



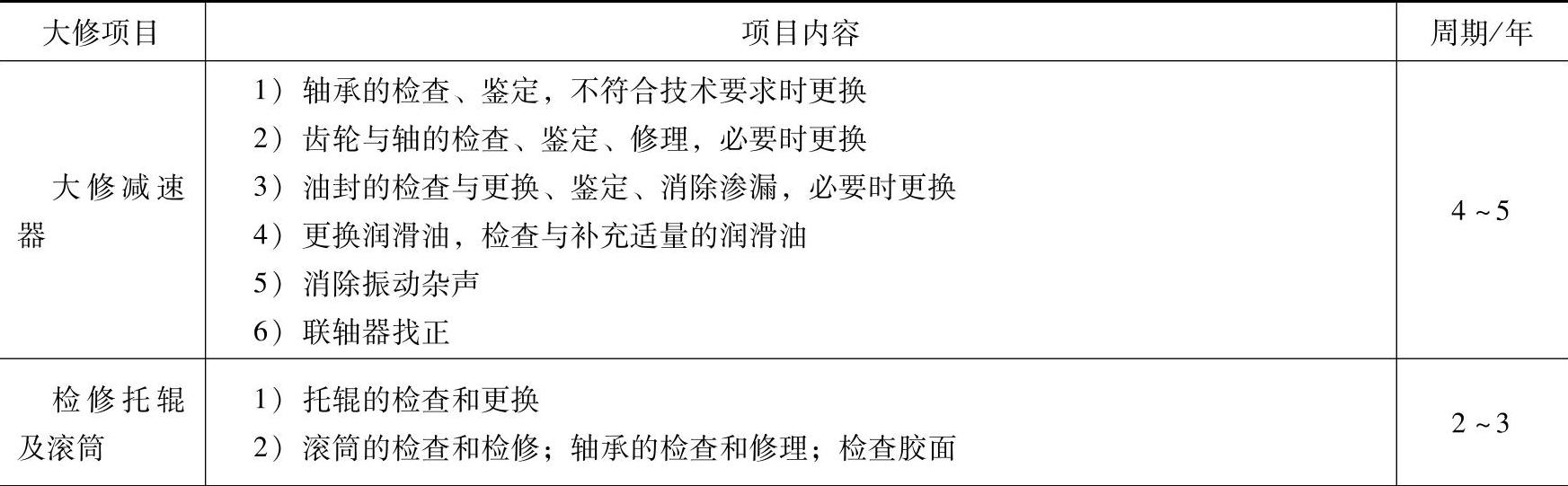
(一)大修项目及内容见表6-9。
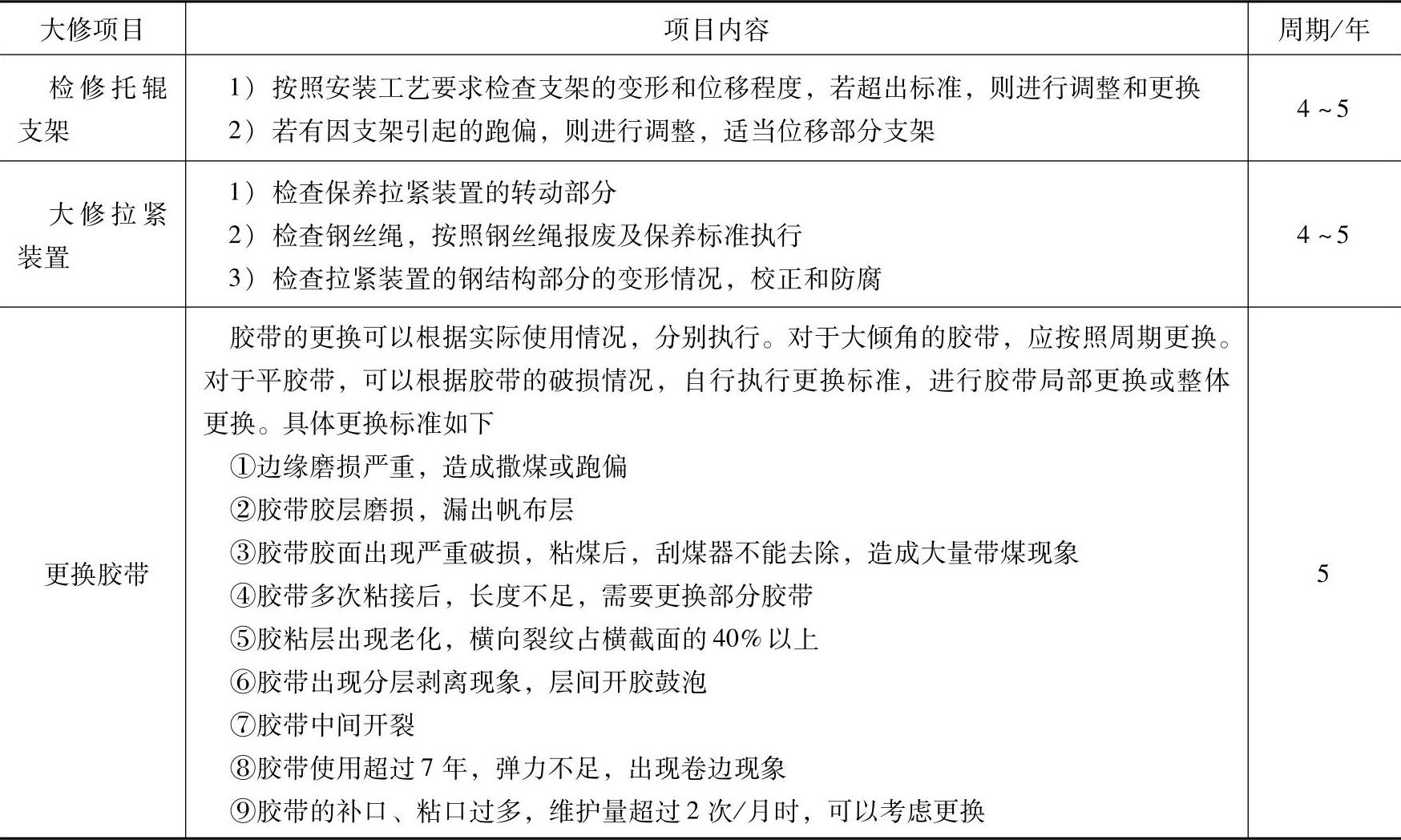
表6-9 输煤胶带机大修项目及内容
(续)
(二)大修工艺及质量验收标准
1.减速器部分的大修工艺及验收标准
1)清理现场及机壳,拆卸联轴器及放油,并作好装配印记和解体准备。
2)作好检修前、检修后的技术记录,检修中更换的零件要详细记载,拆卸的零件要妥善保存。
3)对轴、轴承、键和联轴器的检查修理应执行通用部分的要求(详见单元二第四章)。
4)作好核对图样工作,无图样的应作好测绘工作,以便制作备品。
5)轴在发生扭曲变形时应更换,发现有裂纹时应报告技术主管进行技术鉴定,研究是否可以继续使用。
6)对圆柱齿轮传动轴,其平行度和倾斜度,1m内应在表6-10规定的范围内。
表6-10 齿轮传动轴的安装要求

7)齿轮的磨损、顶隙、侧隙、啮合接触面积的检查应按通用部分规定执行(详见单元二第四章)。
8)有下列情况,不管齿轮的磨损程度如何,应立即更换:
①齿根有一处或几处疲劳裂纹。
②因疲劳剥落而损坏的齿轮工作面积超过齿轮全部工作面积的30%,以及剥落的坑沟深度超过全齿厚度的10%。
9)对于镶嵌式齿轮(如齿形联轴器)应检查配合的紧密性,齿圈和轮壳的固定螺钉应牢固。(https://www.xing528.com)
10)组装减速器时,各轴的推力侧轴承外圈应与端盖止口无间隙、紧密接触。通过增减调整隔套的厚薄来调整齿轮间隙,通过增减端盖法兰与外壳之间衬垫的厚薄来保证轴承游隙,原则上以轴的膨胀量为准。
11)组装减速器前,应对齿轮及箱体进行最后清洗。
12)装配箱体和箱盖时,应将上下结合面擦拭干净,不允许有旧垫的痕迹,以0.05mm的塞尺不得塞入为准,然后涂上油漆或其他密封液,以防漏油。
13)新更换的齿轮组,齿轮与轴的装配间隙为0.03mm,齿面接触均匀,接触面积应大于整个齿面的2/3以上,主动轮与从动轮的端面差不超过2mm。
