



1.CP1
FS-0iD的输入电源为DC24V,要求的输入电压为DC24V±10%(DC21.6~26.4V),电压波动应包括纹波、噪声与脉动的影响,故必须采用专门的稳压电源进行供电,而不能使用仅仅通过整流、滤波得到的DC24V电源。
FS-0iD的CNC电源连接非常简单,只需要将符合要求的DC24V电源,连接到CNC的电源接口CP1(CP1A)即可,CP1的插脚连接如图7.2-4a所示。但是,为了保证CNC安全、可靠工作,CNC的电源主回路应按图7.2-4b设计,CNC系统中所有使用DC24V电源输入的CNC/LCD/MDI单元、I/O单元、分离型检测单元等都应由同一电源进行供电,并进行统一的通/断控制。电源电路的设计要点如下。
①向CNC供电的DC24V稳压电源应有足够的容量,并能在外部断电时,维持短时输出。因为,如CNC电源中断,伺服系统的位置检测和闭环控制将被取消,机床的垂直进给轴可能会因重力产生自落,因此,在外部电源中断时,CNC电源应维持伺服急停、电动机制动后才能中断,以便正确记忆坐标轴的实际位置。
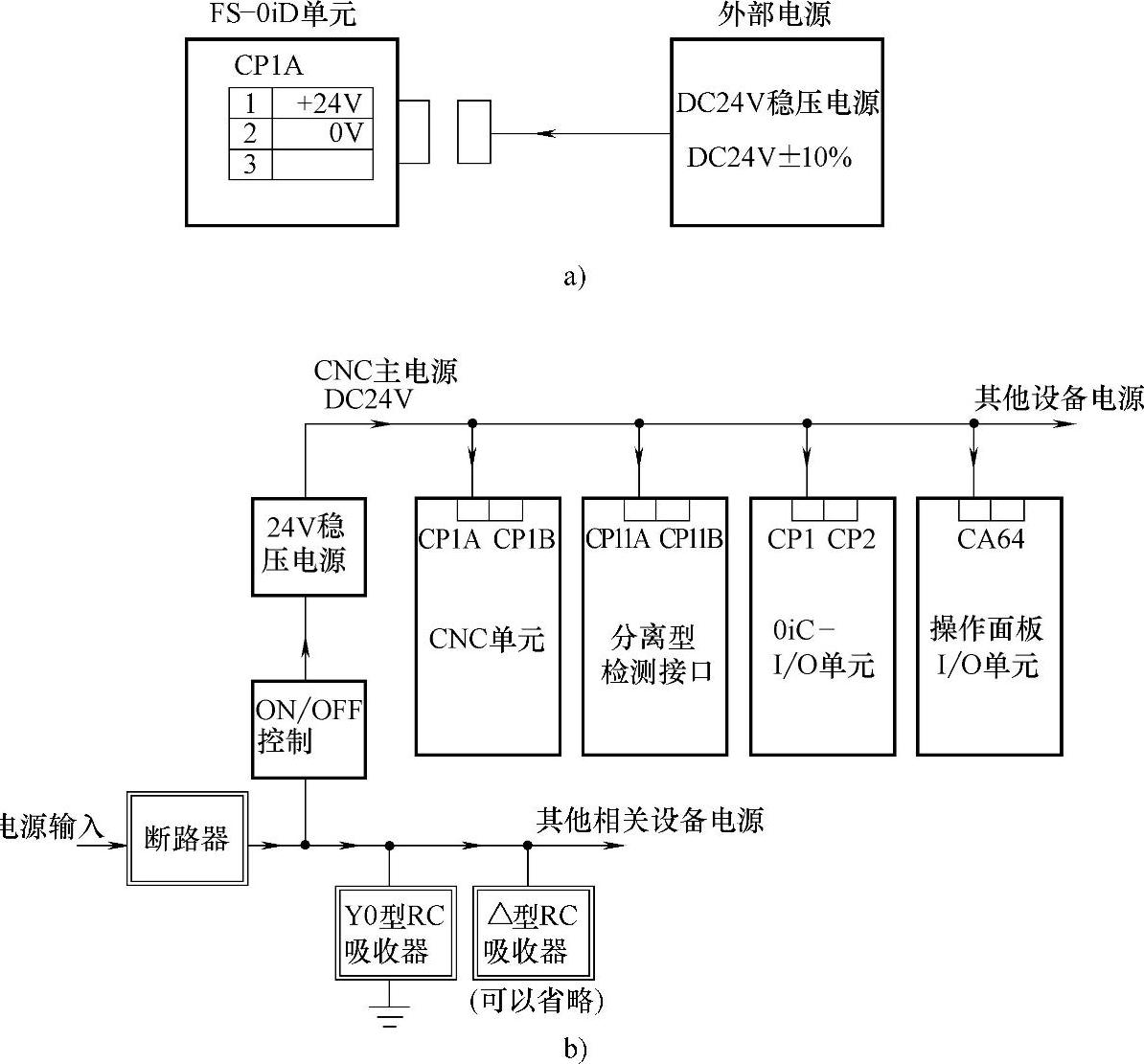
图7.2-4 CNC电源电路设计
a)CNC电源连接 b)主回路设计
②为了保证上述要求、减小电源通/断的冲击和触点接触压降对电源的影响,DC24V电源的通/断控制应在稳压电源的交流输入侧进行,而不宜在CNC的输入端进行通/断。
③CNC系统的DC24V原则上应由独立的稳压电源进行供电,特别是不能与负载波动、通断冲击大的制动器、电磁阀等负载驱动共用。
④CNC电源的交流侧主回路应安装浪涌电压吸收器进行过电压保护,浪涌电压吸收器可与伺服驱动器设计一起考虑。
在配套FS-0iD的全功能数控机床上,电气控制系统的主回路一般包括如下三部分。
①CNC系统的DC24V供电回路,它包括CNC/LCD/MDI单元、I/O单元、分离型检测单元等组成部件的DC24V电源电路。
②标准型伺服、主轴驱动器的3相AC200V的主回路,或高电压(HV)型伺服、主轴驱动器的3相AC400V主回路。
