



液力偶合器的叶轮成型工艺除采用铸造方法成型外,用焊接方法也是常用的工艺技术之一。特别是对调速型大规格偶合器叶轮,各生产企业中普遍采用焊接制造,该技术可减少模具的制造费用,保证叶轮叶片的质量,提高生产效率。
1.机加工—焊接叶轮制造技术
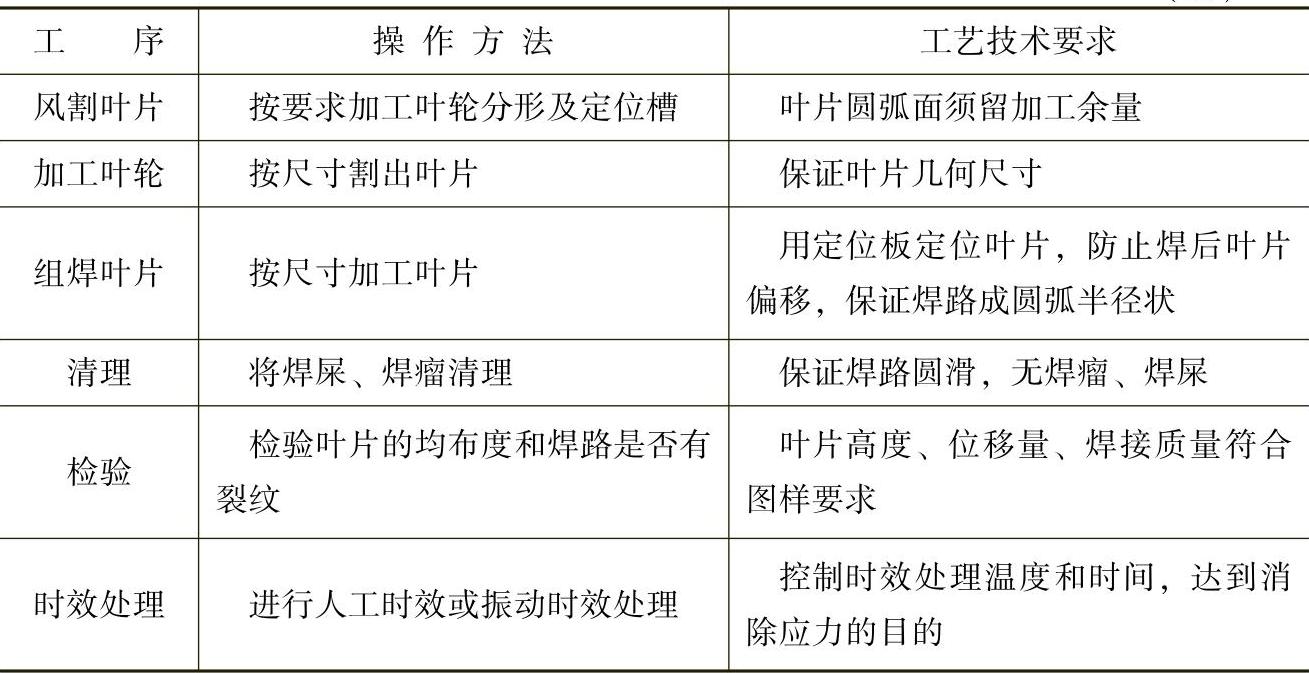
此技术制造叶轮分二步进行。第一步先铸出叶轮的腔型,然后加工,铣定位槽;第二步,将割铣好的叶片,插入定位槽内焊接。具体工艺技术见表2-20和图2-1。
表2-20 机加工—焊接叶轮制造技术
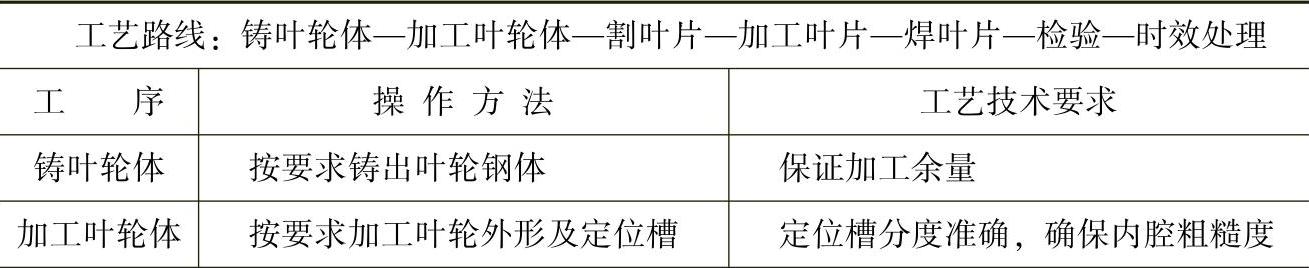
