



(一)机械连接方法及工艺步骤
机械连接主要采用带扣(钩爪)连接,带扣除常见的齿形带扣外,还有很多种类型,新型专利也不断涌现,如图6-9所示,连接工艺步骤如下:
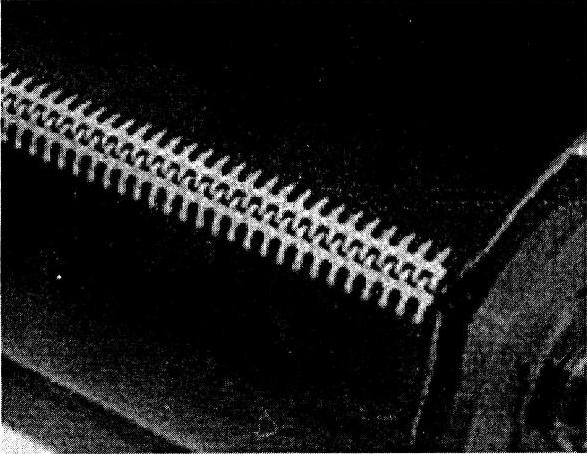
图6-9 带扣
1)裁剪胶带。沿胶带垂直方向裁剪胶带,胶带切口与胶带轴线垂直度误差小于2mm/m。
2)安装带扣。带扣打紧后,应确保扣钉穿透胶带,扣身与胶带连接紧密无缝隙,销轴弯曲灵活。
3)胶带试运转。带扣试运转时,应检查是否出现单面跑偏现象或与胶带附件(如刮煤器、清扫器等)干涉。
4)带扣的适用要求。带扣通常适用于短、窄胶带连接或临时事故处理,带扣由于对胶带存在多点穿透,在局部强度上低于胶带粘接强度(钩爪的连接低于胶带强度的40%,带扣的连接强度一般低于胶带强度的90%),带扣金属连接的寿命也低于粘接胶带。在安装有犁煤器的胶带上不宜使用带扣。不推荐把带扣连接作为胶带的标准常用连接手段。
(二)冷粘方法及工艺步骤
冷粘胶带是电厂常用的粘接工艺,近年来有被热粘工艺取代的趋势。
由于现场人员通常对冷粘工艺较为熟悉,故本书只重点强调冷粘接过程中的一些注意事项:
1)冷粘存在封口的问题,为了防止接口进水,冷粘后的胶带要使用封口胶进行封口。
2)冷粘应尽量使用斜口。胶带经过多个滚筒的反复曲张,在交变作用力下,斜口受力情况要好于直口;在滚筒处,直口接口的瑕疵更加容易扩大。
3)冷粘胶带应做好粘接时间标记,定期加强检查。
4)冷粘胶带排口时,应按照从内向外的顺序,逐点紧密锤击,充分排除空气。若出现鼓泡,应及时局部破口排气。
5)不同伸长比例的胶带不宜相互粘接。