③机床辅助部件的主回路,如冷却/润滑/液压/排屑/风机等辅助电动机的主回路、系统其他控制装置的主回路、控制变压器的一次侧回路、照明回路等。
为了保证电气控制系统可靠工作,开机时,以上三部分主回路的电源应按照①→②→③的次序接通;关机时,则应按照③→②→①的次序依次断电。
2.JA40
CNC连接器JA40用于CNC直接处理的高速跳步信号(SKIP信号)和主轴S模拟量输出的连接,其引脚布置和连接要求如图7.2-5所示,引脚1~4、11~14用于SKIP信号连接;引脚5/7用于连接主轴模拟量输出连接;引脚8/9为主轴使能触点输出。
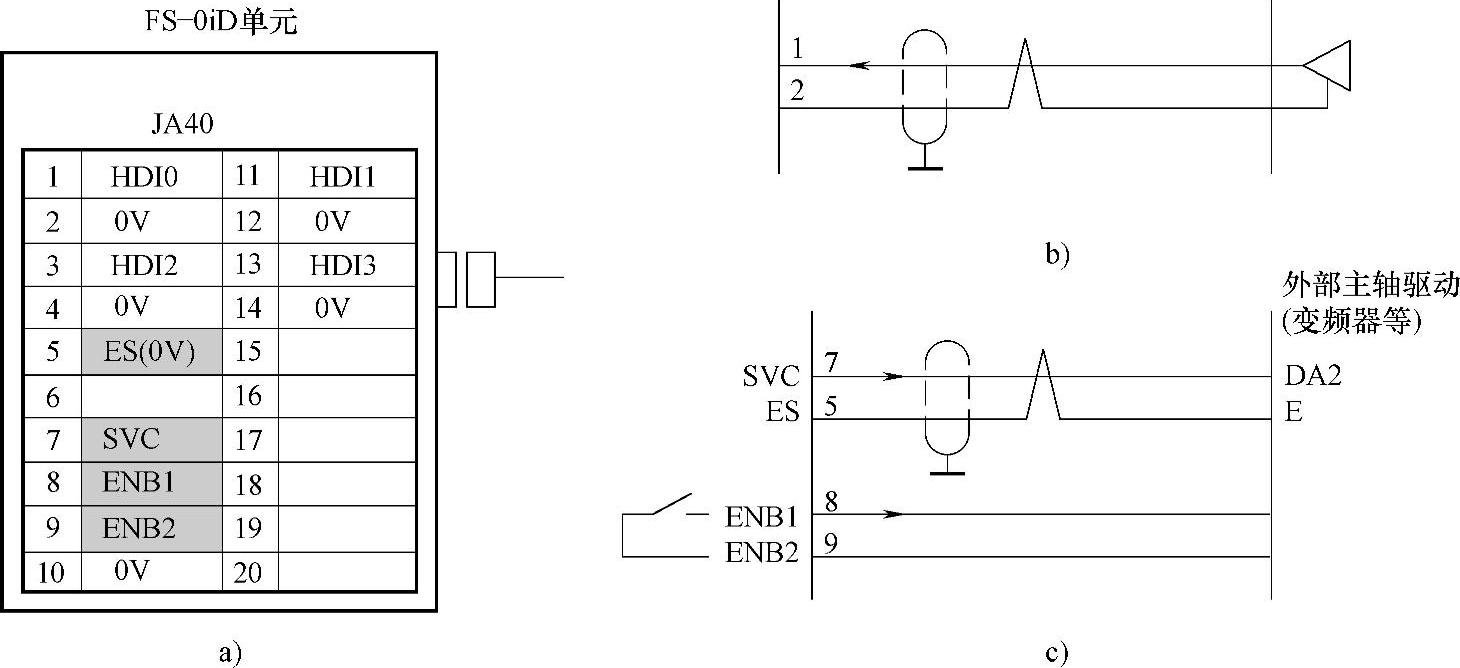
图7.2-5 JA40连接电路
①SKIP信号。FS-0iD可以连接4个高速跳步输入信号,其连接端为HDI0~HDI3,信号的输入连接连接要求如图7.2-5(b)所示、低电平有效,信号的输入要求如下。
“0”信号输入电压、电流:3.6~11.6V、2~11mA。
“1”信号输入电压、电流:0~1V、-8mA。
最小脉冲宽度:20μs。
