



1.气孔
气孔是焊接对熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。气孔可分为单气孔、密集气孔、虫形气孔和均布气孔等。主要的气孔类型如图11-6所示。
产生气孔的原因是由于焊接熔池在高温时,吸收了较多的气体,冷却时,气体在金属中的溶解度急剧下降,气体来不及逸出而残留在焊缝金属内集聚成气孔。气孔的形成与下列因素有关:①焊接时空气的侵入、焊接冶金过程所产生的气体、溶解于母材、焊丝、焊条和钢芯中的气体以及母材上的油、锈等污物在受热后分解产生的气体是形成气孔的气体来源。②焊接材料的影响,焊条或焊剂受潮未按规定要求烘干,焊条药皮变质、剥落或因烘干温度过高而使药皮部分成分变质失效,焊剂中混入污物等均易产生气孔。③焊接工艺的影响,焊条电弧焊时,采用过大电流造成焊条发红,药皮变质或脱落,保护失效;用碱性低氢型焊条焊接时,电弧过长空气的侵入;焊接速度增加时,熔池存在的时间变短,气孔倾向增大;焊接电流增大时,熔滴变细,吸收气体量增加,同时熔深增加,使气泡逸出的路程加大,因而促使形成气孔的倾向加大。当使用烘干温度不够的焊条迸行焊接时,使用交流电源易出现气孔;而直流正接,气孔倾向较小;直流反接气孔倾向最小。
从焊接工艺上可采取以下措施来防止气孔的产生:①不得使用药皮开裂、剥落、变质、偏心或焊芯锈蚀的焊条;②各种类型的焊条或焊剂都应按规定的温度和保温时间迸行烘干;③焊接坡口及其两侧应清理干净;④要严格按焊接工艺文件规定的焊接参数迸行施焊;⑤碱性焊条施焊时,应短弧操作,若发现焊条偏心要及时转动或倾斜焊条。
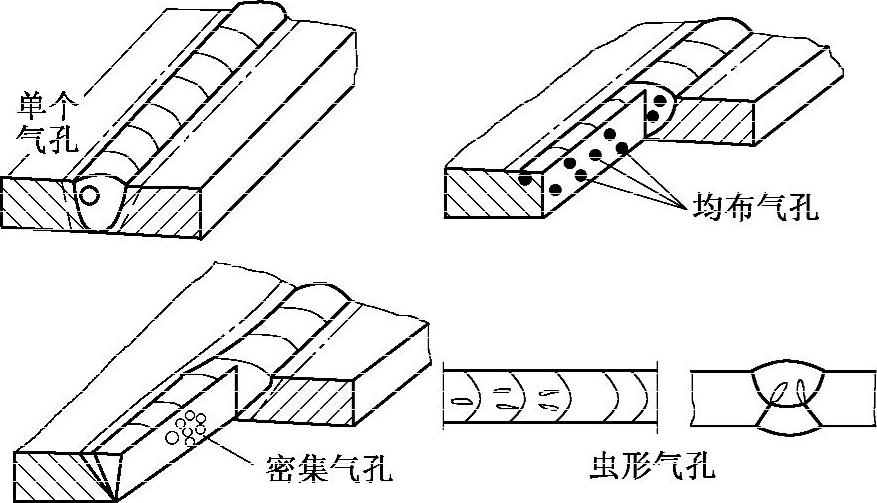
图11-6 主要气孔形式示意图
2.焊接裂纹
焊接裂纹是焊接接头中最为重要的缺陷,它是在焊接应力及其他致脆因素共同作用下,焊接接头中局部区域的金属原子结合力遭到破坏而形成新的界面所产生的缝隙。常见的焊接裂纹类缺陷有纵向裂纹、横向裂纹、放射状裂纹、弧坑裂纹等。
从裂纹产生的温度和时间可以分为热热裂纹、冷裂纹和再热裂纹。在焊接过程中产生的裂纹包括热裂纹和冷裂纹,图11-7表示了再细分类的情况。还有一类裂纹是在焊后热处理过程中出现的裂纹称之为再热裂纹。下面分别描述。
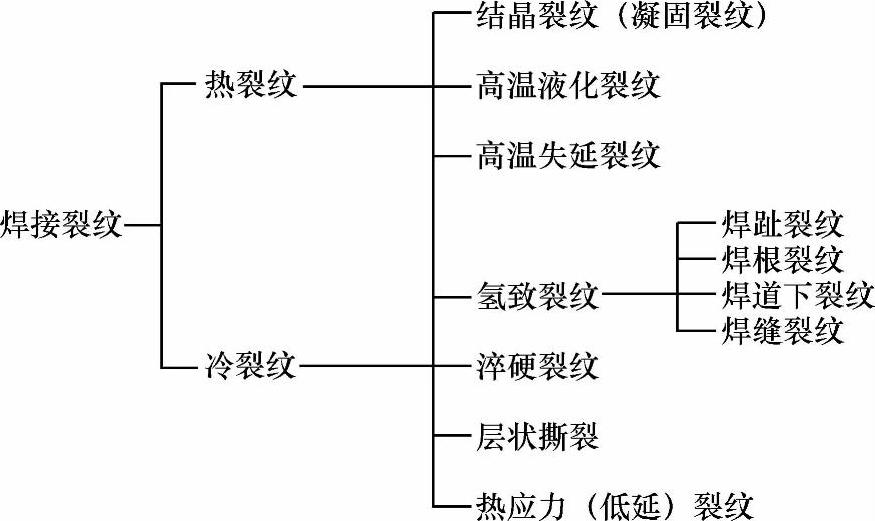
