



滚动轴承的检修主要包括轴承检查、轴承拆装、轴承游隙检查及调整等。
(一)滚动轴承的检查
1)轴承洗净擦干后检查其表面的粗糙程度,观察有无裂痕、锈蚀、脱皮等缺陷。
2)检查滚动体的形状和彼此尺寸是否相同,以及保持架的松动情况。
3)检查轴承旋转的灵活程度,用手拨动轴承旋转,然后任其减速自行停止。一个良好的滚动轴承在快速旋转时应转动平稳,无振动,略有轻微声响,停转后无倒转现象。
(二)滚动轴承的拆卸
拆卸轴承时,其拆卸力量及着力点都应直接加在待配合的内、外圈的端面上,而不能通过滚动体传递压力,这是拆卸轴承的基本原则。
1.常规拆卸法(锤子拆卸、压力机拆卸、拉马拆卸)
1)当轴承外圈与轴承座孔为紧配合时,在拆卸时可先将轴拉出,然后将轴承按装配相反的方向打出或压出(注意:此时着力点应为轴承外圈)。
2)当轴承内圈与轴、外圈与壳体均为紧配合时,在拆卸时通常可将轴与轴承从轴承座孔中同时取出,然后再把轴承从轴上拆卸下来。
3)通常减速器内圈与轴配合较紧,故拆卸力的着力点应在内圈端面上。
2.油加热法拆卸轴承
若轴承内圈与轴颈配合很紧时,为了不损坏配合面,可用热油加热轴承内圈,即用油壶将80~100℃的热油浇在轴承的内圈上,待内圈受热膨胀开始松动时,再用拆卸器将轴承卸下。
3.破坏拆卸
若轴承已锈死,无法用常规拆卸法将其拆除,只能用破坏法将其拆掉,如图4-26所示。
(三)滚动轴承的装配工艺
1.滚动轴承的装配原则
1)若以外圈作支承,内圈随轴一起转动时,则应先装内圈后装外圈。
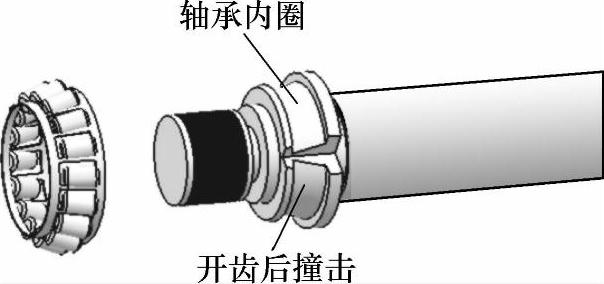
图4-26 用破坏法拆除轴承
2)若以内圈作支承,外圈随轴一起转动时,则应根据实际情况定顺序。一般情况下,凡是配合比较紧、装配工作比较复杂且对下一工序的组装有利的应先装。
2.滚动轴承的加热装配
