



本机床为批量生产产品,为了降低成本,机床操作面板、悬挂式手轮操作盒均为用户自制。机床操作面板和悬挂式手轮操作盒的设计如下。
1.机床操作面板
VMC750的机床操作面板如图8.1-3所示,面板仿照FANUC机床主操作面板设计。
根据CNC和机床的控制要求,面板上设计有机床紧急分断和起动控制用的急停(E-MERGENCY STOP)、机床起动(MACHINE ON)按钮。这两个按钮需要通过独立的连接电缆,与机床的强电控制回路进行连接。
出于使用寿命、操作方便及可靠性等方面的考虑,对于正常工作时最为常用的循环启动(C.START)和进给保持(F.HOLD)、需要用钥匙进行操作保护的存储器编辑允许(EDIT ON)和防护门保护解除(DR CANCEL),直接采用了按钮;主轴倍率(SP%)、进给倍率(F%)、快速倍率(G00%)调节开关及CNC的操作方式选择开关,均采用了传统的波段开关;其他操作均为带LED指示的标准按键。
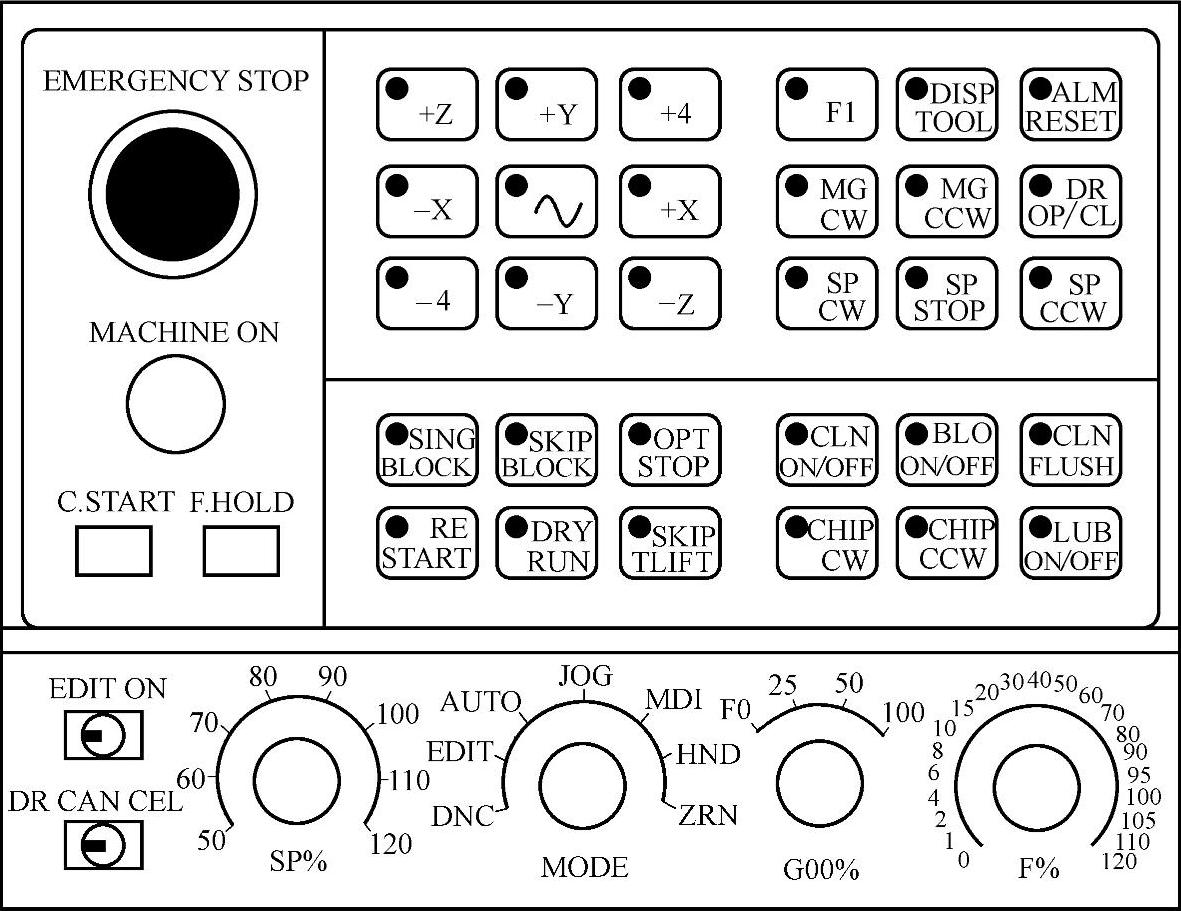
图8.1-3 VMC750机床操作面板
操作面板的背面为印制电路板,操作按键直接安装在印制板上,按钮、波段开关可通过印制板上的连接器直接连接。为了便于接线,印制板上还设计有与0i-I/O单元连接器直接连接的连接器CB105、CB106,以及连接手轮盒的过渡连接器(见后述的电路图P27页);使得手轮盒可方便地连接到操作台上。
2.操作按键
操作面板上除了CNC控制所必需的+X/-X、+Y/-Y、+Z/-Z、+4/-4坐标轴方向键,手动快速键(Rapid),以及单程序段(SINGLE BLOCK)、跳过选择程序段(SKIP BLOCK)、程序段选择停止(OPT STOP)、程序重新启动(RESTART)、试运行(DRY RUN)、刀具寿命管理跳过(SKIP TLIFT)等程序运行控制键外,还针对本机床的控制要求,设计了以下机床操作键(F1为备用)。
