



1.互换性
现代化大规模生产需要零件具有互换性,所谓零件的互换性,就是从一批相同的零件中任取一件,不经修配就能装配使用,并能保证使用要求,零、部件的这种性质称为互换性。零、部件具有互换性,不但给装配、修理机器带来方便,还满足了各生产部门的协作化要求,为批量化大规模生产提供条件,缩短了生产周期,提高了劳动效率,降低了成本。为了满足互换性,我国制定了一系列统一的标准。下面简要介绍国家标准《极限与配合》(GB/T 1800.1~4)的基本内容。
2.尺寸公差
在加工过程中,由于各种因素(如机床的精度、刀具的精度、量具的精度以及环境温度等)的影响,不可能把零件的尺寸做得绝对精准,也就是说加工后的零件必然会存在一定的误差。误差无法避免,也消灭不了,但为了满足互换性的要求,我们必须将零件的尺寸误差控制在允许变动的范围内,这个允许的尺寸变动量称为公差。下面以圆柱孔尺寸ϕ(30±0.01)mm为例作简要说明,如图6-19所示。
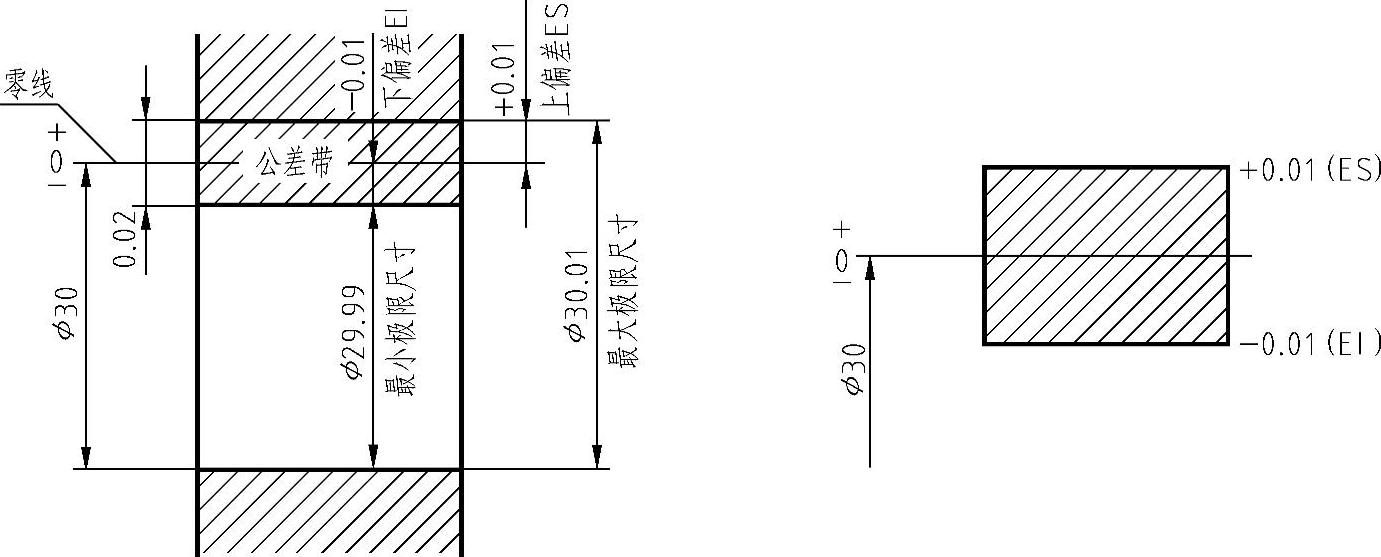
图6-19 尺寸公差术语图解
(1)基本尺寸 根据零件强度、结构和工艺性要求,设计时给定的尺寸:ϕ30mm。
(2)实际尺寸 通过测量所得到的尺寸。
(3)极限尺寸 允许尺寸变化的两个界限值,ϕ30mm+0.01mm=ϕ30.01mm和ϕ30mm-0.01mm=ϕ29.99mm。两个界限值中较大的一个称为最大极限尺寸:ϕ30.01mm;较小的一个称为最小极限尺寸ϕ29.99mm。
