



(一)振动筛简介
振动筛是在固定筛的基础上,通过驱动偏心、弹簧等结构形成一定波形的振动,达到筛选目的的筛煤设备。主要形式及工作原理如图7-4所示。
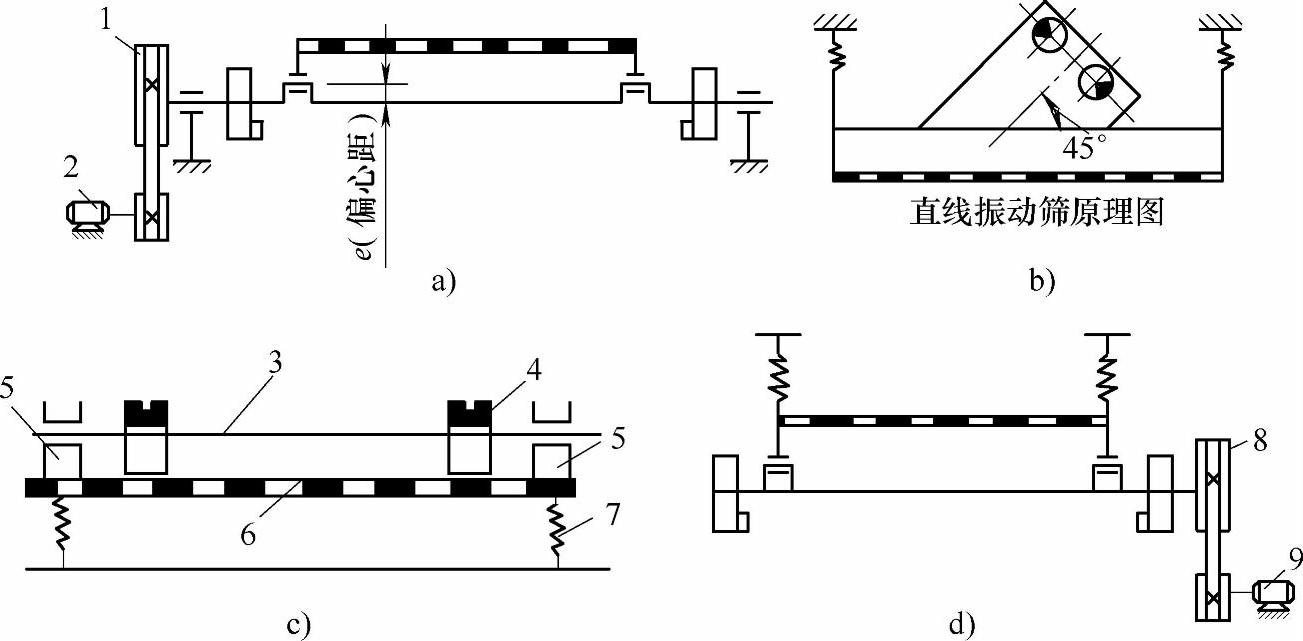
图7-4 振动筛的工作原理
a)偏心振动筛工作原理图 b)直线振动筛原理图 c)惯性振动筛工作原理图 d)自定中心振动筛原理图
1、8—带轮 2、9—电动机 3—筛轴 4—偏心块 5—轴承座 6—筛板 7—弹簧
简单结构的振动筛应用比较少,通常使用多层不同间距的筛板,来分层处理不同粒度的物料,提高筛选效率。
振动筛在振动过程中,由于激振器的圆形振动,存在向前的作用力,在物料落下的同时,大块物料继续在筛板上振动前进,最终不能落下的物料,进入碎煤机。为保证足够的前进速度和位移,筛板通常倾斜布置。
(二)惯性共振概率筛的结构及工作原理
1.惯性共振概率筛
惯性共振概率筛的结构如图7-5所示。
2.惯性共振概率筛的工作原理
惯性共振概率筛兼有利用概率统计选料和共振法落料的两大特点。
惯性共振概率筛为双质体的共振系统,利用两台同步电动机作振源,使筛网作大振幅的机械振动,伴随着物料在筛网上的跳动和滑动,使物料加速分离,筛选出的大颗粒物料进入碎煤机入口进行破碎,中、小颗粒物料被下层筛面重新分离后进入下道工序。
概率筛具备不同间距的多层倾斜筛板,在振动落料时,多层筛选,对物料适应性强,既提高了筛煤效率,又缩短了结构长度。(https://www.xing528.com)
(三)振动筛的检修工艺
振动筛通过电动机带动偏心块振动达到整体振动的比较多,使用偏心支承的比较少,主要是因为偏心支承的故障率高所致。
