



加工塑性材料工件后,把刀退出来,仔细观察刀具前面,有时会发现在前面刃口附近粘结着一块由加工产生的、很硬的金属堆积物,这就是积屑瘤。积屑瘤来自于工件。积屑瘤的形成主要是由于切削加工时,在一定温度和压力作用下,切屑与刀具前面发生剧烈摩擦,致使切屑底层金属流动速度降低而形成滞留层。此时如果温度和压力合适,切屑的这个滞流层就被粘在刀具前面上,形成粘结层。连续流动的切屑,不断地堆积、加厚这个粘结层,最后形成积屑瘤,如图5-14所示。积屑瘤的化学成分与工件相同,只不过经高温高压作用,使积屑瘤的硬度大大提高,约为工件硬度的2~3.5倍,能帮助切削刃切削金属。但因积屑瘤与刀具前面的粘结作用极不稳定,积屑瘤时生时灭,时大时小,因而影响已加工表面质量。
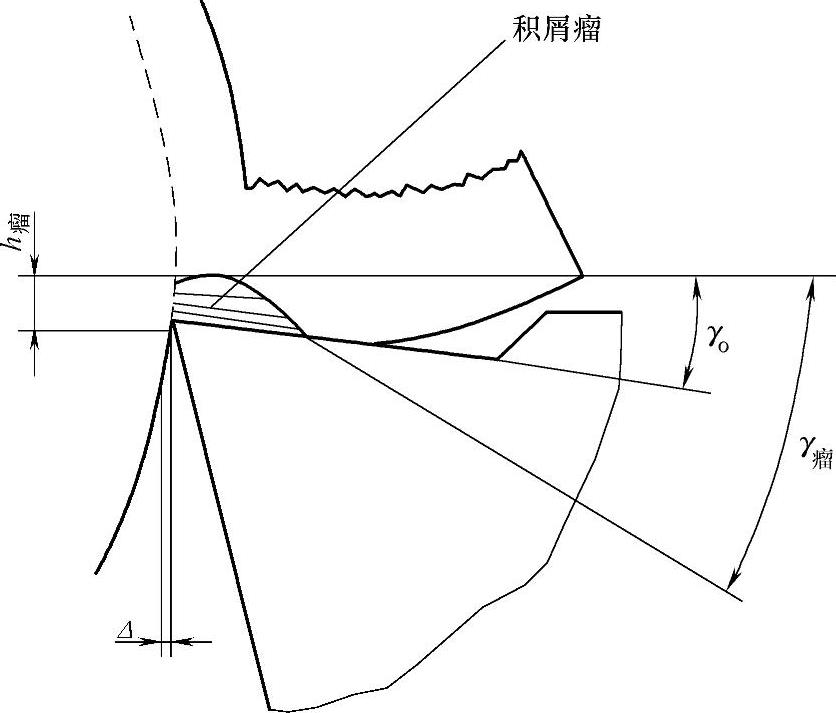
图5-14 积屑瘤的前角和伸出量Δ
影响积屑瘤生成与发展的直接原因是温度。有试验表明:加工低碳钢时,切削温度在300~380℃时,最容易形成积屑瘤。切削温度主要是因切屑与刀具前面之间的摩擦引起的,而摩擦是切削速度造成的,因而归根到底,积屑瘤产生的主要因素,实质是切削速度。图5-15所示是一组由切削速度——积屑瘤高度试验统计数据描绘的曲线。(https://www.xing528.com)
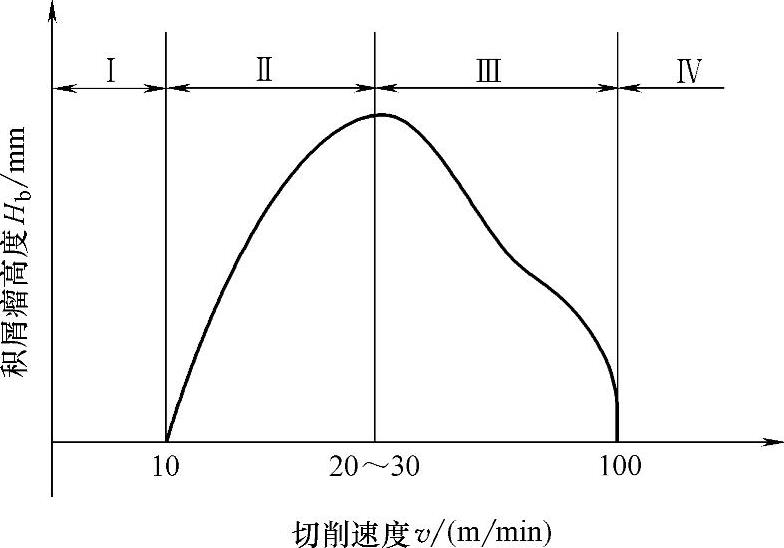
图5-15 切削速度-积屑瘤高度的关系
由图5-15可知,当切削速度高于100m/min或低于10m/min时不产生积屑瘤;当切削速度在20~30m/min时,积屑瘤高度达到最大值。因此分析积屑瘤产生机理及其作用,对于有效利用积屑瘤或避免产生积屑瘤提供了基本依据,即在粗加工时,提高生产率和防止打刀是首要考虑的因素,此时若有积屑瘤,可对刀具起保护作用。所以,粗加工时尽量将切削速度控制在30m/min左右,或在加工时,自行观察能产生最大积屑瘤的速度在何处,再加以确定。精加工时,工件的表面质量要达到图样要求,这时就要防止积屑瘤的产生。若采用高速钢刀具对工件精加工,因高速钢刀具切削允许的最高速度是30m/min,故高速钢刀具的精加工切削速度要低于10m/min;若采用硬质合金刀具对工件精加工,因硬质合金刀具的允许切削速度远远高于100m/min,则可以在高速条件下对工件进行精加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。