(4)极限偏差 最大极限尺寸和最小极限尺寸减基本尺寸所得的代数差。尺寸偏差如下:

统称极限偏差,孔的上、下偏差分别用大写字母ES和EI表示,轴的上、下偏差分别用小写字母es和ei表示。上、下偏差可以是正值、负值或零。
孔ϕ(30±0.01)mm的上偏差ES=+0.01mm,下偏差EI=-0.01mm。
轴ϕ(30±0.01)mm的上偏差es=+0.01mm,下偏差ei=-0.01mm。
(5)尺寸公差(简称公差) 允许实际尺寸的变动量。
尺寸公差=最大极限尺寸-最小极限尺寸=上偏差-下偏差
如孔ϕ(30±0.01)mm的公差=(30.01-29.99)mm=[+0.01-(-0.01)]mm=0.02mm
尺寸公差是一个变动量,因此没有正负之分。
(6)公差带和零线 由代表上、下偏差的两条直线所限定的一个区域称为公差带。为了便于分析,一般将尺寸公差与基本尺寸的关系按放大比例画成方框简图,称为公差带图。在公差带图中,表示基本尺寸的一条直线,称为零线,图6-19即圆柱孔尺寸ϕ(30±0.01)mm的公差带图。
3.配合
基本尺寸相同的相互结合的孔和轴公差带之间的关系称为配合。由于孔和轴的实际尺寸不同,配合后会产生间隙或过盈。孔的实际尺寸减去相配合的轴的尺寸之差为正时为间隙,为负时为过盈。根据机器的设计要求和生产实际的需要,国家标准将配合分为三类:
(1)间隙配合 孔的实际尺寸总比轴的实际尺寸大,装配在一起后,轴在孔中能自由转动或轴向移动。孔的公差带完全在轴的公差带之上,任取其中一对轴和孔相配都成为具有间隙,间隙配合包括最小间隙为零的配合,如图6-20所示。
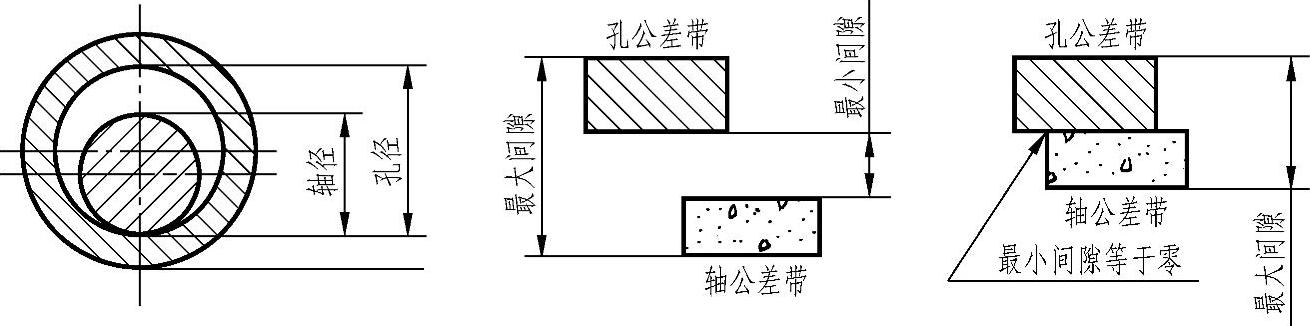
图6-20 间隙配合
(2)过盈配合 孔的实际尺寸总比轴的实际尺寸小,装配时需要借助外力,或将带孔零件加热膨胀后才能把轴装入孔中,轴与孔装配后不能做相对运动。孔的公差带完全在轴的公差带之下,任取其中一对轴和孔相配都成为具有过盈的配合,过盈配合包括最小过盈为零的配合,如图6-21所示。
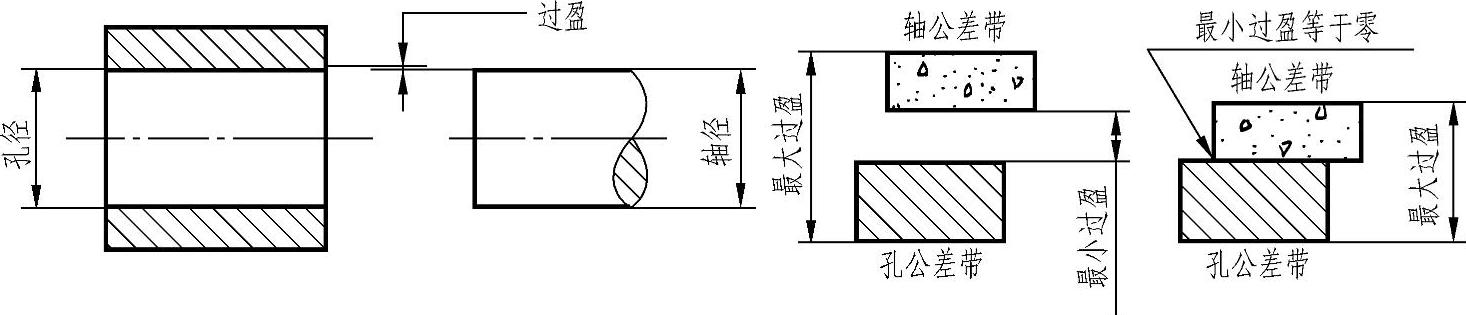
图6-21 过盈配合
(3)过渡配合 有时轴的实际尺寸比孔的实际尺寸大,有时则小。孔与轴装配后,轴比孔小时能活动,但比间隙配合稍紧;轴比孔大时不能活动,但比过盈配合稍松。这种介于间隙配合与过盈配合之间的配合,称为过渡配合。此时,孔和轴的公差带相互交叠,任取其中一对孔和轴相配合,可能具有间隙,也可能具有过盈,如图6-22所示。
4.标准公差和基本偏差
为了满足不同的配合要求,国标规定,孔、轴的公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带大小,基本偏差确定公差带位置,如图6-23所示。
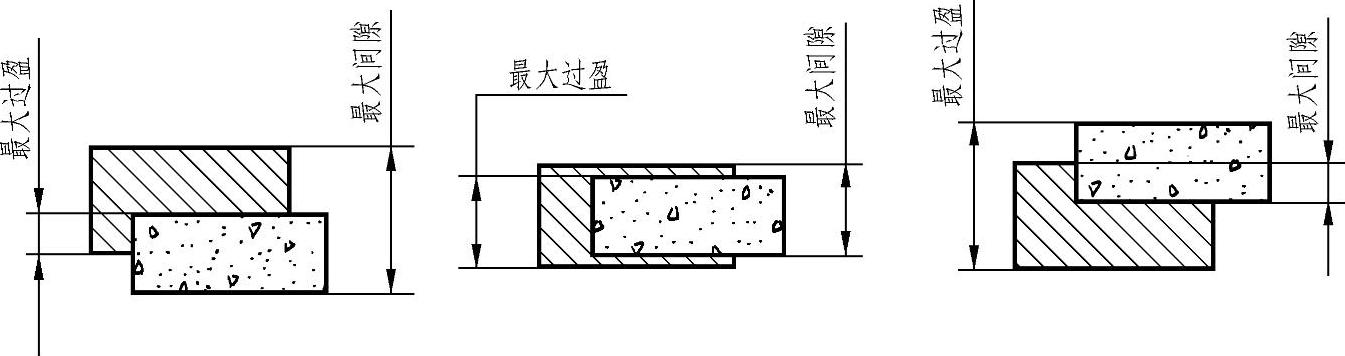
图 6-22
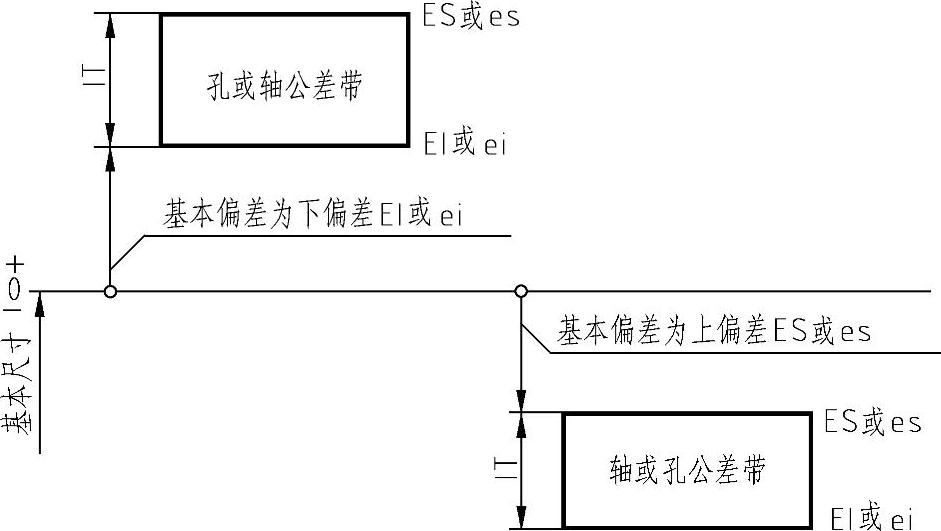