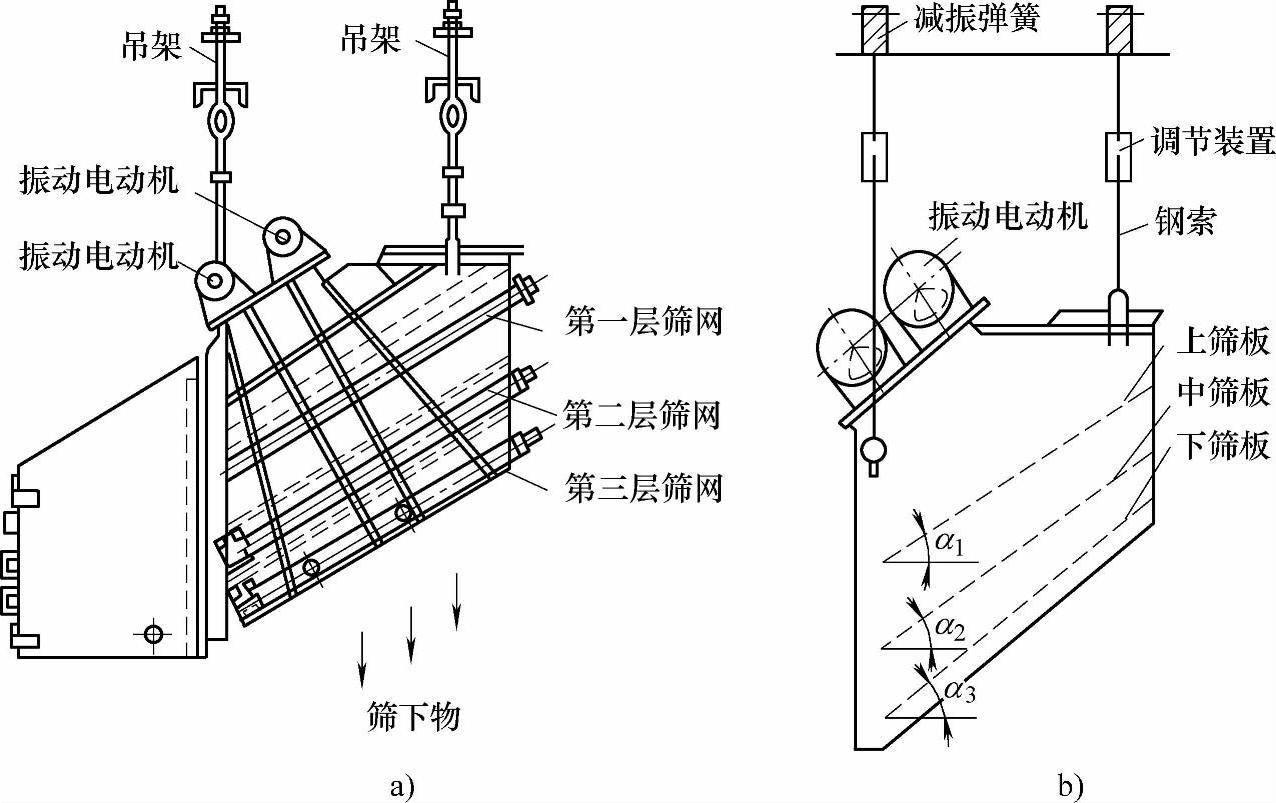
图7-5 惯性共振筛的结构
a)惯性共振概率筛结构示意图 b)概率筛结构示意图
振动筛的检修主要集中在激振器上。检修工艺如下:
1)从设备上拆离激振器。拆离前应检查激振器座是否有变形、开焊、松动等现象,若有,需进行修复,或重新制作,加固支承座。
2)拆除激振器电动机和带轮。
3)检查带轮的情况,若发现带轮槽磨损超过10%,则进行更换;若发现带轮在轴上有松动、键槽磨损,则应按照配键和轴修复的要求进行修复。
4)拆卸检查双侧偏心块,对于花键或双键连接的偏心块,拆卸前打上装配印记,防止配重发生变化,影响平衡;若发现轴与轴套磨损,则需修复,修复方法同普通轴的修复;若单键键槽磨损,则双侧应在同一轴线上重新开键槽;若双键或花键磨损,磨损量为0.2~0.4mm,产生晃动,则应更换激振器轴,也可以使用乐泰胶粘接,凝固24h;若磨损量大于0.4mm,则必须更换轴。
5)对于单电动机无传动的激振器,检修时,只检查偏心块的磨损情况。
6)对于双电动机的激振器,应检查同步情况和转动方向,安装对应位置,确定偏心振动时,双激振器不对基础产生剪切力,即振动只在需要方向上产生,其他方向的振动应相互抵消。具体执行检修方案拆卸时,应做好原始位置的印记,防止错位。
7)对于单电动机,双偏心块的激振器,由于靠一对齿轮来保证同速同步,在检修齿轮时,应预先做好装配印记,或仔细检查生产厂家对齿轮做的印记,安装时,确保准确安装。若发现齿轮磨损量超过0.2~0.3mm,应进行更换。
为保证振动筛的正常振幅,每隔3~5年,应更换减振用弹簧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。