(续)
注:铸造叶轮体的材料要与叶片的材料和焊条的材料接近,否则,会出现裂纹等缺陷。
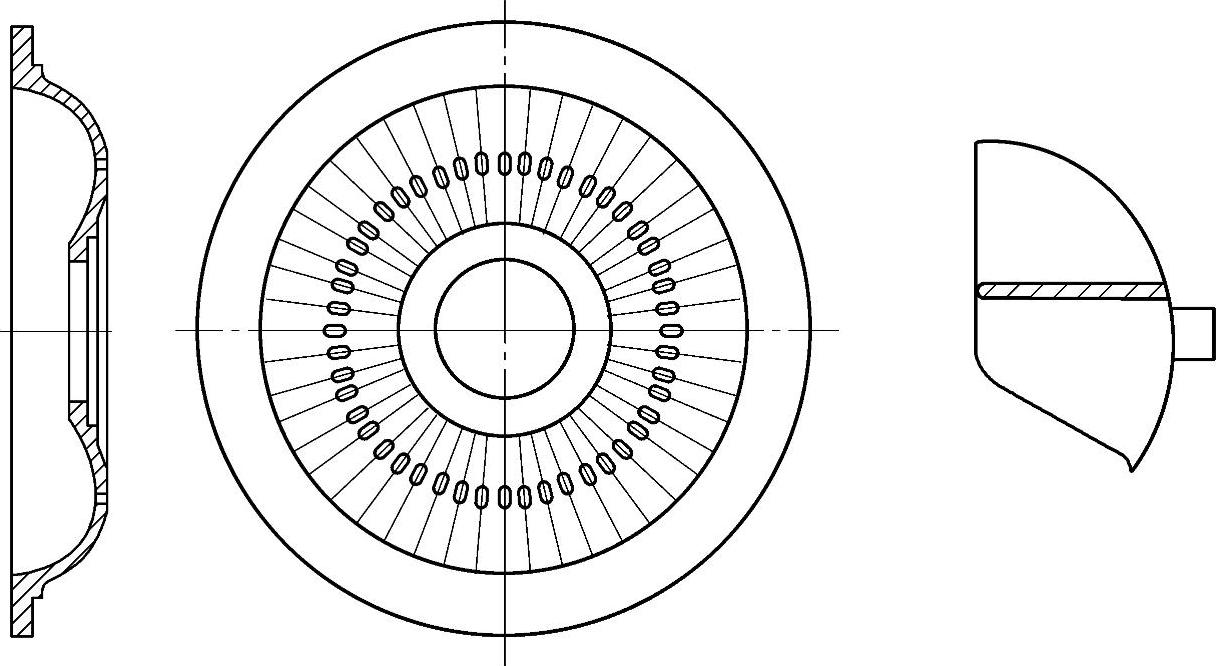
图2-1 焊接叶轮示意图
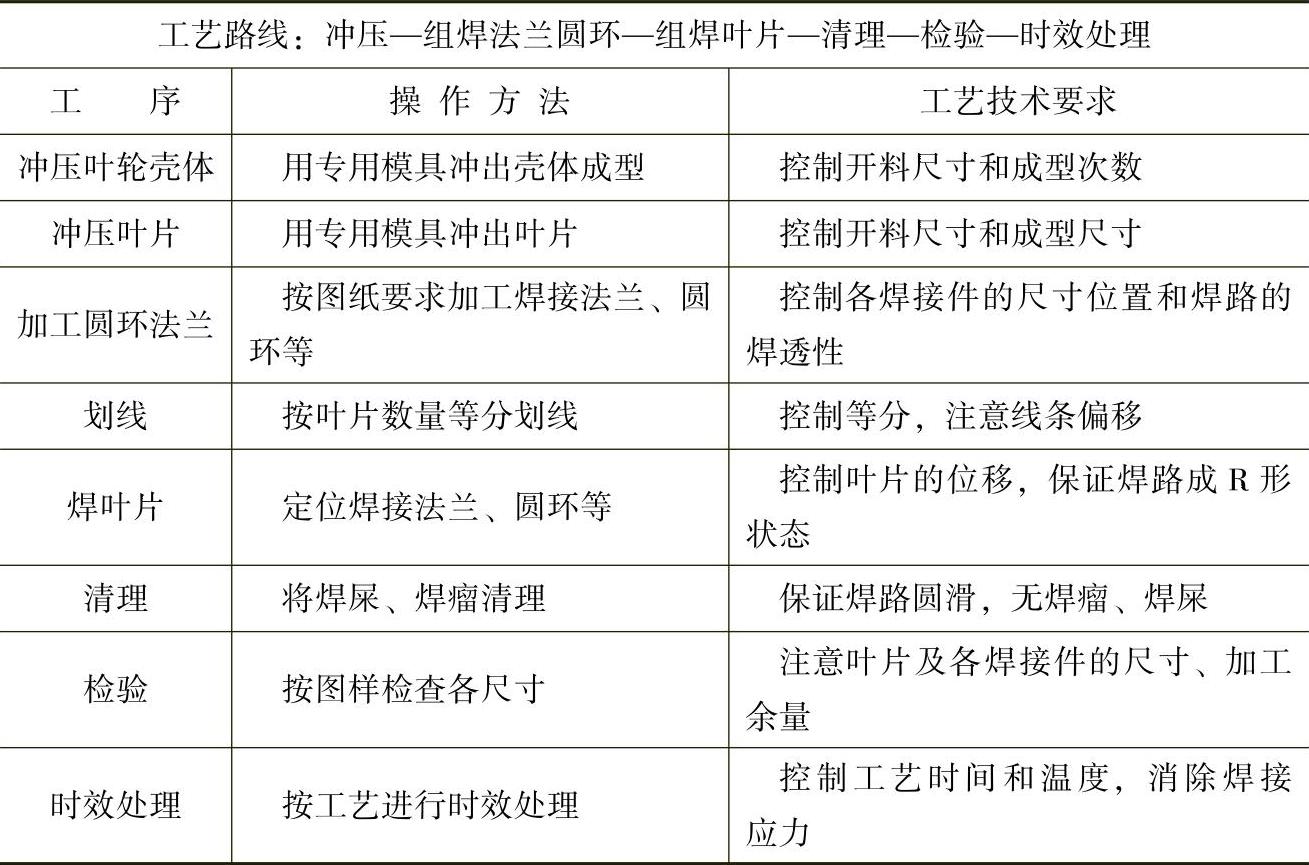
2.冲压—焊接叶片制造技术
冲压—焊接叶片制造技术一般用于中小规格的液力偶合器,对大规格液力偶合器是不用这种工艺方法的。该技术要制造叶轮体和叶片的冲压模,先分别冲出叶轮和叶片,然后将法兰焊上叶轮体,再焊叶片成型,从而完成冲压焊接的制造过程,见图2-2及表2-21。