图6-23 公差带大小及位置
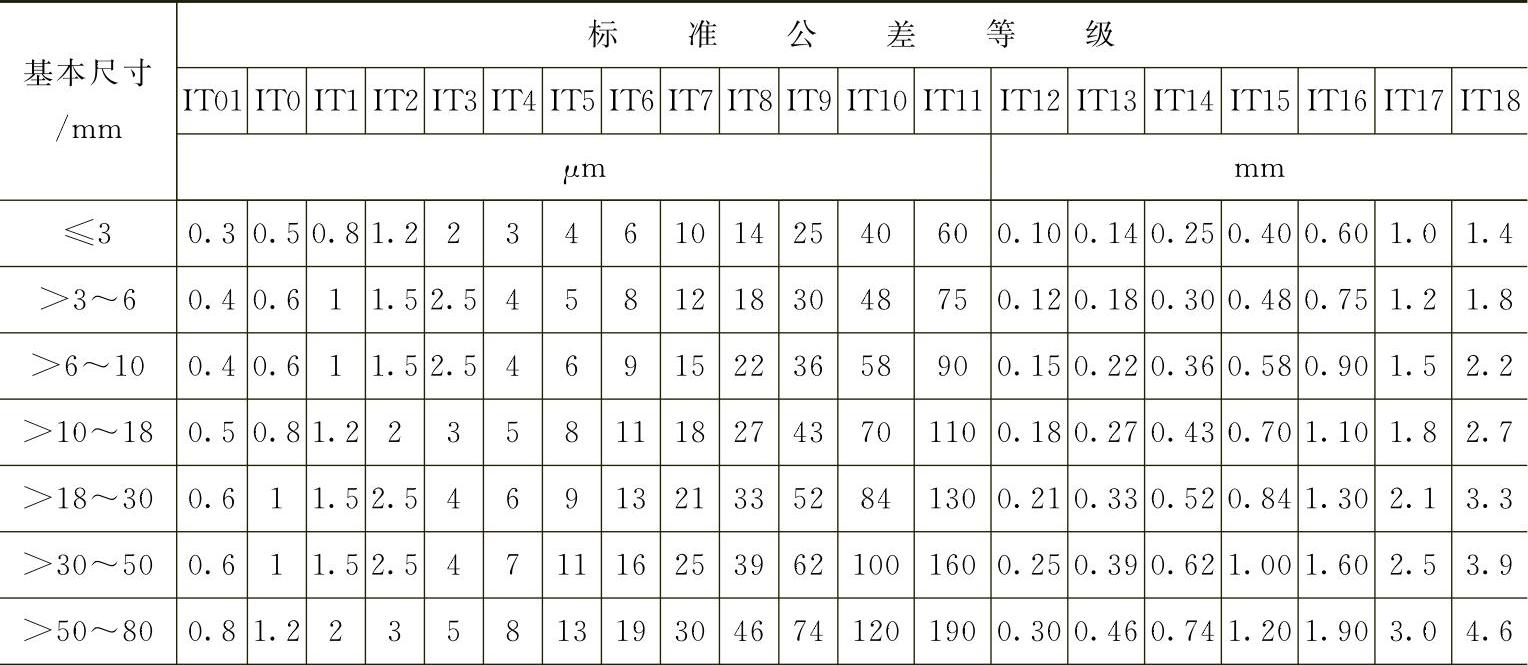
(1)基本公差 用以确定公差带大小的国标规定的任一公差。国家标准将标准公差等级分为20级:IT01、IT0、IT1~IT18。“IT”表示公差,后面的阿拉伯数字表示公差等级。IT01公差值最小,精度最高,IT18公差值最大,精度最低,IT01~IT18精度等级依次降低。IT01~IT11用于配合尺寸,IT12~IT18用于非配合尺寸。标准公差的数值可查表6-2。
表6-2 标准公差数值(GB/T 1800.4—1999)
(续)
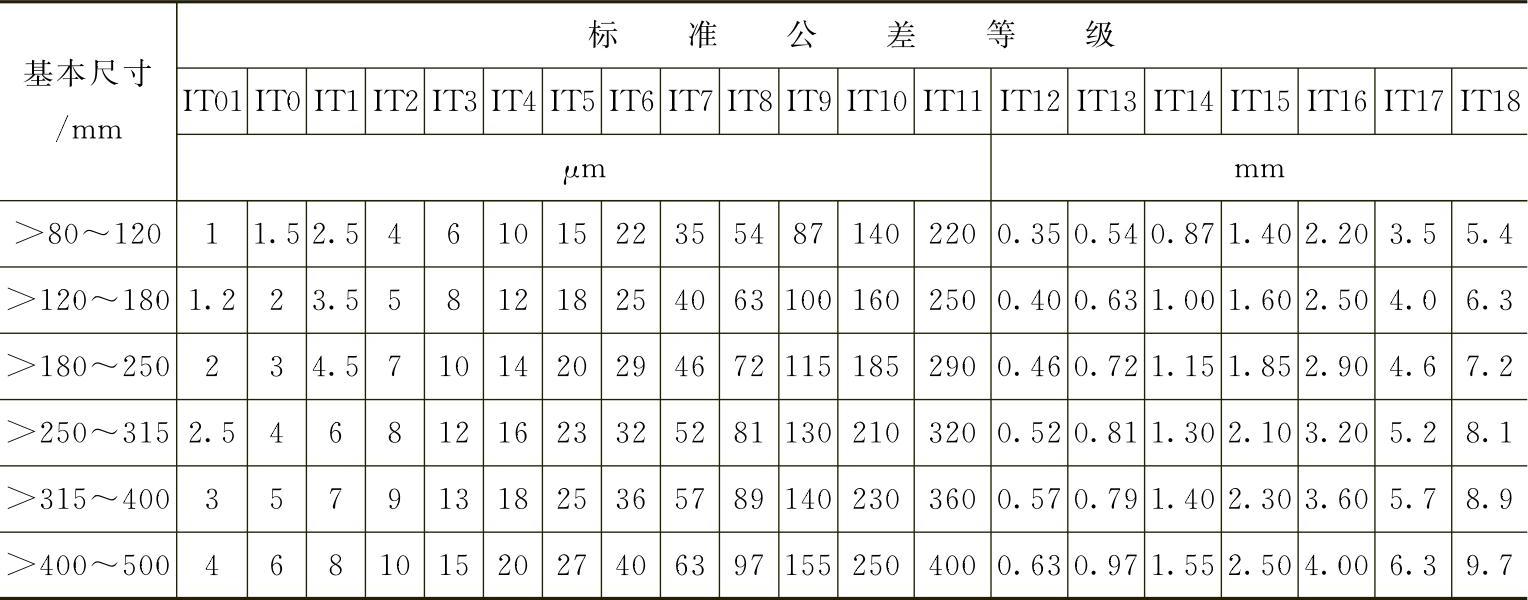
注:基本尺寸小于1mm时,无IT14~IT18。
(2)基本偏差 用以确定公差带相对于零线位置的上偏差或下偏差,一般是指孔或轴的公差带中靠近零线的那个偏差。基本偏差用字母表示,大写字母代表孔,小写字母代表轴。当公差带位于零线之上时,基本偏差为下偏差;当公差带位于零线之下时,基本偏差为上偏差。
根据国标规定,分别对孔和轴各规定了28个不同的基本偏差,如图6-24基本偏差系列图所示。
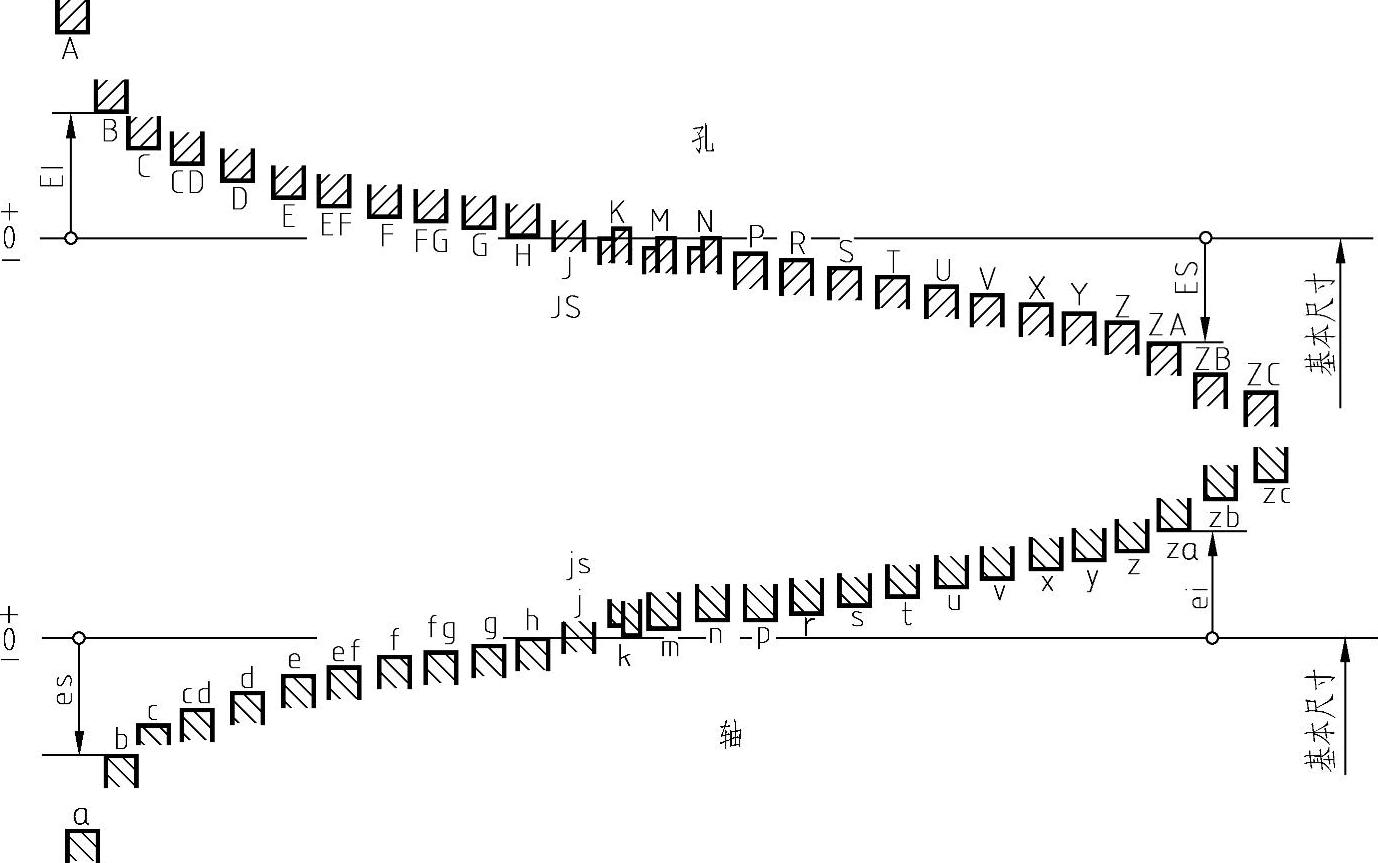
图6-24 基本偏差系列图
在轴的基本偏差系列图中,a~h基本偏差为上偏差(es),h的基本偏差es=0,j~zc基本偏差为下偏差(ei),js的公差带关于零线对称,其上、下偏差分别是+IT/2、-IT/2。
