



轴是机器中的重要机械零件。按承受载荷的不同,轴可分为转轴、传动轴和心轴三种。转轴既传递转矩又承受弯矩,如齿轮减速器中的轴;传动轴只传递转矩而不承受弯矩或弯矩很小,如汽车的传动轴;心轴只承受弯矩而不传递转矩,如铁路车辆的轴。按轴线形状的不同轴还可分为:直轴、曲轴和挠性钢丝轴。曲轴常用于往复式机械中,挠性钢丝轴是由几层紧贴在一起的钢丝层构成的,可以把转矩和旋转运动灵活地传到任何位置。
1.典型零件的选取
在轴类零件中,转轴占有重要地位,是本章编制车削加工工艺卡片选定的典型零件。图9-1所示为某齿轮轴零件图,零件材料为20CrMnMo,毛坯为模锻件,中批生产。
2.齿轮轴技术分析
图9-1所示的齿轮轴零件,其主要加工表面为回转表面,车削、磨削和齿轮加工是其最主要的加工方法。解决支承轴颈与各轴颈、轮齿之间的相互位置精度以及它们本身精度的问题是学习中的重点。齿轮轴的主要技术要求如下。
(1)加工精度及表面粗糙度
1)尺寸精度。齿轮轴的尺寸精度主要是指直径和长度的精度。支承轴颈ϕ60k6(+0.021+0.002)(两处),Ra1.6μm;齿顶圆ϕ141.78h8(0-0.063),Ra6.3μm;与大齿轮零件配合表面ϕ65r6(+0.060+0.041),Ra3.2μm,长度尺寸主要有1450-0.25mm;其余尺寸为自由尺寸,未注表面粗糙度为Ra25μm。
2)几何精度。齿轮轴的几何精度有径向圆跳动、轴向圆跳动和对称度三种。支承轴颈ϕ60k6(+0.021+0.002)(两处)相对于基准A的径向圆跳动公差0.022mm;齿顶圆ϕ141.78h8(0-0.063)相对于基准A的径向圆跳动公差0.022mm;轴齿轮右端面相对于基准A的轴向圆跳动公差0.016mm;平键键槽宽18N9(0-0.043)相对于基准B的对称度公差0.020mm。