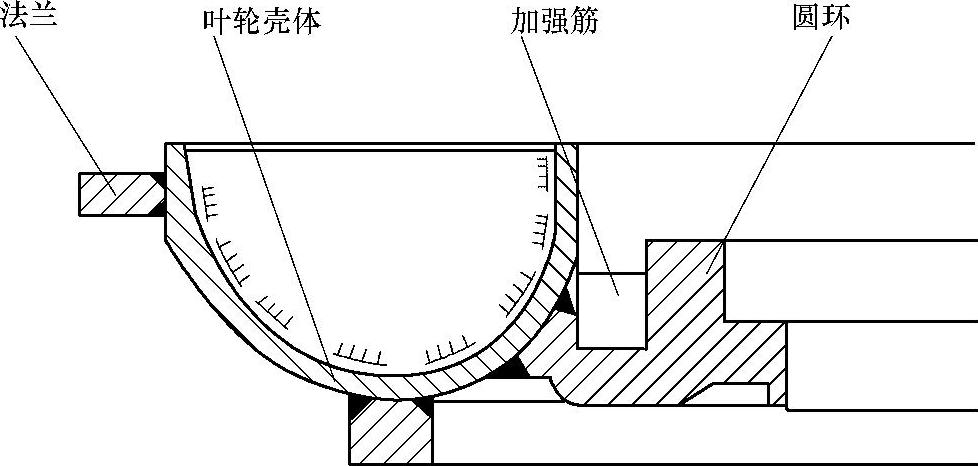
图2-2 冲压—焊接叶轮示意图
表2-21 冲压—焊接叶轮工艺技术
3.冲压—铆接—点焊叶轮制造技术
冲压—铆接—点焊叶轮的工艺制造技术与冲压—焊接叶轮制造技术基本相同,该技术对限矩型偶合器的泵轮是不能采用铆接的,因为铆接叶片的铆钉头铆合得不好,会渗漏。所以泵轮一般都是采用碰焊将叶片焊在轮体内,而对涡轮和调速型液力偶合器的二个叶轮则可用铆接方法,但此方法也有限制,它只适宜中、小规格的液力偶合器叶轮,对于大规格液力偶合器的叶轮是不采用此种技术的,见图2-3及表2-22。(https://www.xing528.com)