在孔的基本偏差系列图中,A~H基本偏差为下偏差(EI),H的基本偏差EI=0,J~ZC基本偏差为上偏差(ES),JS的公差带关于零线对称,其上、下偏差分别是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差带的大小,所以是半封闭的,一端开口,另一端未开口,由标准公差决定。
基本偏差和标准公差等级确定之后,孔、轴的公差带大小和位置就确定了,它们的配合性质也确定了。(https://www.xing528.com)
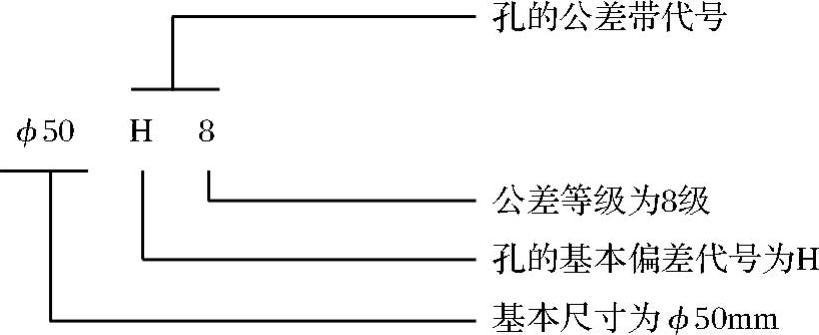
(3)孔、轴的公差带代号 由基本偏差代号与公差等级数字组成,并且用同一号字母和数字书写。例如ϕ50H8的含义如下:
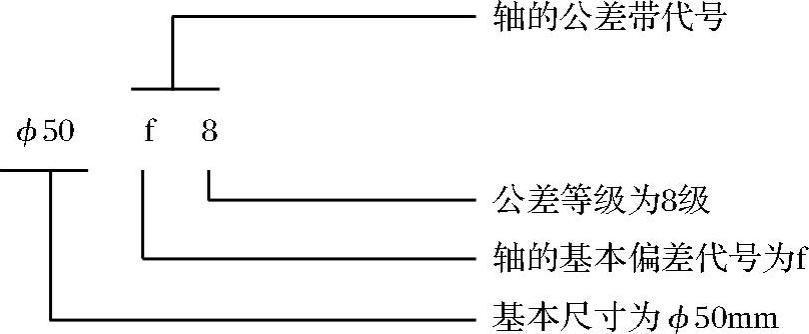
又如ϕ50f8的含义如下:
5.配合制
生产中,制造相互配合的孔、轴时,使其中一种(孔或轴)作为基准件,它的基本偏差固定,通过改变另一种的基本偏差来获得各种不同性质的配合制度称为配合制。国家标准规定了两种基本的配合制:
(1)基孔制 基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带构成各种配合的一种制度称为基孔制。这种制度在同一基本尺寸的配合中,是将孔的公差带位置固定,通过变动轴的公差带位置,得到各种不同的配合,如图6-25所示。