②S模拟量输出。S模拟量输出可作为变频器等主轴调速装置的转速给定信号。使用S模拟量输出功能时,CNC还可输出控制主轴驱动器使能的触点信号(一般不使用)。S模拟量输出的连接要求如图7.2-5c所示,SVC端的输出电压/电流为-10V~10V/2mA;输出阻抗为100Ω。
3.JA41
CNC的JA41接口有两种用途:系统使用FANUC-αi/βi串行主轴驱动器时,用来连接主轴驱动器的I/O-Link总线;使用S模拟量输出功能时,可用于主轴位置编码器连接。JA41的引脚布置和连接要求如图7.2-6所示。(https://www.xing528.com)
①串行主轴连接。当机床使用FANUC-αi/βi系列主轴驱动器时,JA41只需要连接图7.2-6(b)所示的串行主轴I/O-Link总线,主轴位置编码器直接连接到αi/βi主轴驱动器上,其位置反馈信号可通过I/O-Link总线传送到CNC,故无需连接主轴编码器信号。
②模拟主轴连接。当CNC使用主轴S模拟量输出功能时,主轴的速度控制S模拟量可通过JA40接口输出,主轴的位置反馈编码器应连接到JA41接口上,编码器的连接要求如图7.2-6c所示。
4.JD51A
CNC的JD51A为内置PMC的I/O-Link总线输出接口,FS-0iD的I/O-Link网络采用的是总线型拓扑结构,从站(I/O单元)依次串联,各段I/O-Link总线的连接方式一致。所有I/O单元的JD1A均为总线输出、连接下一从站;JD1B均为总线输入、与上一从站相连;终端不需要终端连接器。JD51A及I/O单元的JD1A、JD1B接口连接要求如图7.2-7所示。
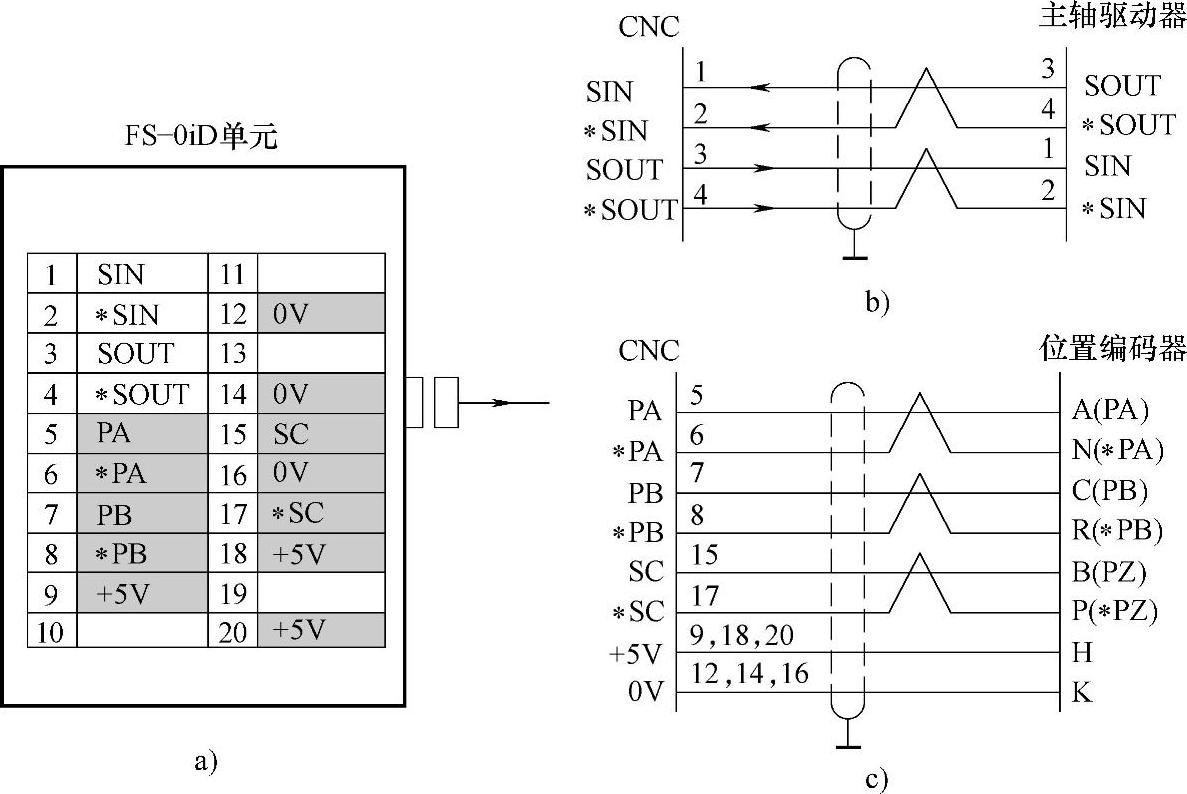
图7.2-6 JA41连接电路
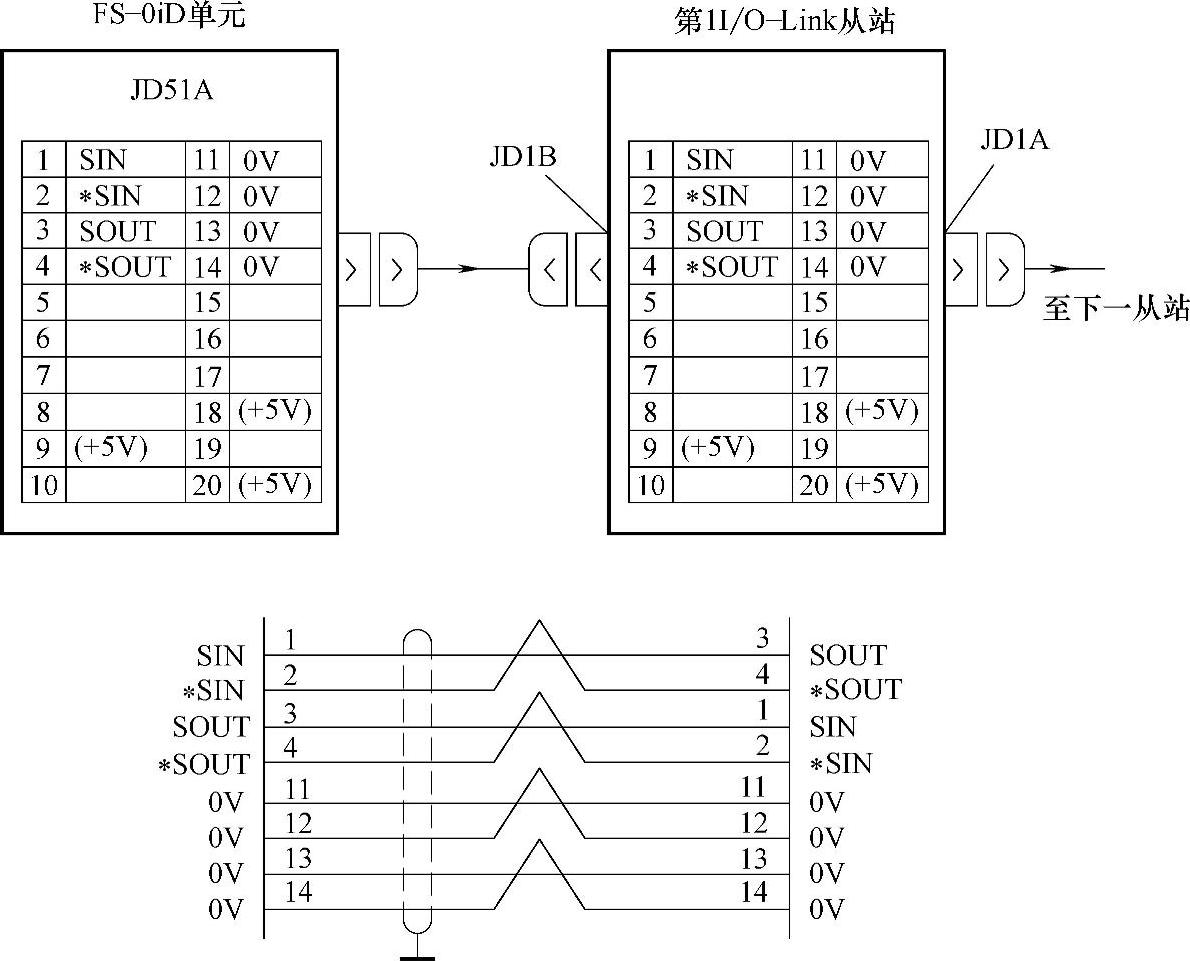
图7.2-7 JD51A连接电路
5.CD36A
CNC的接口CD36A用于以太网连接,接口采用RJ-45标准网线连接器,其引脚布置和连接要求如图7.2-8所示。
6.JD36A/B
