



输煤系统故障分为现场被控制设备(外围设备及元件)故障和PLC故障。按照故障的发生频率将其使用期分成三个阶段,即运行初期、稳定期以及衰老期。从系统的调试安装到运行大概一年时间,这段时期就是运行初期。这个时期内的机械还处于一个磨合阶段,一些电子元器件由于在电气干扰中无法经受初期的考验而磨损,所以相对来说这段时间的故障比较多;而进入稳定期后,虽然仍会有一些故障产生,但其发生频率相对减少;当过了稳定期后,控制系统就进入一个衰老期,由于长期的电气元器件品质因数下降、机械的磨损等原因,系统又进入一个故障频发期。
如前所述,输煤程控系统的外围设备和元件主要包括两类:一类是以电动机为核心的通用控制元件,即各类低压电器开关(按钮、熔断器、断路器、主令控制器及转换开关等)接触器、继电器、变频器等;另一类是以保护信号采集与检测(传感器元件)为核心的保护装置,即限位装置、拉绳、跑偏、低速、过电流、堵煤等。第一类元器件的检修及故障处理在前面已经详细介绍了,下面首先以输煤胶带机的运行为例,分析传感器元器件的故障排查方法。
(一)就地装置(电源输入元件及传感器元件)的排查
输煤胶带机的运行程序控制能否顺利进行,其就地传感器元件工作正常与否起着关键的作用,就地传感元件误发信号或发生损坏故障时,程序控制就无法进行,因此必须加强对外围传感器元件的定期检查、更换,随时注意观察其工作是否正常。其具体排查步骤如图12-14所示。
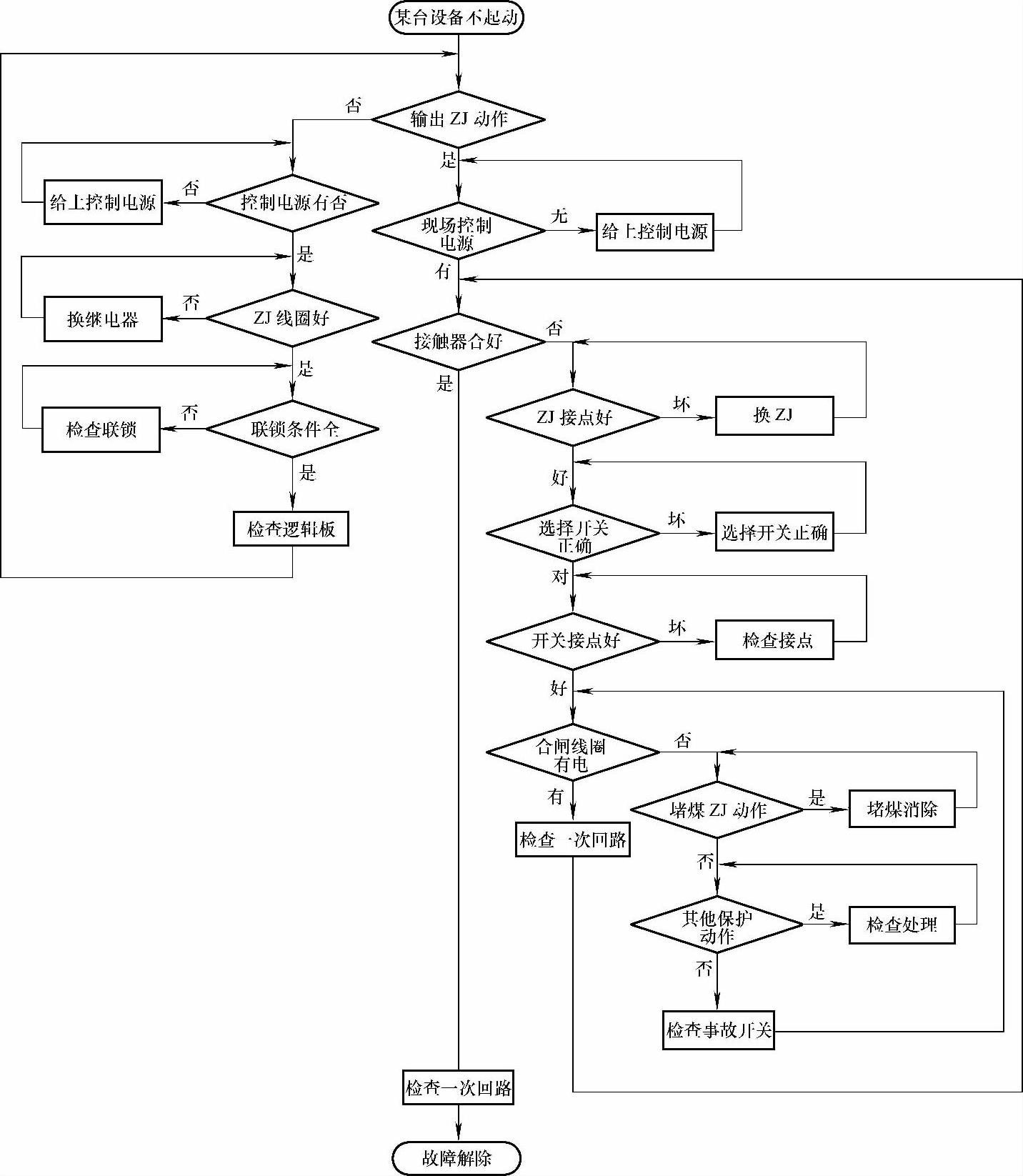
图12-14 就地装置排查流程图
例如,如某台设备无法起动,检修流程如下所述。
步骤1.检查程控合闸继电器ZJ是否动作,若ZJ无动作,则应依次检查下列情况:
1)程控电源是否正常。
2)ZJ继电器线圈是否完好。
3)检查程控逻辑是否满足起动条件(下行设备反馈的运行信号正常、挡板位置反馈信号正常;无闭锁起动的保护信号)。
4)若ZJ动作,则检查就地操作电源是否正常。
步骤2.检查电动机接触器是否吸合,若接触器不吸合,则应依次检查下列情况:
1)合闸继电器ZJ接点好坏。
2)程控/就地选择开关在相对应的正确位置。
3)接触器线圈完好无损坏。
4)无闭锁起动的保护信号(如事故拉线开关、堵煤保护、跑偏保护、防撕裂保护、传动带打滑保护)。
5)若接触器吸合正常,则检查一次回路,排除故障。
(二)PLC控制系统的故障排查
1.PLC程控故障形式