基孔制的孔称为基准孔。国标规定基准孔的下偏差为零,“H”为基准孔的基本偏差。
(2)基轴制 基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带构成各种配合的一种制度称为基轴制。这种制度在同一基本尺寸的配合中,是将轴的公差带位置固定,通过变动孔的公差带位置,得到各种不同的配合,如图6-25所示。
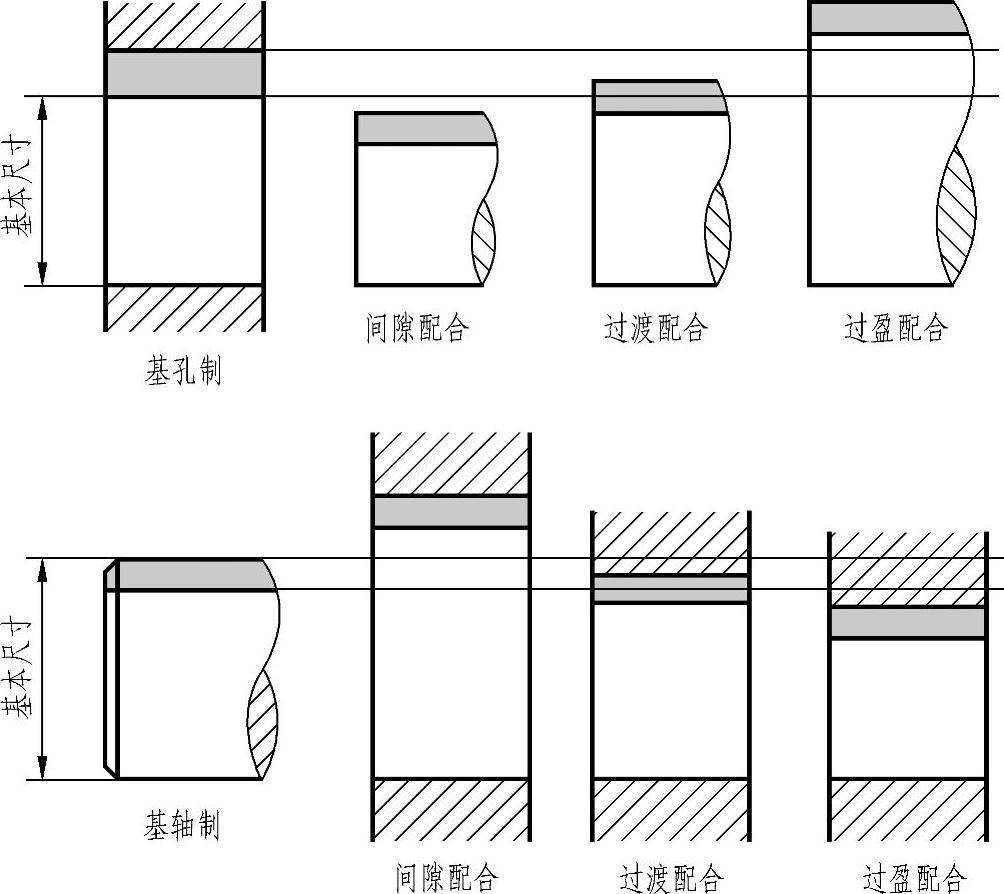
图6-25 基孔制与基轴制
基轴制的轴称为基准轴。国家标准规定基准轴的上偏差为零,“h”为基轴制的基本偏差。
6.极限与配合的标注
(1)在装配图中的标注方法 配合的代号由两个相互结合的孔和轴的公差带的代号组成,用分数形式表示,分子为孔的公差带代号,分母为轴的公差带代号,通常分子中含H的为基孔制配合,分母中含h的为基轴制配合。标注的通用形式如图6-26所示。
(2)在零件图中的标注方法 在零件图中的标注有三种形式,图6-27a以公差带的代号形式标注;图6-27b以极限偏差数值的形式标注;图6-27c以公差带代号和极限偏差数值一起标注。
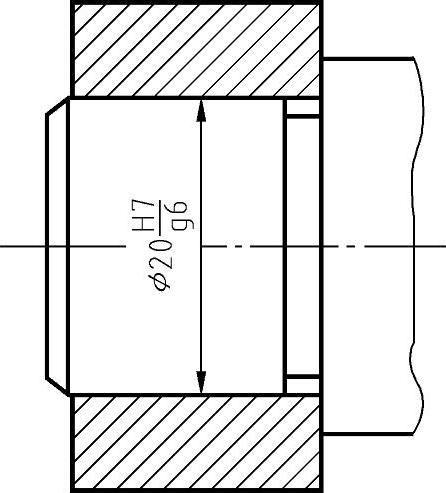
图6-26 装配图中尺寸公差标注的通用形式
7.优先和常用配合
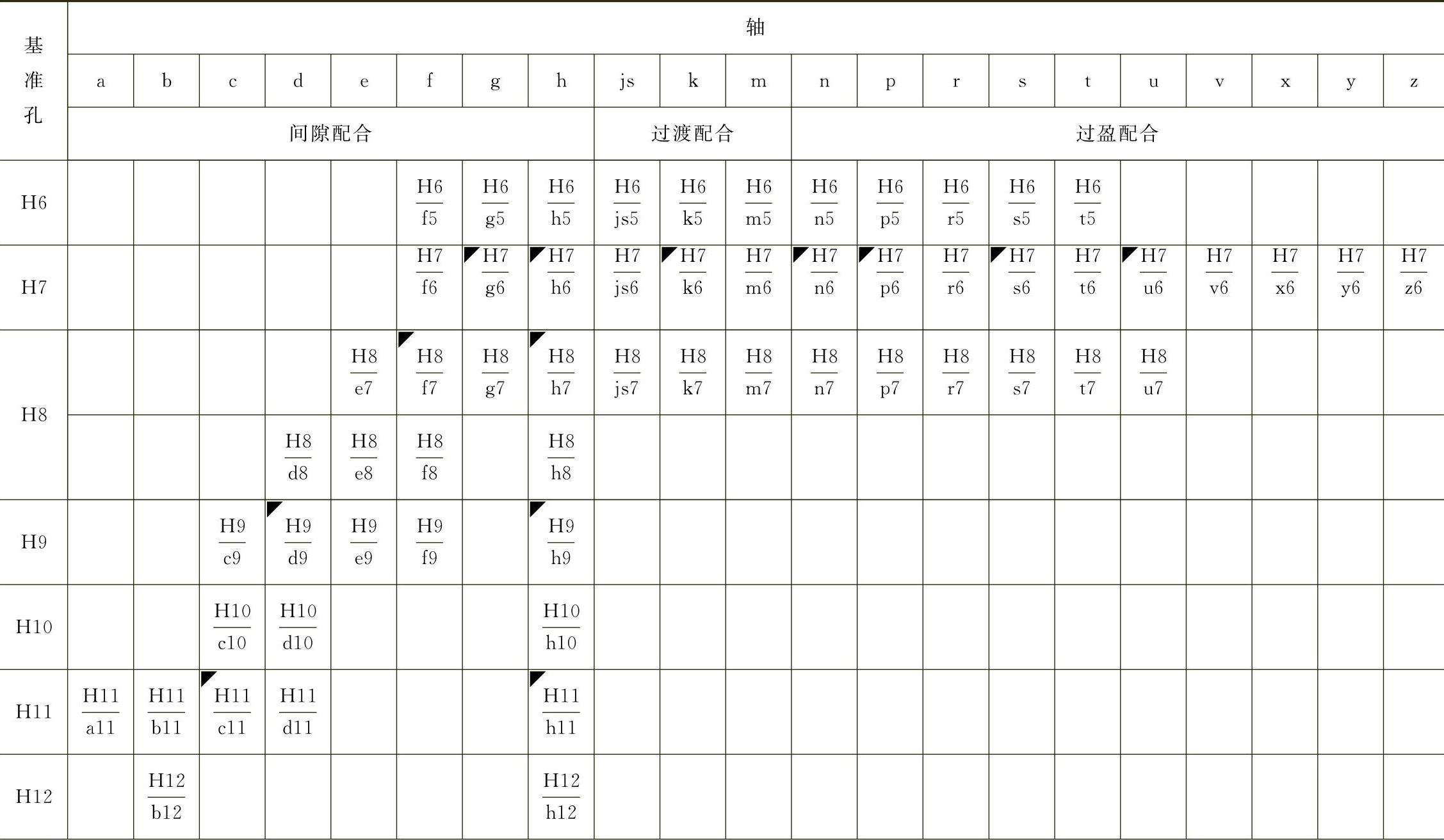