一般小型设备所用的滚动轴承均可在常温下安装。当轴承内圈与轴的配合有较大的过盈值,或大型轴承的安装,以及不能用压力安装的精密轴承时,都应采用加热安装。
轴承加热的方法一般采用热油加热。加热时,先将轴承浸入到装有矿物油的油桶中,加热时间一般为15~20min,使轴承与油同时达到所需的温度(80~100℃)。轴承与桶底不要接触,以免受热不均。除用油加热外,还可用高频发生器或恒温电热箱进行加热(加热温度不应超过120℃)。切记,绝不允许用明火或不可控的热源进行加热。加热后,对准套装部位迅速推入,再用铜棒敲打轴承内圈,使其安装到正确位置。
3.推力球轴承的装配
安装推力球轴承时,除了应按一般装配原则之外,还必须检查轴承中不旋转的推力座圈(松圈)和壳体孔之间的游隙a,如图4-27所示。这游隙主要是为了补偿零件加工和安装上的误差,因为当旋转的和不旋转的推力座圈中心线有偏移时,此游隙可以保证其自动调整,否则将会引起轴承剧烈磨损。游隙a的值一般为0.2~0.3mm。
4.滚动轴承装配游隙的调整
滚动轴承装配游隙的功用是,保证滚动体的正常运转和润滑以及补偿热膨胀。滚动轴承装配游隙调整的正确与否,不仅影响轴承本身的正常工作和使用寿命,而且也影响整台机器的运转质量。
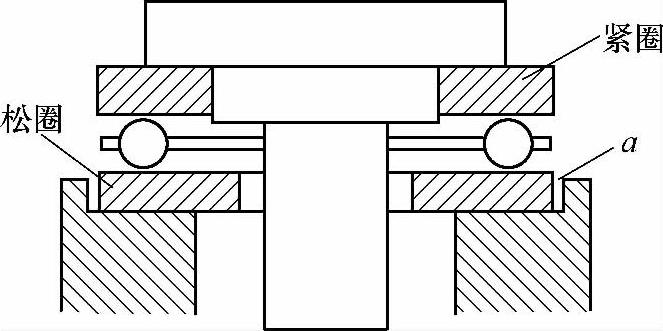
图4-27 推力轴承的装配
(1)径向游隙不可调整的向心轴承装配原则 游隙不可调整的滚动轴承有:单列向心球轴承、调心球轴承、圆柱滚子轴承(注意:这些轴承的游隙在出厂时已确定好,不能对其进行调整)。
装配在轴两端的径向游隙不可调,且轴的轴向位移是以两端盖限定的向心轴承时,其一端轴承紧靠端盖,另一端必须按随机技术文件留出轴向间隙c(图4-28);无规定时,留出的间隙应为0.2~0.4mm。