(1)硬件故障 如电源故障、上位机故障、PLC模块故障等。
(2)软件故障 如操作系统故障、应用软件故障及软件加密狗损坏等。
2.PLC控制系统故障排查的总体思路和要求
PLC系统包括主机箱、I/O模块、扩展机箱、CPU以及相关的外部和网络设备。虽然PLC控制系统的机器本身具有可靠性高、抗干扰能力强、使用方便、寿命长等优点,但由于生产过程中环境因素和人员自身素质的影响及外围设备故障等,不可避免地出现异常现象。值班人员必须认真监视,作好记录。出现异常时,要进行正确的判断,采取果断措施。
在进行故障处理的过程中,工作人员应熟悉下列要求:
1)熟悉全过程的生产工艺和对控制系统的要求。
2)熟悉生产设备的工作原理、性能及安装位置、调整要求。
3)熟悉控制系统的技术要求和控制原理。
4)了解系统故障前的工作过程和各种模拟信号反映。
5)在熟悉以上要求的基础上,可参照PLC控制系统故障检查顺序图(图12-15)进行故障查找。
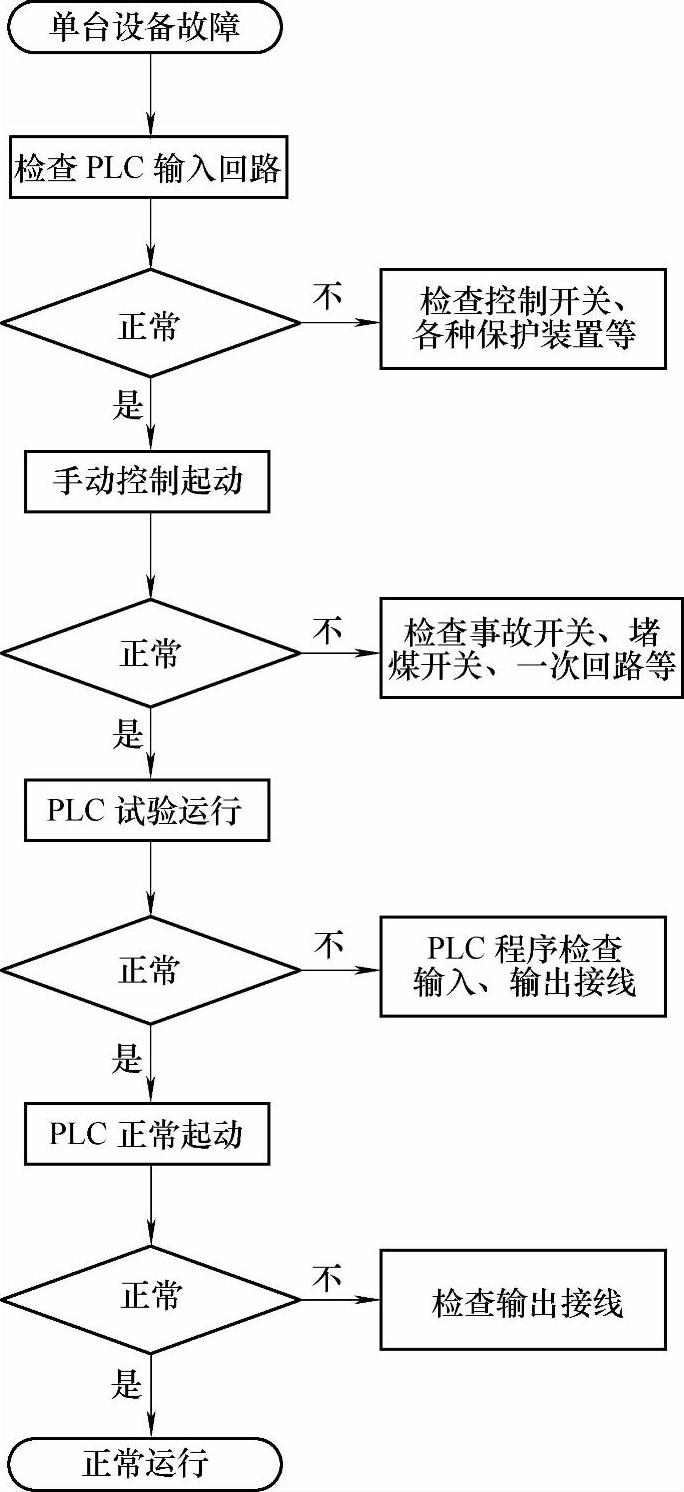
图12-15 PLC控制系统故障检查顺序图
3.PLC控制系统的故障排查步骤