图11-7 焊接过程中的裂纹分类
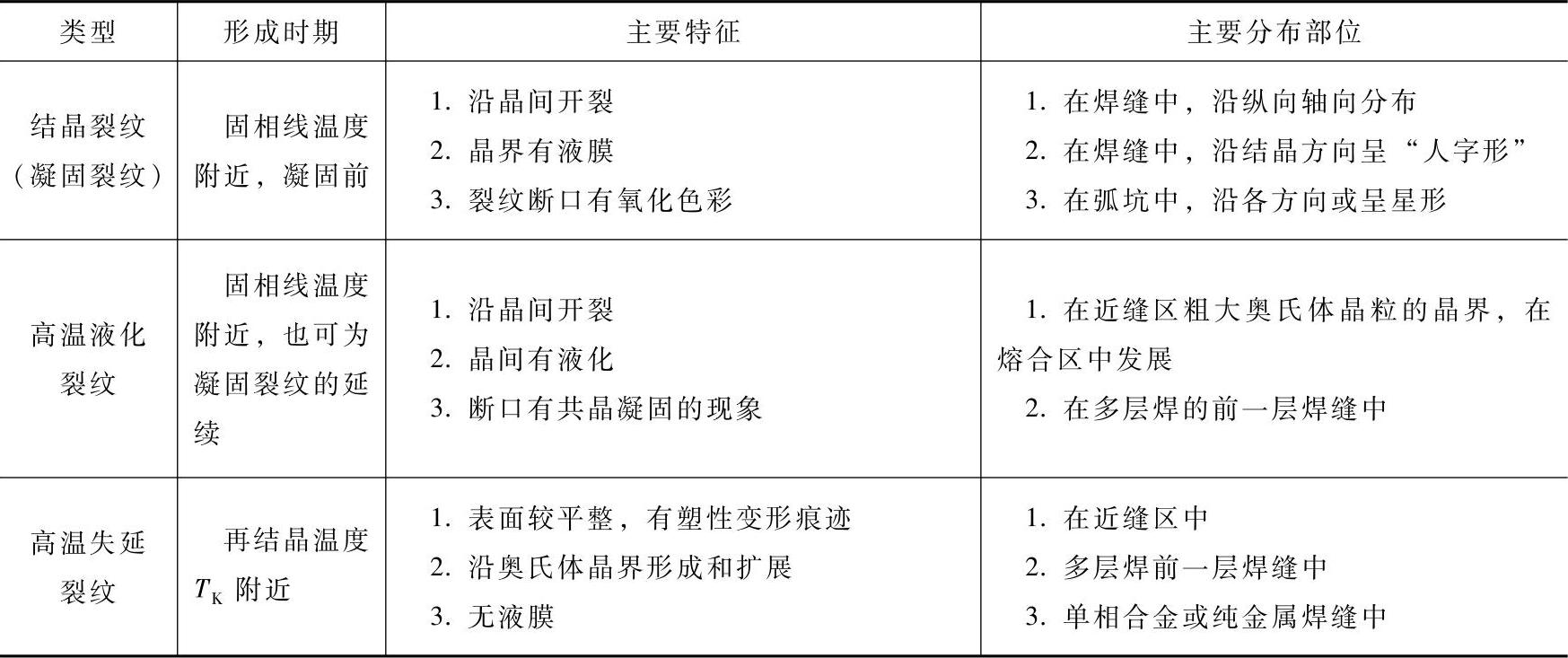
(1)热裂纹 焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区产生的焊接裂纹叫热裂纹。热裂纹大部分是沿着焊缝树枝状结晶的交界处产生和发展的。最常见的情况是沿焊缝中心长度方向开裂,有时也分布在两个树枝状晶体之间或焊缝表面及弧坑上。表11-1列出了焊接热裂纹的类型及其特征。
结晶裂纹是典型的热裂纹。焊接热源离开焊缝在结晶过程中,由于凝固金属的收缩,残余液相补充不足,致使沿晶界开裂,故叫结晶裂纹。高温液化裂纹是热裂纹中的另一种形态,即在焊接热循环峰值温度作用下,焊接接头的热影响区和多层焊缝的层间金属中,由于含有低熔点共晶物而被重新熔化,在收缩应力的作用下,沿奥氏体晶间开裂,称高温液化裂纹。如果母材及焊缝中的硫、磷、碳、硅的含量偏高时,低熔点共晶物增多,高温液化裂纹倾向显著增加。高温失延开裂产生于焊接时焊缝或近缝区在固相线稍下的高温区间,刚凝固的金属中存在很多晶格缺陷(主要是位错和空位)及严重的物理和化学不均匀性,在一定的温度和应力作用下,由于这些晶格缺陷的迁移和聚集,便形成了二次边界,因边界上堆积了大量的晶格缺陷,所以它的组织性能脆弱,高温时的强度和塑性都很差,只要有轻微的拉伸应力,就会沿边界开裂,产生高温失延裂纹。不论结晶裂纹、高温液化裂纹还是高温失延裂纹,都是在固相线附近高温区温度下形成的沿晶裂纹,统称热裂纹。
熔池结晶时所受到的拉应力是焊缝产生热裂纹的必要条件。拉应力大小主要取决于结构形式、接头刚性,熔池冷却速度和焊接顺序。而熔池内含有熔点温度比较低的共晶杂质是产生热裂纹的内在因素。因为在熔池冷却过程中,高温时由拉应力造成的晶粒间隙都能被液体金属所填满,不会产生热裂纹。然而温度连续下降,柱状晶体徐徐生成,由于低熔点共晶的存在就会在拉应力作用下造成晶粒间隙或已结晶的固体金属层间形成强度较低的晶间薄层,在拉应力作用下,使晶间薄层被拉开而造成空隙,当液态的低熔点共晶又不足以填充此空隙时,就形成了裂纹。因此热裂纹可看成是拉应力和低熔点共晶两者联合作用而形成的。增大任何一方面作用,都有可能促使在焊缝中形成热裂纹。
表11-1 焊接热裂纹类型及特征
 (https://www.xing528.com)
(https://www.xing528.com)
