



圆弧插补指令用于刀具在指定平面内按给定的进给速度F作圆弧运动,切削圆弧轮廓。G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令,如图2-27所示。

图2-27 圆弧插补
1.编程格式
编程格式:G02(G03)X(U)~Z(W)~R~F~;
G02(G03)X(U)~Z(W)~I~K~F~;
其中:X,Z是绝对坐标编程时,圆弧终点在工件坐标系中的坐标;U,W是增量编程时,圆弧终点相对于圆弧起点的位移量;I,K是圆心相对于圆弧起点的增量值(等于圆心的坐标减去圆弧起点的坐标,在绝对、增量编程时都是以增量方式指定,在直径、半径编程时I都是半径值);R是圆弧半径,圆弧圆心角小于180º时,R为正值,否则,R为负值;F是进给速度。
2.说明
1)G02/G03是模态指令,一直有效,直到被G功能组中的其他指令(G00,G01,…)取代为止。
2)顺时针或逆时针是从垂直于圆弧所在平面的坐标轴正方向看到的回转方向,前置刀架和后置刀架正好相反,如图2-28所示。
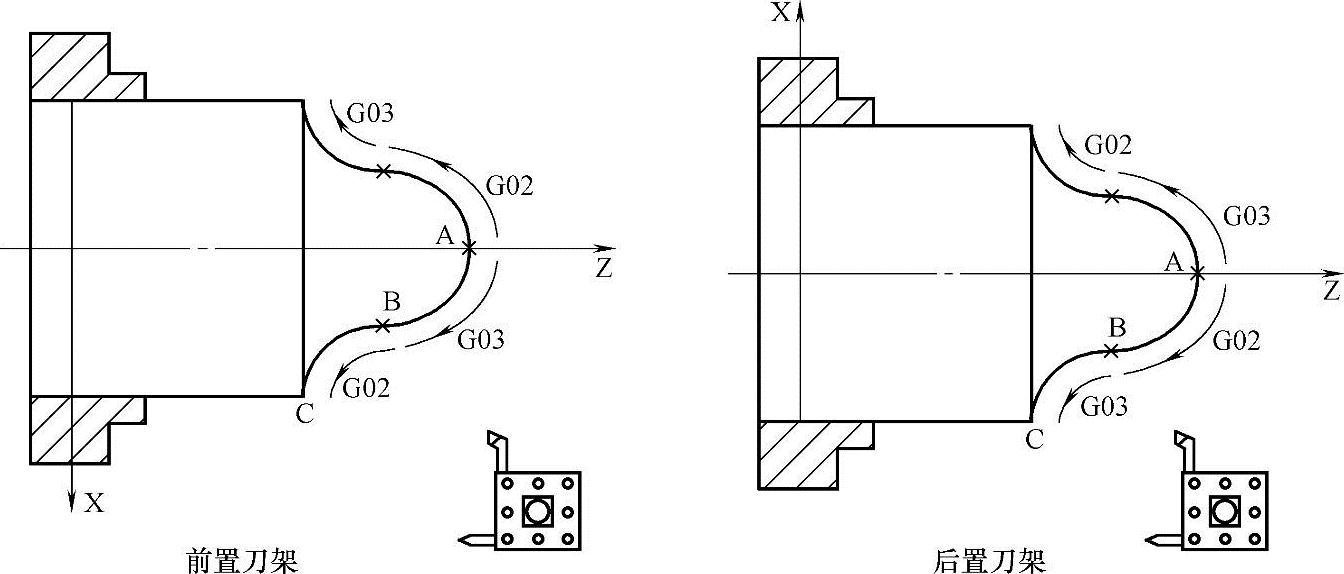
图2-28 前置刀架和后置刀架
3)圆心坐标I,K为圆弧起点到圆弧中心所作矢量分别在X轴、Z轴方向上的矢量(矢量方向指向圆心)。当分量方向与坐标轴的方向一致时为正号,相反为符号。
4)整圆编程时不可以使用R,只能用I、K。此外,在一般圆弧编程时,同时编入R与I、K,R有效。
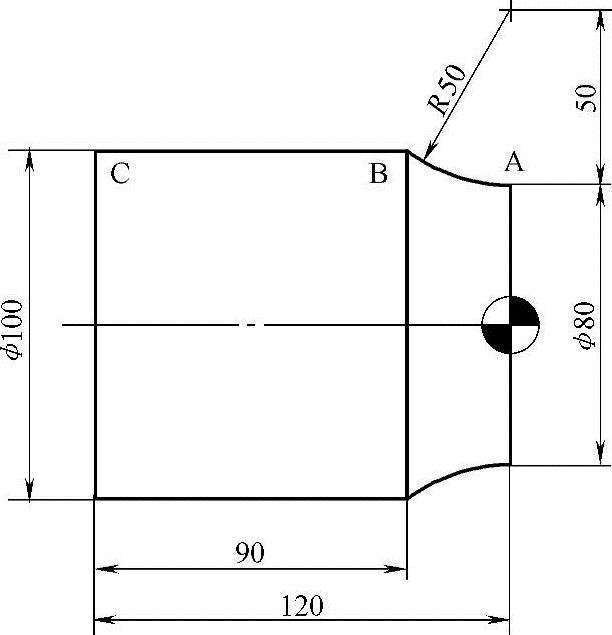
图2-29 零件图
3.应用
G02/G03指令用于圆弧成形面加工。(https://www.xing528.com)
4.编程实例
下面以图2-29所示的零件为例来介绍G02/G03指令。
数控加工程序为:
Nlo G99 GOO Xl00 Zl00 T0101; 每转进给,快速移动到换刀点,选择l号刀导入l号刀补
N20 M03 S500; 主轴正转,转速500 r/min
N30 GOO Xl00 Z2; 快速移动到起刀点
N40 G01 ZO F0.2; 移动到A点
绝对坐标程序:
N50 G02 Xl00 Z-30 R50; 圆弧插补到B点
或N50 G02 Xl00 Z-30 150 KO;
增量坐标程序:
N50 G02 U20 W-30 R50; 圆弧插补到B点
或N50 G02 U20 W-30 150 KO;
N60 Z-120; 移动到C点
N70 GOO Xl00 Zl00; 回换刀点
N80 M05; 主轴停止
N90 M30; 程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。