



1.切削热
刀具对工件进行切削所作的功以及切屑与刀具前面的摩擦功,都转变为切削热。切削热由切屑、工件、刀具和周围介质传导出去的过程,叫散热。有资料表明:车削时,切削热约有50%~86%由切屑带走,10%~40%传入工件,3%~9%传入刀具,1%传入周围介质;钻削时约有28%的切削热由切屑带走,15%传入钻头,52%传入工件,5%传入周围介质。由此可见,车削加工时,切屑很热,要避免烧伤;而钻削时,工件很热要及时进行冷却。特别要注意工件的热胀冷缩现象,一旦钻孔时钻头折断,要立即拔出,不然工件凉下来收缩,就很难取出。
2.切削温度
切削热传导到切屑、刀具、工件,使切削温度升高。切削温度一般是指切屑与刀具前面接触区域的平均温度,而切削区域最高温度能达到切削温度的1.5~2.5倍。在切削过程中,切屑、刀具、工件不同部位的温度分布是不均匀的,如图5-16所示。由图中可见在刀具前面和后面,最高温度点都不在切削刃上,而是在离切削刃有一定距离的位置处,这是摩擦热沿刀具前面不断增加的缘故。在生产中,切削温度的精确计算是十分困难的,一般可能通过专用仪器测量,也可以根据切屑的颜色、刀具工作情况大致判断切削温度的高低。
切削碳钢时,切屑呈银灰色,切削温度大约在200℃以下,切削区域的最高温度可达250~300℃;切屑呈黄橙色,切削温度达220~250℃,最高温度达360~450℃;切屑呈深蓝色,300℃,最高温度达650~800℃;切屑呈淡灰色,切削温度达400℃,最高温度达800~900℃;切屑呈紫黑色,切削温度大于500℃,最高温度达到1000℃以上。
对切削温度,特别是切削区域的最高温度,也可以根据刀具热硬性的降低来判断,即切削温度达到或超过刀具热硬性规定的最高温度时,刀具相当于被热处理退火一样,硬度明显下降。如碳素工具钢刀具允许的最高温度为200~250℃,切屑呈银白色时,都可使刀具退火;高速钢刀具允许的最高温度为600~700℃,切屑颜色最多呈黄色,出现蓝色切屑时,就说明刀具已经退火;硬质合金刀具允许的最高温度800~1000℃,切屑颜色不许超过深蓝色。
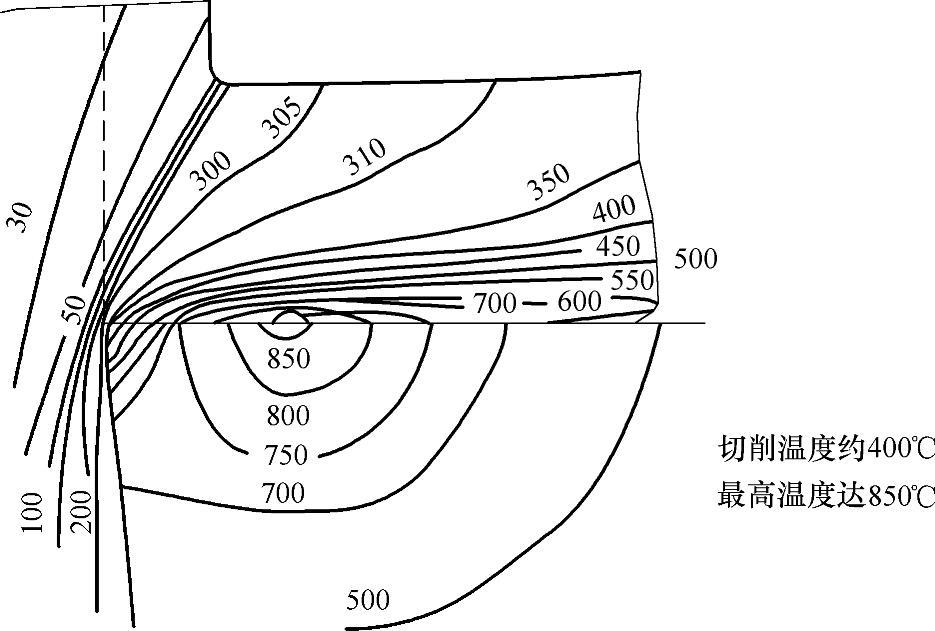
图5-16 切削区域的温度分布
影响切削温度的因素很多,主要有:
(1)工件的材料 工件材料的强度越大、硬度越高,热导率越低,产生的切削热越多,切削温度越高;塑性材料一般比脆性材料的切削温度要高。
(2)切削用量 切削中,切削速度对切削温度的影响最大。切削速度越大,切削变形抗力增大,摩擦剧烈,使切削温度显著升高。其次是进给量,对切削温度的增加有一定的影响。而背吃刀量对切削温度的影响很小,随着背吃刀量的增加,切削层金属的变形与摩擦成比例增加,同时切削区域也在增大,改善了散热条件,尽管切削温度略有增加,但增加幅度不大,这也是粗加工时尽可能增大背吃刀量的主要原因。
(3)刀具几何角度 刀具前角增加使切屑与刀具前面的摩擦减小,切削热就少。主偏角增大,主切削刃工作长度缩短,散热面积小,切削热相对集中,使切削温度增加。(https://www.xing528.com)
(4)其他影响因素 刀具后面的磨损是其中影响最大的因素之一。刀具后面磨损加大时,加剧了刀具和工件的摩擦,使切削温度升高。切削速度越高,这种影响就越显著。
3.切削液
浇注切削液对降低切削温度有显著效果。合理使用切削液,可以改善切削条件,减少刀具磨损,提高工件已加工表面质量。
(1)切削液的作用
1)冷却作用。切削液浇注到切削区域后,通过切削液的传导、对流和汽化,一方面使切屑、刀具和工件之间的摩擦减小,另一方面将产生的热量带走,使切削温度降低。
2)润滑作用。切削液的润滑作用是通过切削液渗透到刀具与切屑、工件表面之间,形成润滑性能较好的油膜而达到的。
3)清洗和防锈作用。清洗的作用是保护已加工表面,在切削液中加入防锈添加剂后,能在金属表面形成保护膜,使机床、刀具和工作均不受周围介质的腐蚀,起防锈蚀作用。
(2)切削液的种类 切削液有水溶液、乳化液和切削油等,见表5-6。各种切削液的使用和浇注方法如图5-17所示。
表5-6 切削液种类与选用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。