防止热裂纹首先要控制焊缝中有害杂质的含量。在工艺方面,焊前预热减慢焊缝冷却速度,减小焊接应力是防止热裂纹的有效措施。另外适当提高焊缝形状系数也可减小产生热裂纹的倾向,因为窄而深的焊缝将使杂质集中在柱状晶对称的部位,在较小的拉应力作用下就有可能造成焊缝中间裂纹,因此焊缝形状系数增加,焊缝抗热裂性能可以提高。施焊时采用碱性焊条和焊剂提高脱硫能力,采用收弧板或终焊时应逐渐断弧,并填满弧坑以防止弧坑冷却速度过快和偏析而在弧坑处形成热裂纹。
(2)焊接冷裂纹 冷裂纹是焊接接头冷却到较低温度下时产生的焊接裂纹。冷裂纹可以在焊后立即出现,有时要经过一段时间(几小时、几天甚至更长的时间)才出现。对于不是焊后立即出现的冷裂纹,称为延迟裂纹,它是冷裂纹中一种比较普遍的形态。因为延迟裂纹不是焊后立即可以发现,因此它的危害性比起其他形态的裂纹就更为严重。层状撕裂大多数在焊后150℃以下或冷却到室温经过数小时后产生。它是在焊缝快速冷却过程中,在板厚方向拉伸应力作用下,在钢板中产生的与母材轧制表面平行的裂纹,常发生在T形接头和角接接头上。表11-2表示了焊接冷裂纹类型及特征。
根据冷裂纹产生的部位,一般分为焊道下裂纹、焊趾裂纹和焊根裂纹。焊道下裂纹是发生在靠近焊道的热影响区内,特别是在淬硬倾向较大的钢材中,巨含氢量较高的热影响区更易发生。焊趾裂纹是沿应力集中的焊缝和母材交界的焊趾处开始延伸的裂纹。焊根裂纹是沿应力集中的焊缝根部所形成的裂纹。
热裂纹是沿晶界开裂,开裂面上有氧化的色彩;而冷裂纹既有沿晶界开裂的,也有穿过晶粒延伸的,或一条连续的冷裂纹既沿晶界发展,又穿过晶粒而延伸,巨开裂面上看不到氧化色彩,这也表明冷裂纹是在较低温度时产生的。
形成冷裂纹的基本条件是:焊接热影响区有一定的淬硬倾向,焊缝中含有一定数量的扩散氢向热影响区扩散和在热影响区聚集以及存在较大的拉伸应力。这三个条件相互影响,在不同情况下,三者中任何一个因素都可能成为导致产生冷裂纹的主要因素,但不是唯一因素。在多数情况下,氢是诱发冷裂纹最活泼的因素。而层状撕裂的主要原因则是轧制钢材中存在严重的层状非金属夹杂物,致使厚度方向上的拉伸塑性很差,在板厚方向上若存在较大的拉应力,则导致层状撕裂。