①DISP TOOL:刀号显示。机床采用的是机械手换刀方式,刀具在刀库中的位置将随着刀具的交换变化,为了便于操作者了解机床主轴和刀库刀套上的实际刀具情况,按此键可显示刀库、主轴上的现行刀具号。
②ALM.RESET:报警清除键。当故障排除后,可利用此按键清除CNC或机床报警、恢复正常运行。(https://www.xing528.com)
③MG.CW/MG.CCW:刀库正转/反转手动控制键。当CNC操作方式选择手动时,可通过这2个按键控制刀库正转或反转,以便调整刀位、进行刀具的手动装卸。
④DR.OPEN:防护门手动开/关键。通过本键,可以在程序运行中断或停止时,手动打开、关闭防护门,以进行加工检查。按键需要通过PMC程序的设计,使之成为打开、关闭交替控制信号。
⑤SP.CW/SP.CCW/SP.STOP:主轴正转/停止/反转手动控制键。当CNC操作方式选择手动(JOG、HND、ZRN之一)时,可通过这三个按键起动主轴正转、反转或停止主轴。
⑥CLN.ON/OFF:手动冷却开/关键。手动打开、关闭冷却。按键需要通过PMC程序的设计,使之成为打开、关闭交替控制信号。
⑦BLO.ON/OFF:手动主轴气冷开/关键。手动打开、关闭主轴气动冷却。按键需要通过PMC程序的设计,使之成为打开、关闭交替控制信号。
⑧CLN.FLUSH:冷却水冲洗枪开/关键。手动打开、关闭冷却水冲洗枪。按键需要通过PMC程序的设计,使之成为打开、关闭交替控制信号。
⑨CHIP.CW/CHIP.CCW:排屑器正转/反转键,控制排屑器的正反转。
⑩LUB.ON/OFF:手动润滑键开/关键。手动打开、关闭丝杠、工作台、主轴的润滑。
3.悬挂式手轮盒
机床悬挂式手轮盒可用于对刀、调整操作,手轮盒的外观如图8.1-4所示。操作盒上设计有手轮生效指示灯、手轮轴选择开关、手轮倍率选择选择开关和手轮。
悬挂式手轮盒在CNC操作方式选择手轮操作(HND)时生效。手轮盒直接与操作面板上的印制板连接,连接线由电气柜内的0i-I/O单元引至操作面板印制板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。