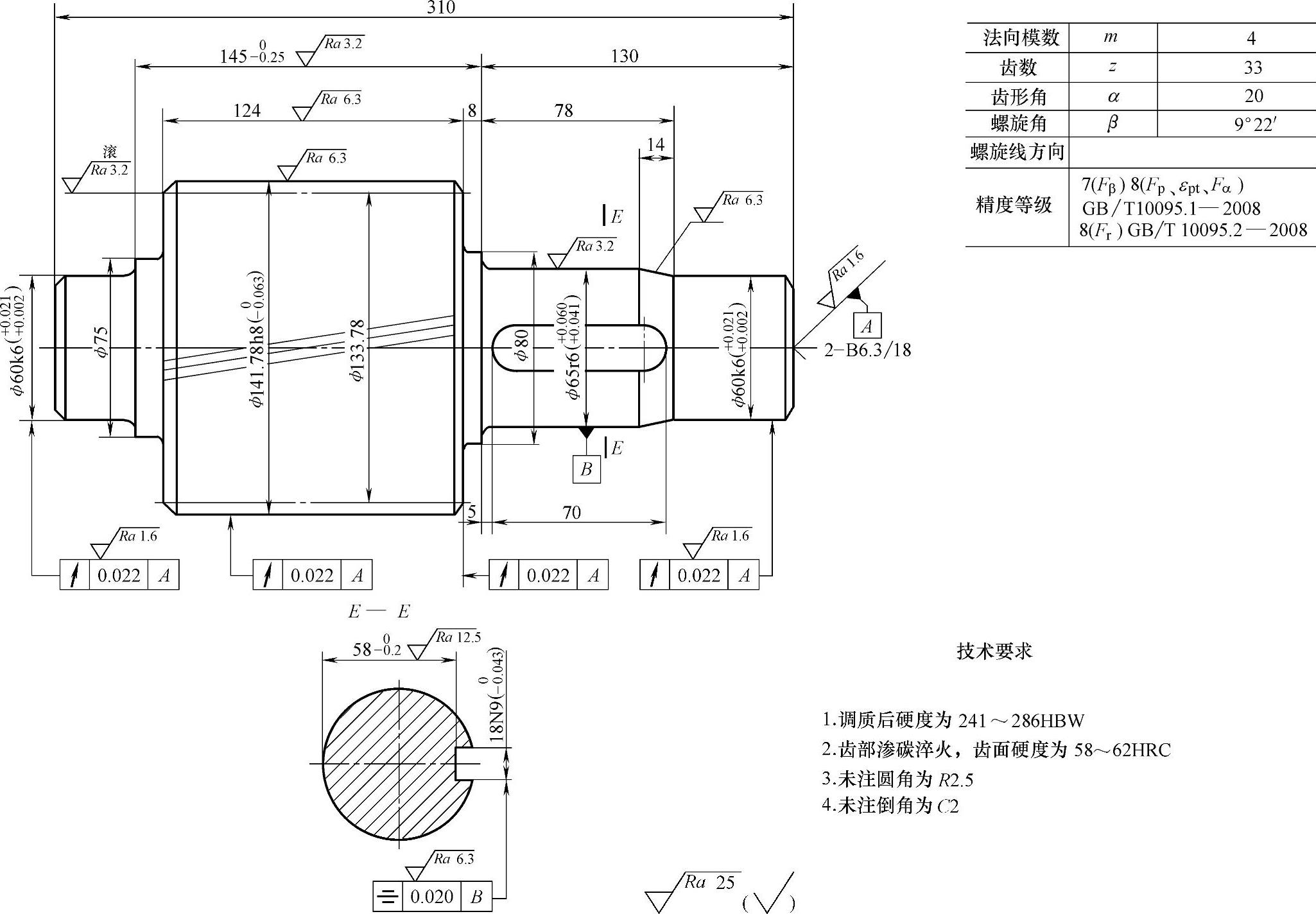
图9-1 齿轮轴
(2)材料及热处理 齿轮轴的材料为20CrMnMo,为低碳合金钢,碳质量分数为0.2%,Mn质量分数和Mo质量分数都小于1.5%,其他化学成分有Si、Ni等合金元素。齿轮轴材料的淬透性较好,渗碳淬火后其表面硬度为58~62HRC,心部硬度为241~286HBW。是典型的“内韧外硬”合金渗碳钢,相对于45钢,其材料的强度、硬度要高,使机械加工难度有所增加。
3.齿轮轴加工工艺分析
齿轮轴毛坯采用模锻件。其毛坯余量及公差,可依据航空行业标准《模锻件公差及机械加工余量》(HB 6077—2008)加以确定。
(1)毛坯件加工余量的确定 齿轮轴模锻件毛坯尺寸如图9-2所示。毛坯加工余量Z可查阅表3-10。根据齿轮轴零件图上给定的范围尺寸(即最大加工直径×最大加工长度)ϕ141.78mm×310mm,可查得Z=4mm。
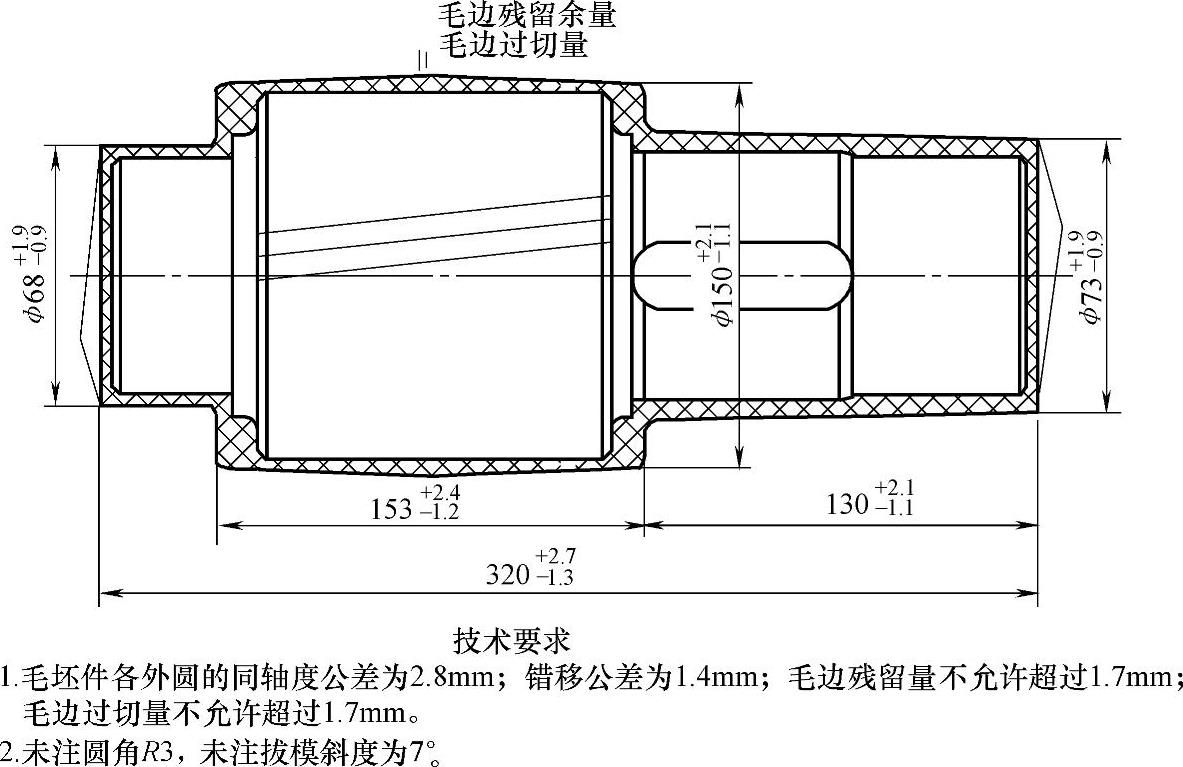
图9-2 齿轮轴模锻件毛坯—零件综合图
(2)确定毛坯件形状复杂因数S的确定
1)计算毛坯件质量mS。已知钢的密度ρ为7.85×103kg/m3,则可根据图9-2所示给定的齿轮轴毛坯尺寸计算毛坯的质量mS为

2)计算毛坯件最大外形尺寸包容体的质量mH为
 (https://www.xing528.com)
(https://www.xing528.com)
3)计算模锻件形状复杂因素S。
查表3-14,S在S2(0.31~0.63)区间内,取S=S2(S2为一般复杂因素)。