(2)装配游隙调整方法 游隙可调整的滚动轴承有:角接触球轴承、单列向心推力圆锥滚子轴承、推力球轴承、单向推力圆锥滚子轴承等几种。这些滚动轴承的游隙一般都在安装和使用时调整,各种游隙可调整的滚动轴承的轴向游隙数值见表4-4。(https://www.xing528.com)
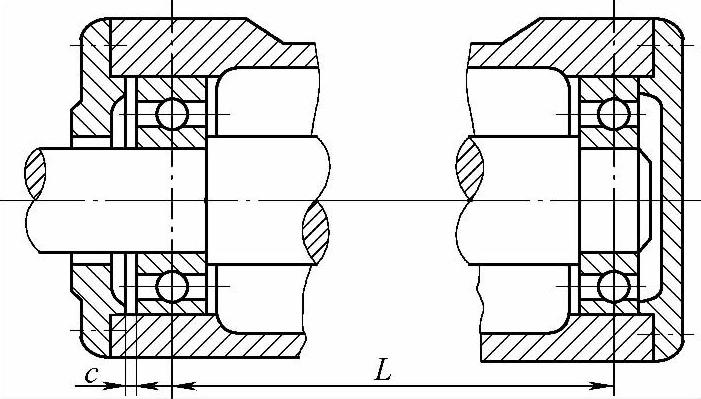
图4-28 径向游隙不可调整的向心轴承的装配
表4-4 各种游隙可调整的滚动轴承的轴向游隙数值 (单位:mm)
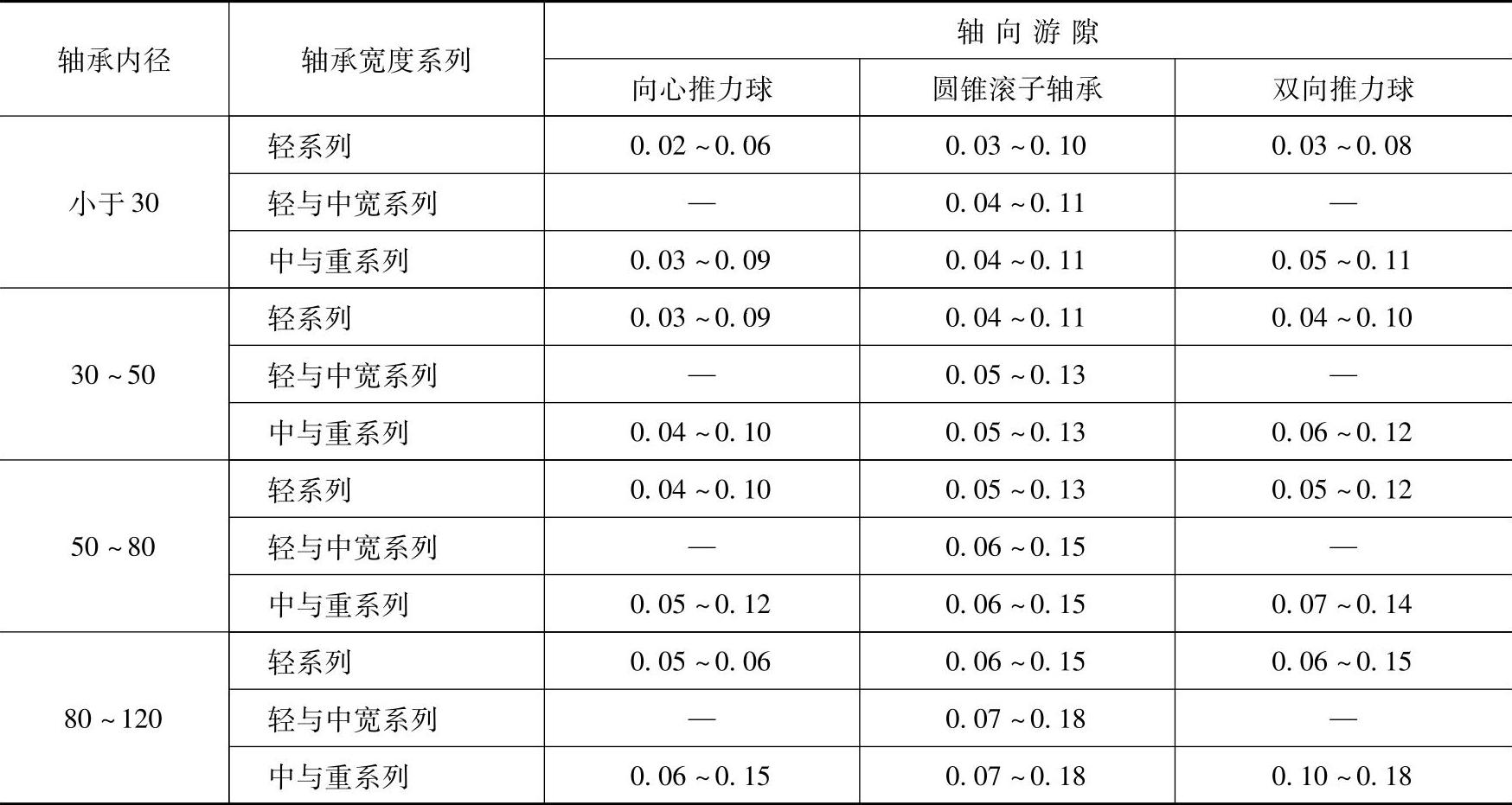
注:1.当要求有较高的转动精密度或工作温度较低或轴的长度较短时,取表中较小值。
2.当转动精度较低或工作温度较高或轴的长度较长时,则取表中较大值。
3.在比较重要的情况下,必须校验轴的受热伸长量,必要时可采用超过表中规定的最大轴向游隙值。当轴向游
隙确定后,即可调整游隙。
游隙可调整的滚动轴承,因其轴向游隙和径向游隙之间有正比例的关系,所以,只要调整好轴向游隙,就可获得需要的径向游隙,而且它们一般都是成对使用的(装在轴的两端或一端),因此,只要调整一个滚动轴承的游隙即可。
1)垫片调整法,如图4-29a所示。先把端盖处原有的垫片全部拆出,然后拧紧端盖的调整螺钉,一端用手缓慢地转动轴,当感觉到轴转动发紧时,就停止拧紧调整螺钉,此时轴承内无游隙。这时用塞尺测量端盖与壳体端面间的间隙K。最后在端盖处加上轴向游隙c的垫片,此时的垫片厚度为K+c,拧紧调整螺钉之后,轴承便产生了轴向游隙c(c按装配技术要求确定)。
2)螺钉调整法,如图4-29b所示。先把调整螺钉上的锁紧螺母松开,然后拧紧调整螺钉的止推盘,使轴转动时感到发紧即可,最后,根据轴向游隙的要求将调整螺钉倒拧一定的角度,并把锁紧螺母拧紧以防调整螺钉松动。