6)冷粘接后的加压推荐值为0.3~0.8MPa。
(三)胶带硫化胶接工艺及质量标准
1.粘接前的准备工作
1)准确核实胶带的截断长度,使胶带粘接后拉紧装置有不少于3/4的拉紧行程,覆盖胶较厚的一面应为工作面。
2)接头与胶接口制作要求及类型。
①胶接口的工作面应顺着胶带的前进方向,两个接头间的胶带长度应不小于主动滚筒直径的6倍。
②接头类型及特点。接头按照阶梯的形式大体可分为斜角形(一般为45°左右)和直角形(注:帆布层为四层及以下的胶带不宜采用直角形接头)。直角形接头在滚筒处反复弯曲,受力条件不好,而斜角型受力情况较好,但斜角型接头尖角处容易翘起。
目前电厂常用直角形接头,其主要原因是,斜角形接头裁剥难度高于直角性接头。但根据实际使用情况对比,在技术条件允许的情况下,推荐使用斜角形接头。
2.热胶法(加热硫化法)粘接工艺
采用热胶法处理的接头强度可以达到原胶带自身原始强度的85%~90%。
(1)接头准备
1)将接头选择在易于存放并且运输方便的地点进行。在把胶带拉松固定后,在拆去上托辊的机架上,密排放置方木或厚木板,然后依次放下机架、水压板、隔热板、下热板、报纸,以此作为接头作业的平台。
2)检查硫化机设备、水压板及手压泵是否能用;机架,预紧螺栓,螺母是否齐全。热控箱一次、二次导线,电源线是否好用;夹紧机构,钢丝砂轮机,电源及照明灯是否完好;测量工具及其他工具,消耗材料,安全器具是否齐备。
3)胶糊制备。胶料接头使用覆盖胶和芯胶两种生胶胶片。生胶片的保存期:夏天为3个月,冬天为6个月,接头使用的胶片应在使用期限以内。GX1250型、1200mm宽胶带所使用覆盖胶的尺寸:4mm(厚度)×1260mm(宽度),胶料密度为1100kg/m3。