(3)确定毛坯件材质因素M
齿轮轴毛坯件的材质因素划分为四种:
1)M0,适用于铝合金、镁合金和铜合金。
2)M1,适用于碳的质量分数<0.65%,且锰、铬、镍、钼、钒和钨等合金元素含量(质量分数)总和<5%的钢。
3)M2,适用于碳的质量分数≥0.65%,且锰、铬、镍、钼、钒和钨等合金元素含量(质量分数)总和≥5%的钢。
4)M3,适用于钛合金和高温合金。
本例中,选取齿轮轴毛坯件的材质因素为M1。
(4)确定毛坯件尺寸公差等数据 根据计算或查表得到的齿轮轴模锻件质量mS、复杂因素S2和材质因素M1,由表3-15可查得如下数据。
1)基本尺寸公差及极限偏差
外径尺寸:ϕ68的公差为2.8mm,上极限偏差为+1.9mm,下极限偏差为-0.9mm。
ϕ150的公差为3.2mm,上极限偏差为+2.1mm,下极限偏差为-1.1mm。
ϕ73的公差为2.8mm,上极限偏差为+1.9mm,下极限偏差为-0.9mm。
长度尺寸:320mm的公差为4mm,上极限偏差为+2.7mm,下极限偏差为-1.3mm。
153mm的公差为3.6mm,上极限偏差为+2.4mm,下极限偏差为-1.2mm。
130mm的公差为3.2mm,上极限偏差为+2.1mm,下极限偏差为-1.1mm。
2)其他要求。模锻件各外圆的同轴度公差为2.8mm,错移公差为1.4mm,毛边残留量不允许超过1.7mm,毛边过切量不允许超过1.7mm。毛坯锻造圆为R3mm,拔模斜度为7°。齿轮轴模锻件毛坯尺寸、公差和技术要求如图9-2所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。