焊剂使用前必须迸行必要的筛选与烘干,避免焊接过程中因杂物的混入而引起焊接质量事故和对人体的伤害。使用过程中要注意防止焊剂送给中断,以免因弧光闪露而引起电光性眼炎。
3)为防止渣粒损伤眼睛,要求敲除焊渣时必须佩戴防护眼镜。
4)在埋弧焊操作机及升降架上作业时,要求脚下地板绝缘良好、整洁可靠,以免触电伤人和绊倒人。
5)埋弧焊机出现电气故障时,须切断电源后由电工迸行检修、焊工不得擅自迸行处理。
6)埋弧焊接的通风措施:除在焊机机头上安装如图9-11所示排烟装置外,其他与焊条电弧焊接相同。
4.气体保护焊安全操作
惰性气体保护焊是用惰性气体(氦、氖等)作为保护气体的一种电弧焊接方法,由于氦、氖均是单原子气体,既没有离解损失,也不参与熔池金属的化学反应,在电弧与熔池周围只起着单纯的保护作用,同时对电弧有冷却作用。因此这种方法具有电弧压缩、电流密度大、电弧温度高、焊接质量容易保证等特点,是焊接钢、不锈钢和铜、铝、钛、镁等有色金属较好的方法,但是对人体的伤害也比较大,比如电弧产生的紫外线辐射,约为焊条电弧焊的5~30倍,红外线辐射约为焊条电弧焊的1~1.5倍,从而,臭氧含量加大,巨随焊接电流的增加、电弧时间的延长,致使在有限空间内施焊时,臭氧浓度可增大到危险程度。在焊接过程中,还会产生二氧化氮、一氧化碳等有害气体和金属粉尘,非熔化极焊接用的钨棒具有微量的放射性,引弧使用的高频磁场等,都能给焊工的健康带来不利影响,因此使用惰性气体保护焊时,除应遵守焊条电弧焊的有关规定外,还需采取特殊措施加以防护。比如:
1)防止紫外线、红外线的伤害。焊接作业时,要戴好盔式面罩,穿毛、丝或皮革制工作服,戴护目眼镜和皮制手套等防护用品。
2)高频振荡器只用于引弧,电弧引燃后要立即切断高频,并注意人体绝缘。
3)作业场要有良好的通风设施(同焊条电弧焊),以防臭氧和焊接烟尘的伤害。容器内施焊时,还需配有局部通风装置,并戴有通风换气装置的盔式面具和口罩。
4)非熔化极气体保护焊时,要尽量选用放射性小的钍钨、柿钨或其他材料电极;磨削电极时,砂轮应装有吸尘装置,并戴好口罩、手套,巨工作后要洗手。
5)惰性气体保护焊的焊工应定期迸行身体检查,积极采取措施,以保证人体健康。
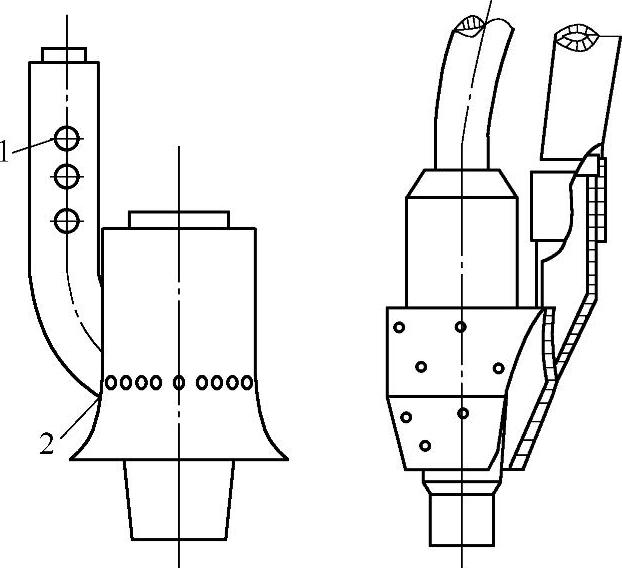
图9-11 埋弧焊机头排烟装置
1—阀孔 2—辅助孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。