芯胶尺寸:2mm(厚度)×1260mm(宽度),胶料宽度为1160kg/m3。另外要有1mm(厚度)×1260mm(宽度)的胶料为尼龙、帆布带,当然在实际操作中覆盖胶也可和芯胶选用相同的材料。
把芯胶胶片剪成细小的碎块,按胶料∶汽油=1∶3的比例和120号航空汽油混合,经常搅拌至完全溶解为止。为防止汽油过量挥发,每次搅拌后要将胶糊桶盖好。胶糊一般宜在接头前3天制备,每个接头可制备5kg胶糊。
(2)接头制作 接头形式较多,下面推荐两种常用的方法。
1)对接式(图6-10)。阶梯层数=带芯层数-1,在接头制作方面应注意:
①对接时的台阶倾向应按胶带运行方向确定,如图6-11所示。
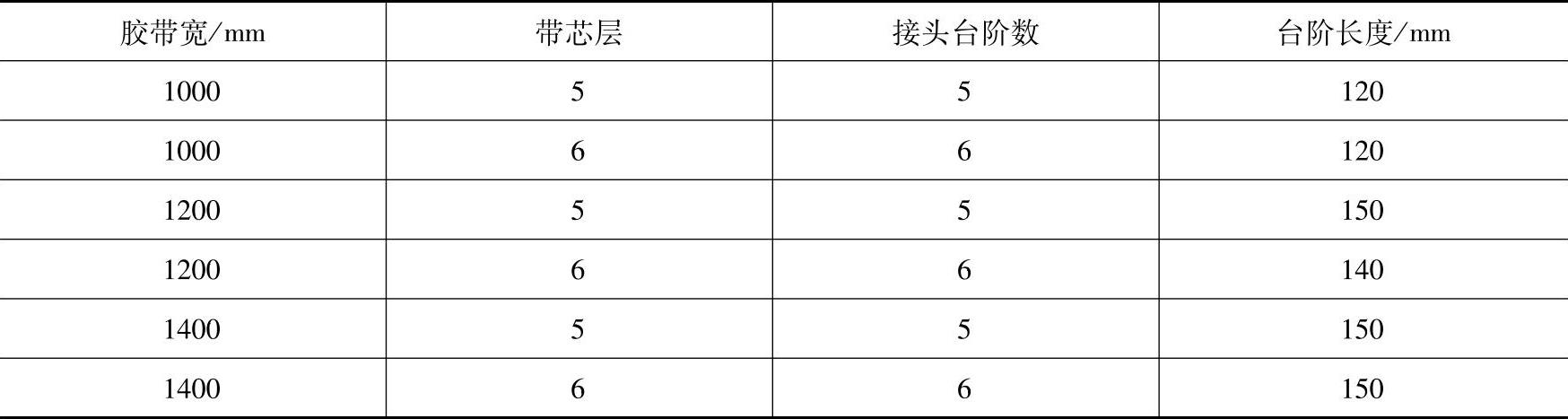
②采用对接式时,由于胶带带芯层数的改变,使得每个台阶长度也随之改变,具体尺寸见表6-1。
表6-1 对接式接头尺寸参数
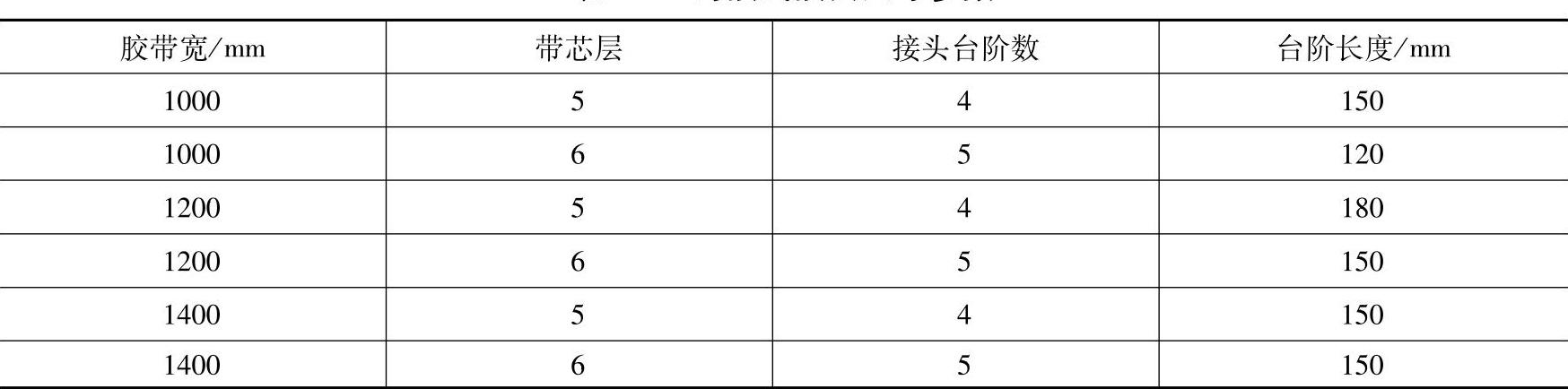
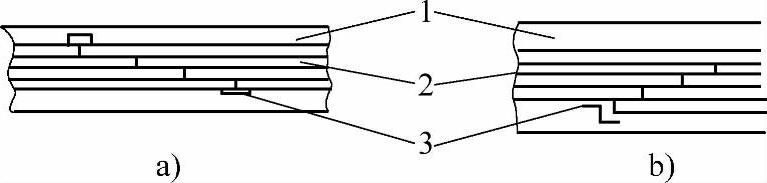
图6-10 胶带接头方法
a)对接 b)搭接
1—覆盖胶 2—胶布层 3—布条
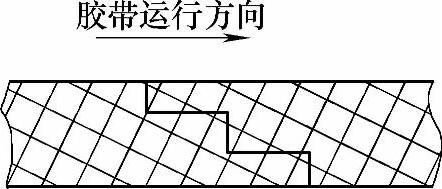
图6-11 胶带对接时的台阶倾向
2)搭接式。阶梯层数=带芯层数。
搭接式接口强度比对接式高30%,由于胶带芯层数的改变,使得每个台阶长度也随之改变,具体尺寸见表6-2。
表6-2 搭接式接头尺寸参数
现推荐三级全搭接法接头制作工艺如下。