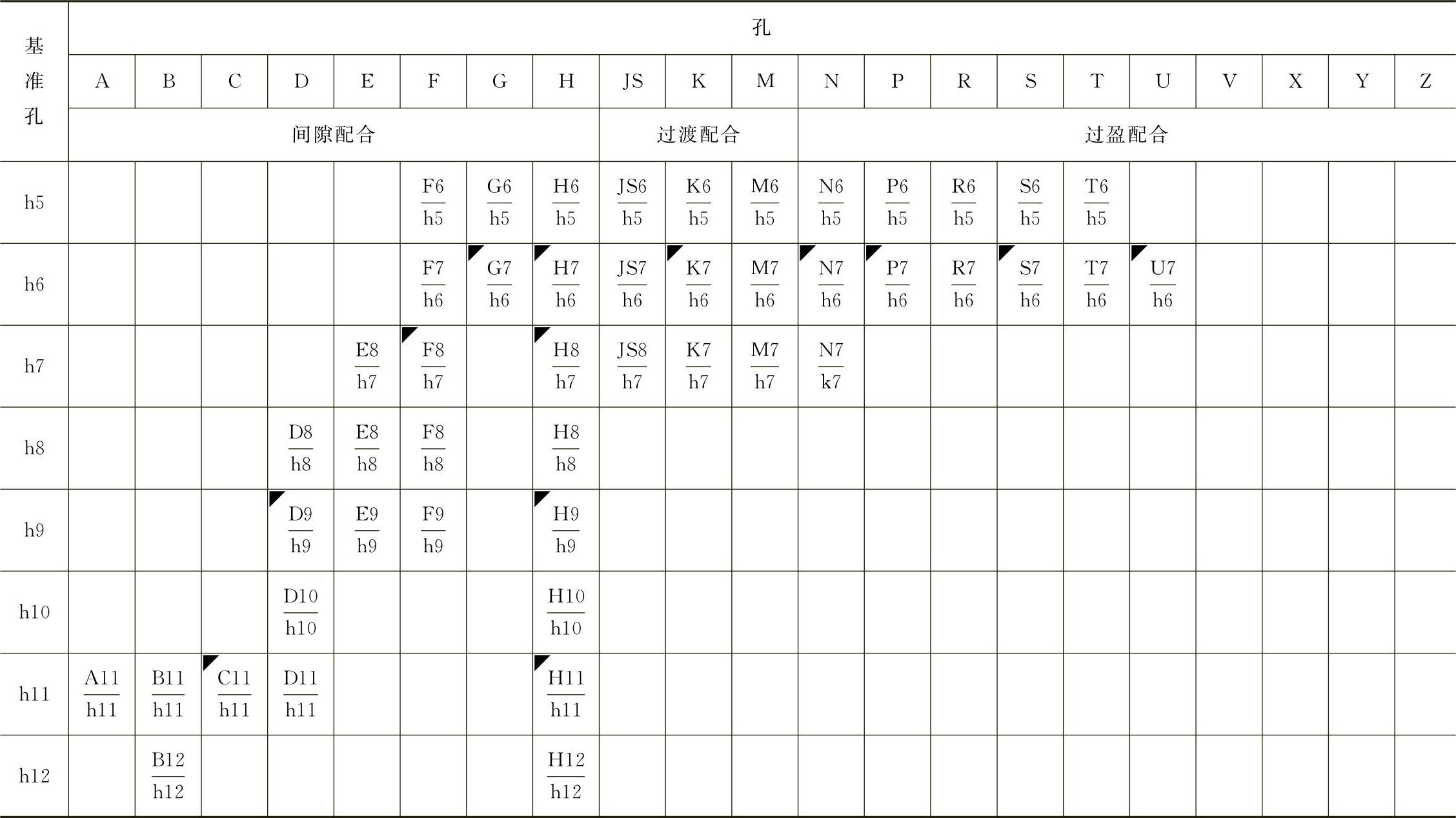
为了避免刀具和量具的规格品种过于繁多,国家标准GB/T 1801—1999对公差带和配合的选用做了规定,规定了59种基孔制常用配合,47种基轴制常用配合,见表6-3。
表6-3 基孔制优先和常用配合(G B/T1801—1999)
(续)
1. 、
、 的基本尺寸≤3mm和
的基本尺寸≤3mm和 的基本尺寸≤100mm时,为过渡配合。
的基本尺寸≤100mm时,为过渡配合。
2.标注◤符号者为优先配合。
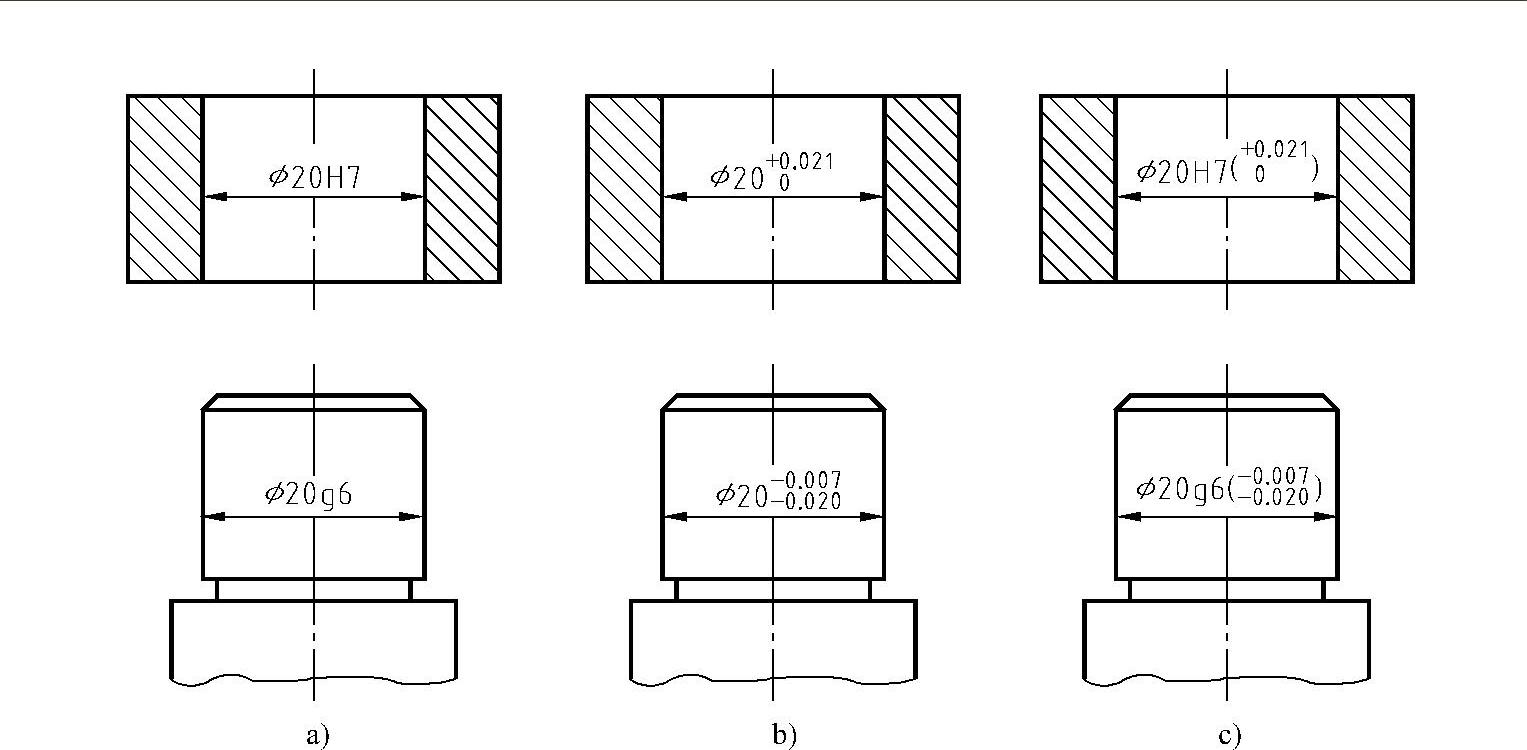
图6-27 零件图中尺寸公差的标注方法
8.极限与配合的标注的查表
(1)零件图上的标注 一般情况下,零件图上一些重要的尺寸应标注出极限偏差或公差带代号。用公差带代号标注含义如图6-28所示。
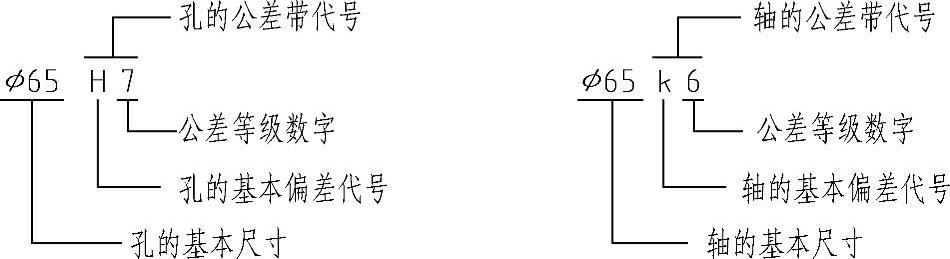
图6-28 公差带代号标注含义
用于大批量生产的零件图,可只注公差带代号。公差带代号的注写形式如图6-29a所示;用于中小批量生产的零件图,一般可只注极限偏差,如图6-29b所示;如要求同时标注公差带代号及相应的极限偏差时,其极限偏差应加上圆括号,如图6-29c所示。
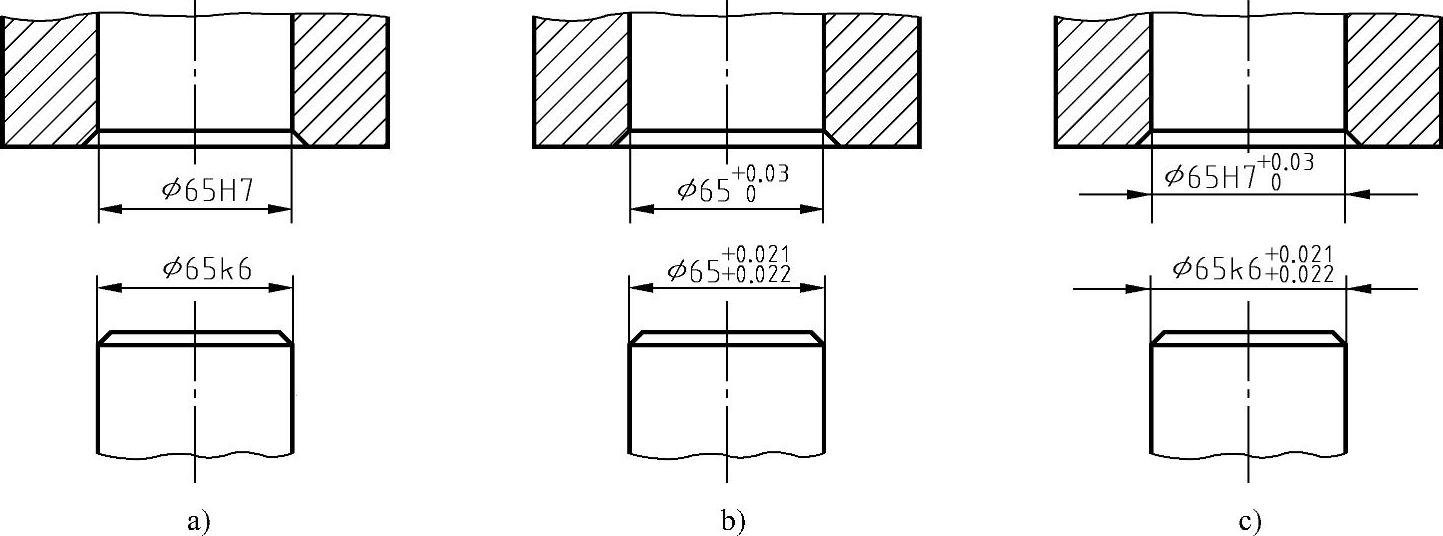
图6-29 公差带代号的注写形式