防止冷裂纹主要从降低扩散氢含量、改善组织和降低焊接应力等方面采取措施。例如在冶金措施方面采用优质的低氢焊接材料,并严格控制氢的来源,焊前烘干焊条和焊剂,仔细清除焊接区的污物及油、水锈等杂物。在工艺措施方面,焊前预热是防止冷裂纹产生的有效措施。焊后加热或将预热温度在焊后仍保持一段时间,使扩散氢能充分从焊缝中逸出,对于防止延迟裂纹有明显的效果。这种处置方法叫做后热处理。采用合适的焊接热输入,热输入越大则焊接接头冷却时间越长,因而热影响区就可以减轻或避免淬火,同时也有利于氢的逸出,降低了冷裂纹倾向。但热输入过大,在热影响区可能产生过热组织,使晶粒粗大,反而会降低焊接接头的抗裂性能。另外,焊后热处理,一方面能消除焊接残余应力,另一方面又能改善组织,这对于消除延迟裂纹、改善热影响区的塑性都有较好的效果。
(3)再热裂纹 再热裂纹是焊后工件在一定温度范围再次加热而产生的裂纹。再热裂纹是在焊后热处理或其他加热过程中产生的,这种裂纹一般是经过一段保温时间在高温下产生的。它发生在焊接接头热影响区靠近熔合区的粗晶区中,起始点一般在接头表面的焊趾部位,或者在焊缝根部应力集中处,裂纹从粗晶区扩展至细晶区停止,巨具有沿晶裂纹特征。
表11-2 焊接冷裂纹类型及特征

再热裂纹产生原因:某些合金元素,如铬、钼、钒等元素对钢材的再热裂纹敏感性有很大影响,另外,再热裂纹往往发生在焊接残余应力较大的部位。具有再热裂纹最敏感的钢种,其温度范围是580~650℃。
防止再热裂纹的措施主要是:控制母材和焊缝金属的化学成分,减少母材中促使形成再热裂纹的合金元素;减小结构刚性和焊接残余应力,采用合适的焊接工艺,用小直径焊条小规范迸行焊接;施焊时焊条不要摆动或分段施焊、锤击焊层等。不可采用中间消除应力的热处理工艺,适当提高焊接预热温度,焊后立即迸行后热处理等,这些措施都可以减少或防止再热裂纹。
3.未熔合
未熔合是指焊接时焊道与母材之间或焊道与焊道之间未完全熔化结合的部分。空穴型未熔合的危害性与体积性夹渣类似,而面积型(片状)未熔台的危害性与裂纹类似。
产生未熔合的原因是电流过小或电弧偏移和运条不当,使母材或下层邻近焊道未能充分熔化;在焊接有色金属对,还可能是由于坡口面上高熔点的氧化膜清除不净,焊接时氧化膜未能熔解而形成未熔合。
未熔合同样可以通过射线或超声波探伤方法发现。但一般情况下,对坡口面上局部未熔合,用射线方法极难发现,而用超声波探伤方法就比较有效。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。