为防止胶带接头偏斜,要在每条胶带的两头标出胶带中心线。划中心线时,应根据胶带的实际宽度来测量中心点。中心线可用小刀轻轻划出或用蜡笔画出以防擦掉。然后,再把接头固定(可用铁钉钉在接头平台木板上,但须使两头中心线重合)。
下面按照已确定的接头形式、接头长度,在两个胶带接头上画出接头线,如图6-12所示。以GX1250型胶带为例,S为胶带搭接长度,S′约为400mm,则三级全接接头长度:S=3S′+250,即1450mm。
制作胶带接头时,通常两端都做成斜角。斜角的角度与硫化机加热板的角度相同,均为70°,画好斜线后依此斜线向接头方向平移25mm,再画一条斜线,按此斜线进行切割,刀要割到钢丝绳,然后从边部起沿钢丝绳边缘向接头方向切割覆盖胶和芯胶,继续切割钢丝绳端部胶,注意钢丝绳端部处的覆盖胶应切割成30°的斜坡(图6-13)。用钳子钳住钢丝绳端部,向外用力抽取出一定长度的钢丝绳(其长度略大于S),按同样方法和抽取长度顺次抽出其余钢丝绳。(https://www.xing528.com)
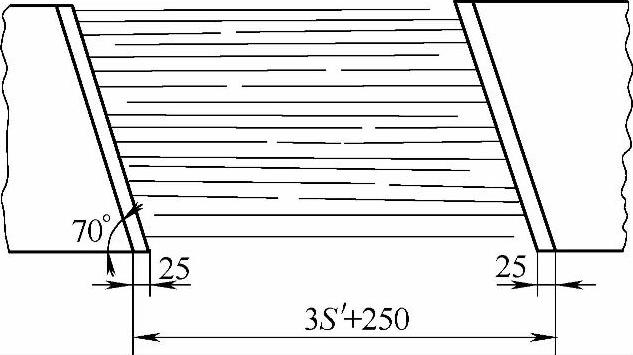
图6-12 胶带接头剥切线的画法
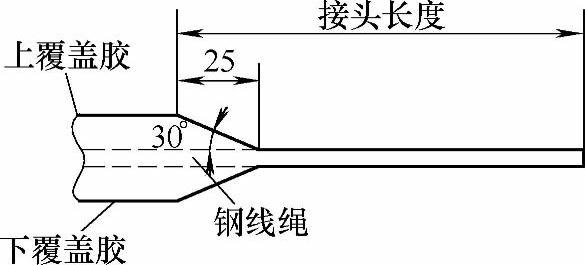
图6-13 将钢丝绳端部覆盖胶割成30°斜坡
胶带1和胶带2采取三级全搭接,抽取钢丝绳后,按图6-14所示的截断尺寸,用压钳截断胶带1和胶带2外露的钢丝绳。用电动钢丝轮打磨钢丝绳所附橡胶,但应注意,尽量使钢丝绳免受损伤。具体要求是:钢丝绳根部间的橡胶面、斜坡面和邻接斜坡的覆盖胶表面,都要仔细打磨成粗糙面,且覆盖胶表面打磨宽度为25~30mm,打磨后用刷子将杂物清除干净。