标注时应注意,上下偏差绝对值不同时,偏差数字用比基本尺寸数字小一号的字体书写,下偏差应与基本尺寸注在同一底线上,如图6-30a所示;若某一偏差为零时,数字“0”不能省略,必须标出,并与另一偏差的整数个位对齐,如图6-30b所示;若上下偏差绝对值相同符号相反时,则偏差数字只写一个,并与基本尺寸数字字号相同,如图6-30c所示。

图6-30 上下偏差标注
(2)装配图上的标注 在装配图上,一般标注配合代号,也可标注极限偏差。在装配图上标注线性尺寸的配合代号时,配合代号必须注写在基本尺寸的右边,用分数形式注出,分子为孔的公差带代号,分母为轴的公差带代号,如图6-31a所示。也允许按图6-31b所示的形式标注。
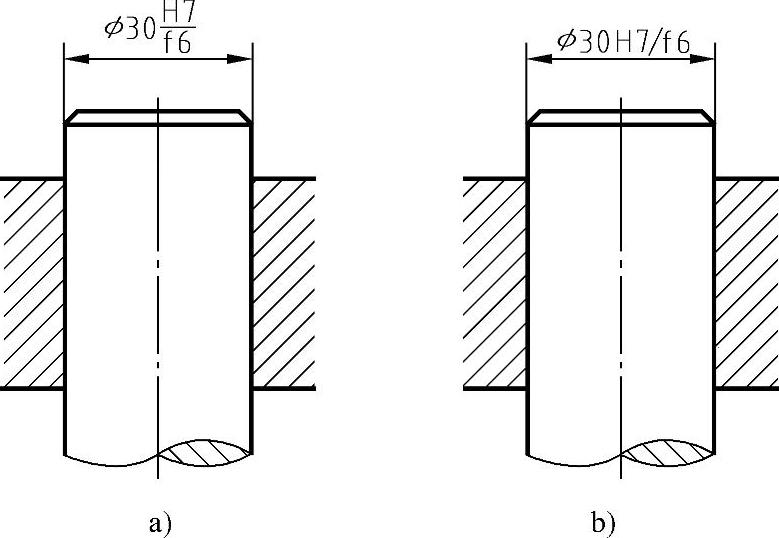
图6-31 装配图上的标注形式
在装配图中标注相配零件的极限偏差时,孔的基本尺寸和极限偏差注写在尺寸线的上方,轴的基本尺寸和极限偏差注写在尺寸线的下方,如图6-32a所示。也允许按图6-32b所示形式标注。
零件(孔或轴)与标准件、外购件配合时,只标注零件的公差带代号,如图6-33所示。
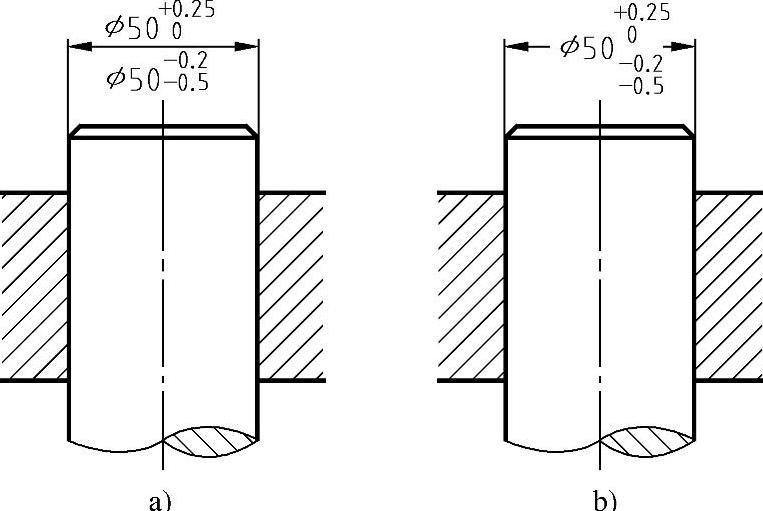
图6-32 相配零件的极限偏差
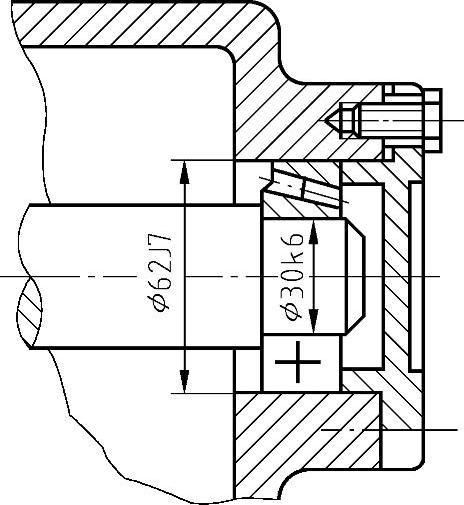
图6-33 零件与标准件、外购件配合标注
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。