(1)总体检查 根据总体检查流程图找出故障点的大方向,逐渐细化,以找出具体故障。
例如,如某台设备程控无法起动检修流程如下所述:
1)单台设备无法起动后,首先检查该设备PLC输入回路,检查起动信号是否正常,有无闭锁起动的保护信号。
2)若输入信号正常,则就地手动起动设备,若不能起动,则应检查就地闭锁起动的保护设备,如堵煤开关、事故拉线、跑偏等。
3)手动起动正常后,说明就地控制部分正常无故障,就可进行PLC空试运行。若空试故障,则应检查PLC的输入输出接线,或进行逻辑检查。
4)空试正常后即可正常起动。
(2)电源灯不亮 电源灯不亮时,需对供电系统进行检查,检查流程图如图12-16所示。
检查流程说明:
1)当PLC电源指示灯不亮时,检查电源是否送电。
2)若电源已送指示灯仍不亮,则检查供电电压是否合格,并调整电压到合格范围内。
3)若指示灯仍不亮,则检查PLC电源模块内熔丝是否熔断。(https://www.xing528.com)
4)更换熔断器后若指示灯仍不亮,则检查PLC的电源接线是否正确。
5)以上检查均正常后,若电源指示灯仍不亮,则证明电源模块损坏,更换模块。
(3)PLC上电后不能正常工作PLC上电后不能正常工作,检查流程如图12-17所示。