(3)接头硫化及粘接过程 应当指出,胶带粘接工作开始前,应作粘接头的粘接试验,试验的粘接头总的扯断力不应低于原胶带总扯断力的80%。当粘接头扯断的力符合质量标准后,就可以开始进行硫化粘接了,下面重点强调接头的硫化过程。
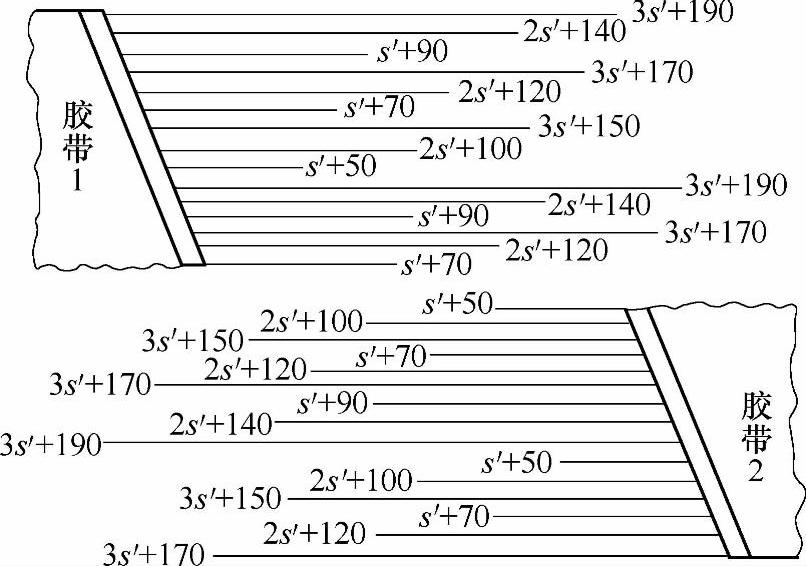
图6-14 三级全搭接钢丝绳截断尺寸
1)用汽油涂刷钢丝绳及打磨过的所有表面,干燥后涂刷芯胶糊两遍,第一遍干燥后再涂第二遍。
2)重新检查胶带两端中心线是否在同一直线上,若不在,应重新调整。
3)在下加热板上铺一层报纸,然后铺上覆盖胶胶片至斜坡面上缘。
4)用汽油涂刷下覆盖胶胶片,干燥后铺贴下芯胶胶片至斜坡面。
5)用芯胶胶糊均匀涂刷下芯胶胶片一遍,干燥后,选择接头形式后排列钢丝绳,要求各根钢丝绳排列均匀及伸长量一致。
6)将芯胶胶片用汽油清擦一遍,干燥后均匀涂刷芯胶胶糊一遍,干燥后将涂刷面朝下铺贴在钢丝绳上,贴至斜坡面。
7)用汽油清擦上覆盖胶胶片,干燥后将涂擦面朝下贴在芯胶上,贴至斜坡面上缘。做此项工作时,要注意GX1250型胶带厚度为19mm,钢丝绳直径为φ5mm,所以覆盖胶和芯胶厚度之和不能大于16mm。
8)在上覆盖胶表面垫一层报纸,将宽出胶带的胶料割去,顶好边部垫铁,盖上薄铁板,放上加热板、隔热板及加压板,安装上机架,紧固螺钉并接通各管路,接头部边缘应距热板边缘100mm以上,两边夹紧板螺钉上紧。
9)垫铁厚度:垫铁用50~75mm宽的平铁板,厚度比冷压后带体厚度薄0.5~1.0mm即可。
10)冷态加压5min,其间可升、降压一至两次以帮助排除接头内的空气。然后放压启开上热板检查有无缺胶等现象。如有则进行修补,再合上热板硫化。