3)止推环调整法,如图4-29c所示。先把具有外螺纹的止推环拧紧,至轴转动发紧时,然后根据轴向游隙的要求将止推环倒拧一定的角度,最后用止动片固定即可。
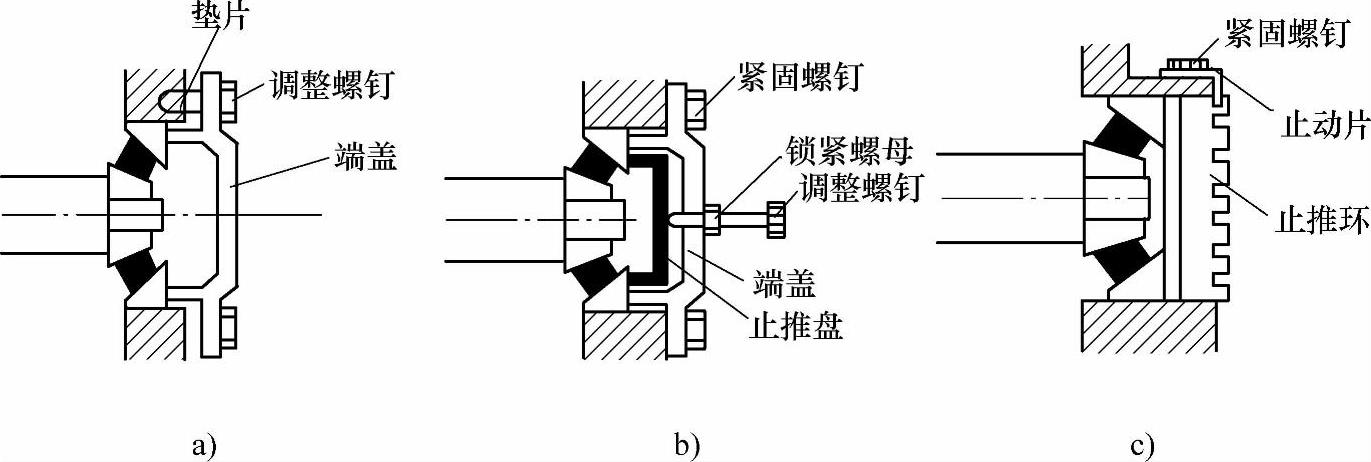
图4-29 滚动轴承游隙的常用调整方法
a)垫片调整法 b)螺钉调整法 c)止推环调整法
(四)滚动轴承的安装质量标准
1)轴承型号应符合设计要求,外观应无裂纹和锈蚀等缺陷,轴承的总游动间隙应符合设备技术文件的规定。
2)轴承在轴颈上的装配紧力应符合设备技术文件的规定,内套与轴不得产生滑动,不得安装垫片。
3)轴承外圈与外壳间轴向及径向的配合,应符合设备技术文件的规定;膨胀端轴承应留有足够的热膨胀间隙,其热膨胀值无规定时可按式(4-1)计算,即

式中 l——热伸长值,单位为mm;
t——轴周围介质最高温度,单位为℃;
L——轴承之间的轴长度,单位为mm。
4)用热油加热轴承时,油温不得超过100℃,在加热过程中轴承不得与加热容器的底接触。
5)安装轴承座应符合下列要求:
①轴承座应无裂纹、砂眼等缺陷,内外应无飞边及型砂。
②轴承座冷却水室或油室中的冷却水管在安装前必须经水压试验合格,试验压力应为冷却水最高压力的1.25倍。
③轴承座与台板的调整垫片,不应超过三片(绝缘片不在内),垫片的面积不应小于轴承座的支承面。
④轴与轴封卡圈的径向间隙应符合设备技术文件的规定,轴封应严密无渗漏。
⑤采用润滑脂润滑的滚动轴承的装油量,对于低速机械一般不大于整个轴承室容积的2/3,对于1500r/min以上的机械不宜大于1/2。
⑥油位计应安装牢固,不得漏油;油位计上端应与大气相通;密闭油室的呼吸器应清洁畅通;机械设备上的各种油位计在安装时应对其标注刻度进行复测;滚动轴承的底部滚子应浸入油液中1/3~1/2。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。