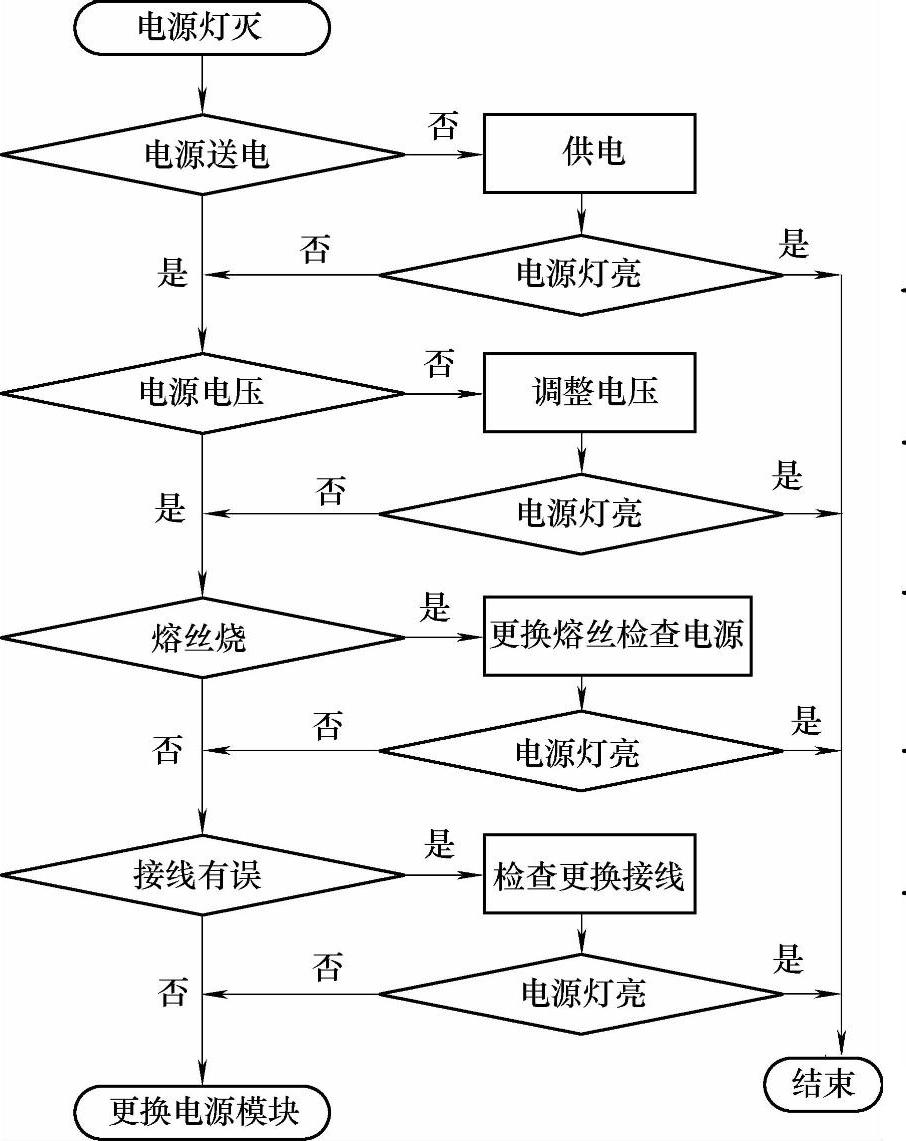
图12-16 PLC电源故障诊断程序1
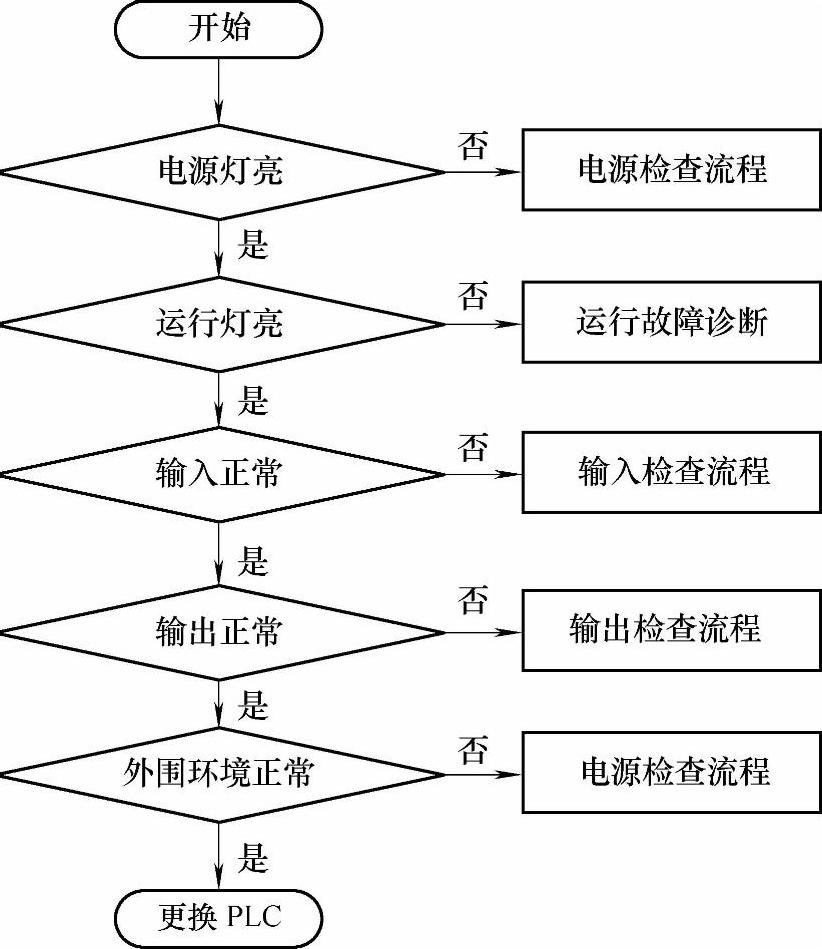
图12-17 PLC电源故障诊断程序2
检查流程说明:
1)检查电源指示灯是否点亮,若不亮则进行电源检查流程。
2)电源灯点亮后,检查运行指示灯是否点亮,若不亮则进行运行故障诊断或检查PLC运行开关是否投入。
3)运行灯点亮后,检查输入信号是否全部正常,若输入异常则检查外部输入电路或PLC输入点。
4)检查输出信号是否全部正常,若输出异常则检查PLC输出模块、外部输出电路或程序。
5)以上检查完成后PLC仍不能正常工作,应判断PLC损坏,更换PLC。
(4)输入输出故障检查 输入输出是PLC与外部设备进行信息交流的通道,其是否正常工作,除了和输入输出单元有关外,还与连接配线、接线端子、保险管等元件状态有关。检查流程图如图12-18及图12-19所示。
输入单元检查流程:
1)PLC上电后检查输入指示灯,若指示不正常,则用万用表检查输入端电压。