14)检修及减速器定位找正时,使用的垫片不应超过3片(每个支点),其总厚度不得大于2mm。
15)加油:组装减速器时,各部轴承应加适量的润滑脂,组装后应加入充分的润滑油,油量以油位计或油标尺规定值为准,或以润滑油浸没最低齿轮一个全齿高为准。
16)试运标准:一般减速器检修后,应空载试运行2h,结合面应不漏油、不渗油,端盖密封处应不漏油、无杂声,温度不超过70℃,各处振动合乎规定标准。
注意事项:推力轴承侧隙的调整尤为重要,侧隙大,容易造成油封磨损;侧隙小,容易造成轴承发热。减速器推力轴承侧隙应保持0.20mm左右。
2.滚筒大修工艺及验收标准
1)清理现场及滚筒,拆开滚筒轴承端盖,检查并保养轴承,必要时进行更换。
2)检查胶面磨损、老化情况,若胶面的磨损量超过4mm,或发生胶面剥离现象,须重新包胶。
3)滚筒检修后试运转4h,轴承温度不超过室温+15℃,无杂声及振动。
4)滚筒转动平稳,不使胶带跑偏。
(三)胶带机大修的其他注意事项
1)胶带机的大修时间应控制在4天以内,以防止胶带因长期停用对运行侧胶带产生安全隐患。工作的主要重点在减速器部分,减速器大修项目应在两天以内完成解体和重装。
2)胶带大修前,应对运行侧胶带仔细检查,对胶带接口、减速器运行状况、当前煤质进行调查分析,确认运行侧胶带不会出现异常。煤质情况主要是确认煤中含杂物量,以不引起划伤胶带为准。
3)除考虑大修胶带机运行侧胶带安全外,还要考虑运行侧不能切换的所有胶带的运行状况。建议对胶带加装双侧互相切换的三通,作为备用,增加胶带检修期间的安全系数。
4)胶带机大修应考虑到悬空胶带下部桥架的防腐以及桥架的变形,应定期(间隔5年)做防腐;每2~3年,目视检查桥架变形,每6~8年由有资质的部门检测桥架的变形量,做出安全评估。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。