JD36A、JD36B为FS-0iD的RS232串行通信接口,两者的功能完全相同,生效的接口可通过CNC参数选择。JD36A、JD36B使用的是20芯微型连接器,其引脚排列与信号如图7.2-9及表7.2-1所示。由于RS232C标准连接器为9芯或25芯,为了统一标准,一般应按表7.2-1将其转换为标准9芯或25芯C接口。
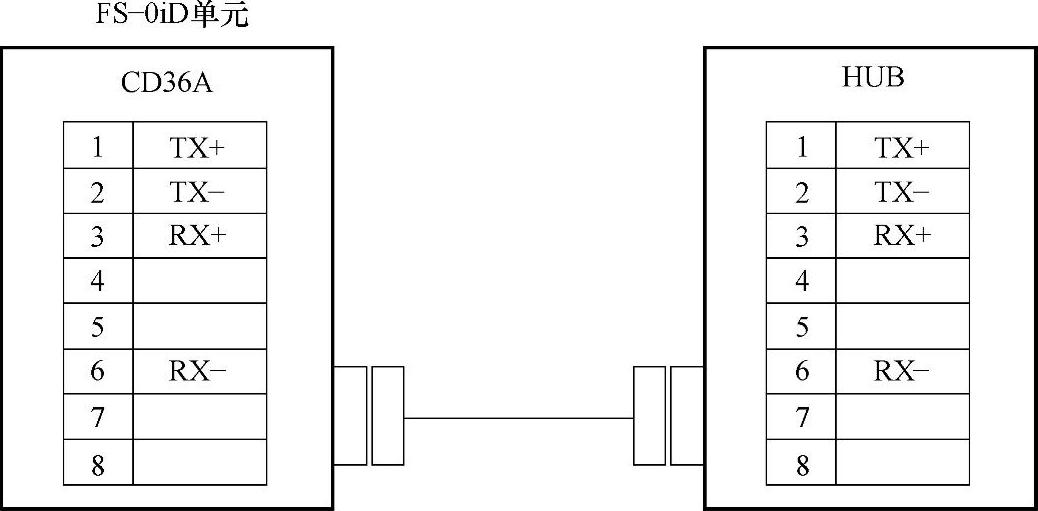
图7.2-8 CD36A连接电路
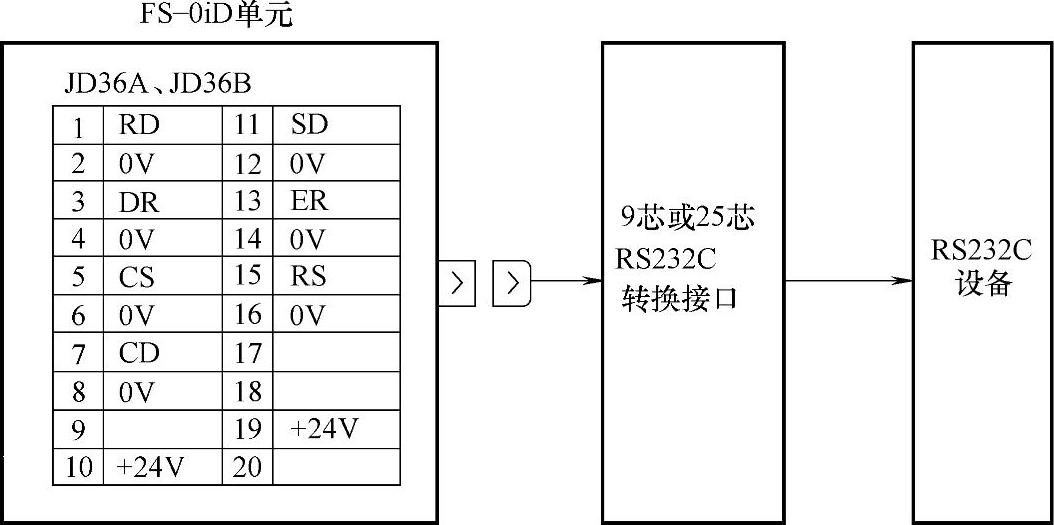
图7.2-9 JD36A/B连接电路
表7.2-1 RS-232C接口信号和连接器转换

RS232C接口“全双工”通信时需要使用全部信号,其外部连接要求图7.2-10所示。
RS232C用于“半双工”通信时,仅需要连接接口的基本信号,设备互连只需要使用RD、SD、SG连接线,其外部连接要求图7.2-11所示。

图7.2-10 全双工通信的连接

图7.2-11 半双工通信连接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。