11)接通热源硫化,先低压预热3min(加压压力一般为0.5MPa)后升压(一般为1.47MPa),待温度达到标准温度后时开始计算硫化时间。硫化时间及温度一般应符合表6-3的规定。
表6-3 硫化时间及温度
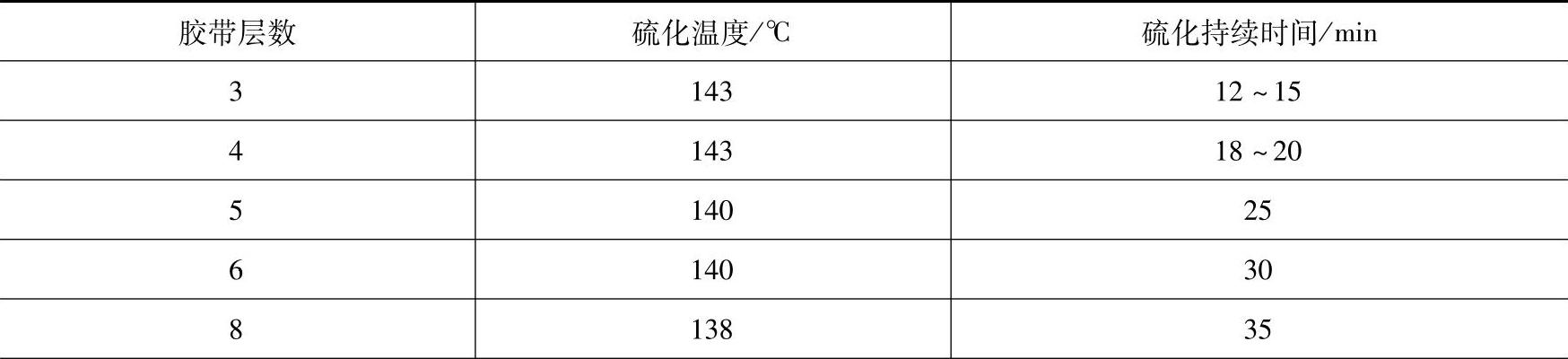
(续)

注:1.温升不宜过快,根据胶带层数一般在60~90min。
2.硫化温度达到120℃时,应紧一次螺钉(保持一定的夹紧力)。
3.硫化完成后,当温度降到75℃以下时可拆除硫化机具。
4.若拆除硫化设备后,发现有气泡,要用锥子穿刺排气,如发现严重缺胶,则要用生胶补齐进行二次硫化。
(4)采取热胶法粘接胶带的注意事项 整个硫化面硫化前应保持清洁,若有污物,附着时需用溶剂充分清洗。各胶带厂生产的胶接材料不可混用;胶料要在干燥阴凉处密封保存,过期的不能使用。
1)热胶法的工具比较沉重,工字形铝材、加压板、加热板等虽然有各种轻小型新产品,但要注意在加压过程中防止材料刚度不足造成的拱起变形,影响硫化质量。
2)加热硫化过程中同样要考虑施工环境的因素,尽量避免在低温、潮湿、粉尘环境下操作。
(5)热胶法粘接胶带的质量标准
1)接头强度保持率应在90%以上。
2)平均有效间距(指接头部位相邻两钢丝间的胶厚)应大于0.25d(d为钢丝绳直径)。
3)硫化结束后,胶带内部不应有较大气泡或较大变形。
4)接头表面平整,不能有缺胶、多层、凸凹等缺陷。
5)其他参见冷粘接胶带质量标准的有关部分。
3.冷胶法粘接工艺
冷胶法的整个胶接工艺过程可在常温条件下进行,而且能够快速固化,接头强度满足使用要求。冷胶法粘接剂的配方见表6-4。