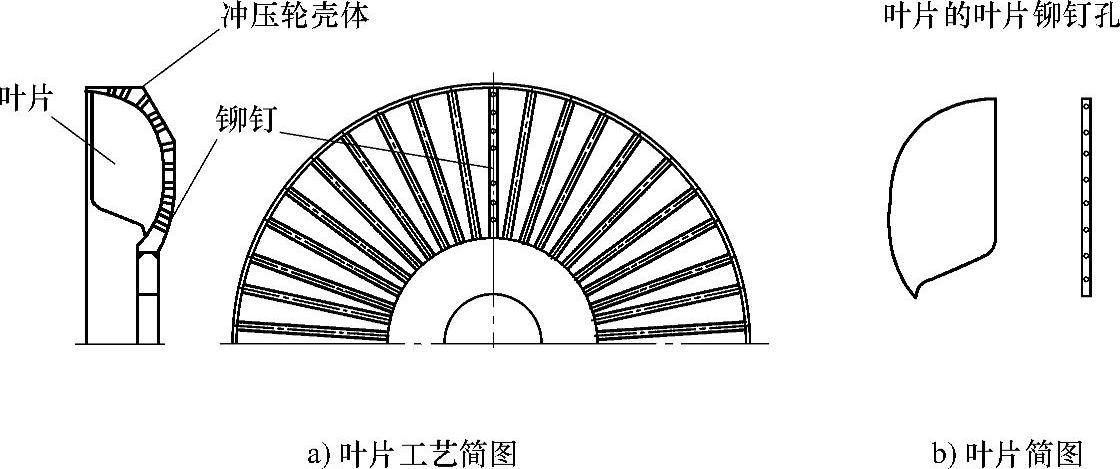
图2-3 冲压—铆接—点焊叶轮示意图
表2-22 冲压—铆接—点焊叶轮制造技术
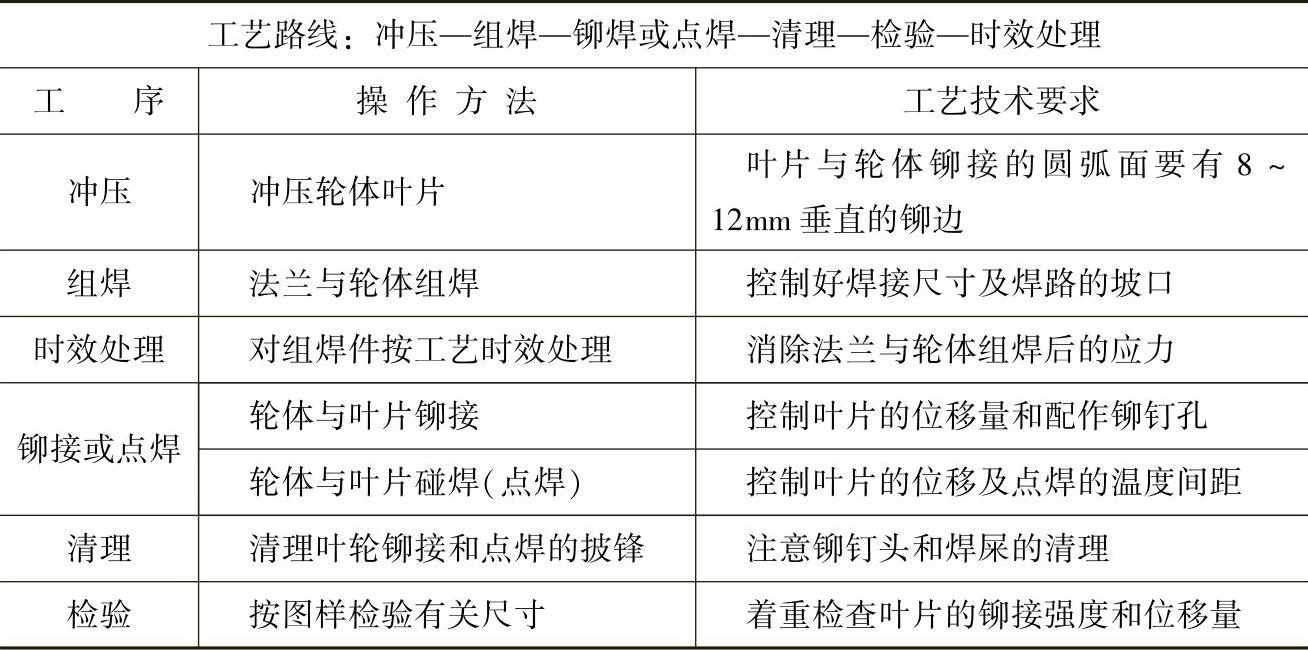
注:1.冲压的轮体和叶片可采用不锈钢材料。
2.采用低炭钢材料须进行防锈处理才铆接。
3.处型强度不够时可在适当的位置焊筋加固。
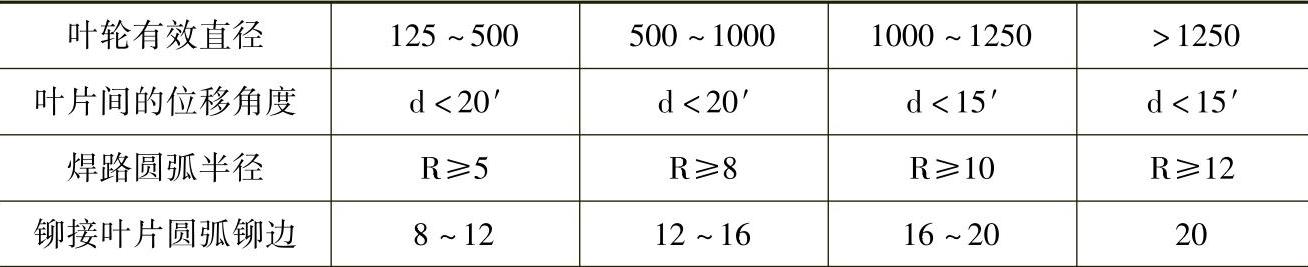
4.冲压、焊接叶轮尺寸参数表(见表2-23)
表2-23 冲压、焊接叶轮主要尺寸参数 (单位:mm)
5.冲压、焊接液力偶合器叶轮加工要点
由于冲压、焊接的偶合器叶轮不是一次成型,而是通过多件组合、焊接而成的轮坯,总体壁厚较薄,加工余量小,所以在加工中要掌握以下几个要点:
1)由于无装夹凸台,须用适合的工装装夹。
2)装夹的力度要有所控制,否则会引起局部变形。
3)调头加工的余量、借料等要适当。
4)焊接产生的变形会引起同一加工面的余量不均,须精铰。
5)焊路的加工会出现局部缺陷,遇到这种情况应修复后再精加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。