表6-4 常用冷胶粘接剂的配方
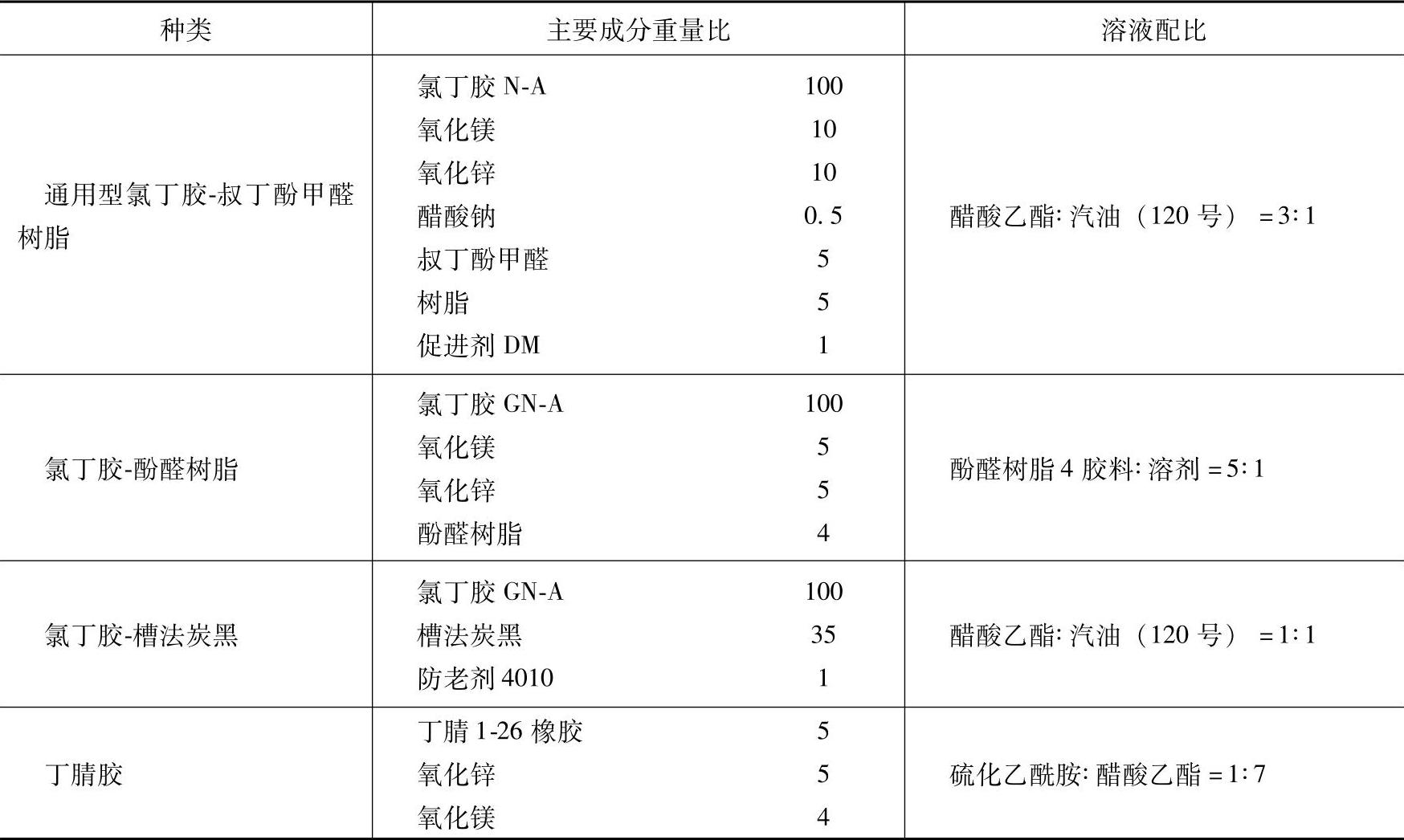
冷胶法的技术要求及工艺过程如下所述。
(1)冷胶法的工艺过程 对胶带进行胶接时,接头形式和尺寸对接头强度影响很大,应注意选择。冷胶法一般选用阶梯对接接头形式(图6-15)。这种接头粘接工艺简单,外廓平整,强度可接近原胶带强度。为了便于计算下料,斜口角多为63°30′和73°30′(因cot63°30′≈1/2,cot73°30′≈1/3)。向接口涂抹粘接剂时要注意在接口的四周(边部)多刷一些,凸凹不平处要填满,涂胶量控制在900~1200g/m2。一般涂两遍胶,第一遍胶厚约为0.1mm,第二遍胶厚为0.2~0.3mm。涂胶之后在常温下放置20~30min,然后合拢,并用木锤敲打密实,再用300~800N的压力压固,约保持6~10h后,经检查无工艺缺陷,即可启用。其他操作事项同胶带的普通冷粘接工艺。
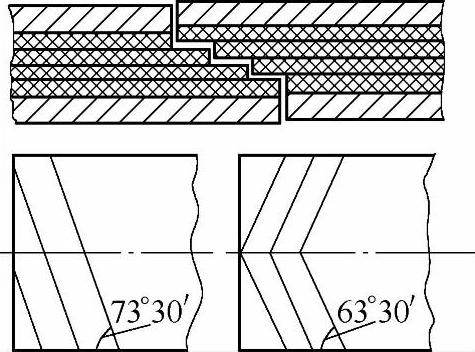
图6-15 阶梯对接接头形式
(2)冷胶法的技术要求
1)无论采用何种粘接剂,均要严格遵照其说明,按配比调配均匀,但调配时间不宜过早,以防挥发失效。
2)配胶时,要事先计算好使用量,分两次涂完,刷胶时,其涂刷方法及要求同热胶法。
3)固化时间应根据实际环境的试验而定,粘接场所的环境温度低于5℃时不宜进行冷胶接工作。
4)固化时胶带接头应有适当的、均匀的夹紧力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。