2)若电压指示正常,同时编程器检查程序内输入信号通断状态正常,而输入指示灯不亮,则证明输入端发光二极管损坏,更换二极管。
3)若电压指示不正常,在断开外部接线后接入模拟输入,再检查,接入模拟量后指示仍不正常,更换输入模块。
4)接入模拟量后指示正常,说明输入模块正常无故障,这时则应检查外部输入接线,确认并排除外部故障点。
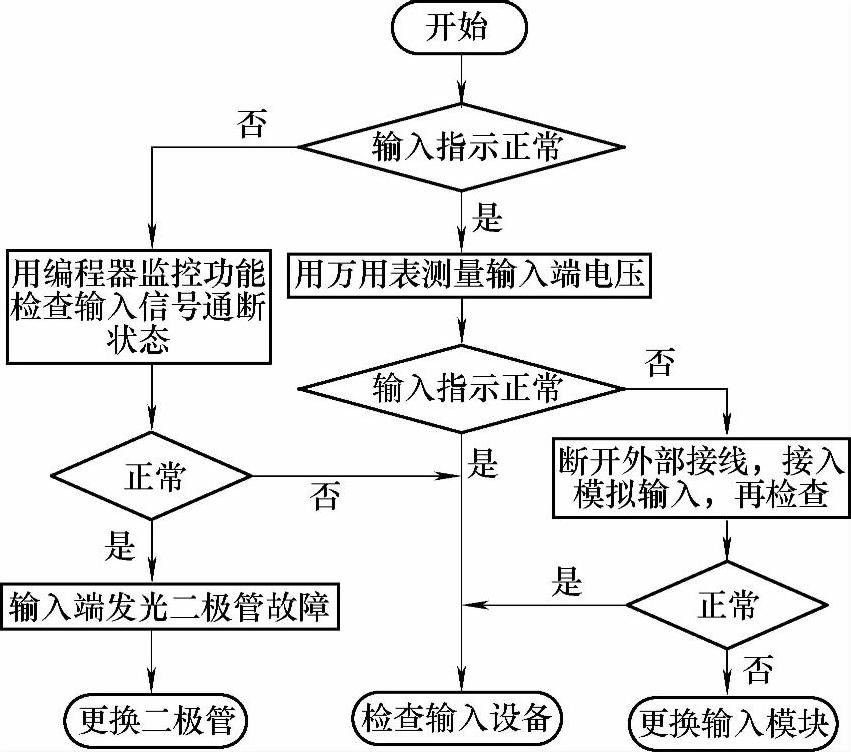
图12-18 PLC输入故障诊断
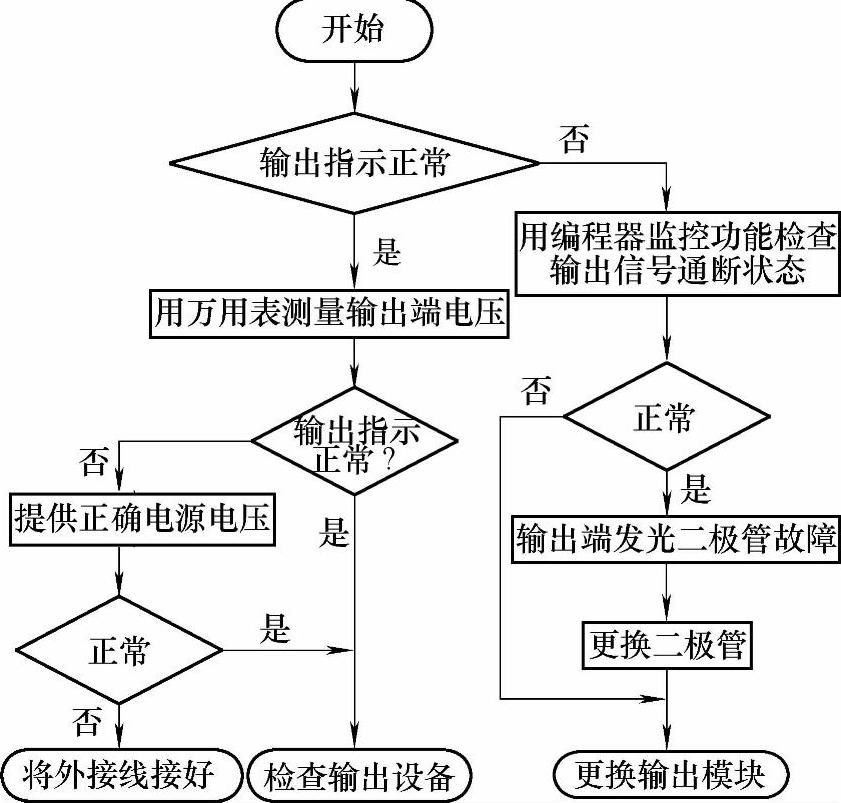
图12-19 PLC输出故障诊断
输出单元检查流程:
1)PLC上电后检查输出指示灯,若指示不正常,则用万用表检查输出端电压。
2)若电压指示正常,应检查输出单元外部回路接线。
3)若输出指示正常,同时编程器检查程序内输出信号通断状态正常,而输出指示灯不亮,则证明输出端发光二极管损坏,更换二极管。
4)若输出指示不正常,同时编程器检查程序内输出信号通断状态正常,应更换输出模块。
5)若电压指示不正常,应检查输出单元电源接线,并恢复正常供电。
6)接入模拟量后指示正常,说明输入模块正常无故障,这时则应检查外部输入接线,确认并排除外部故障点。
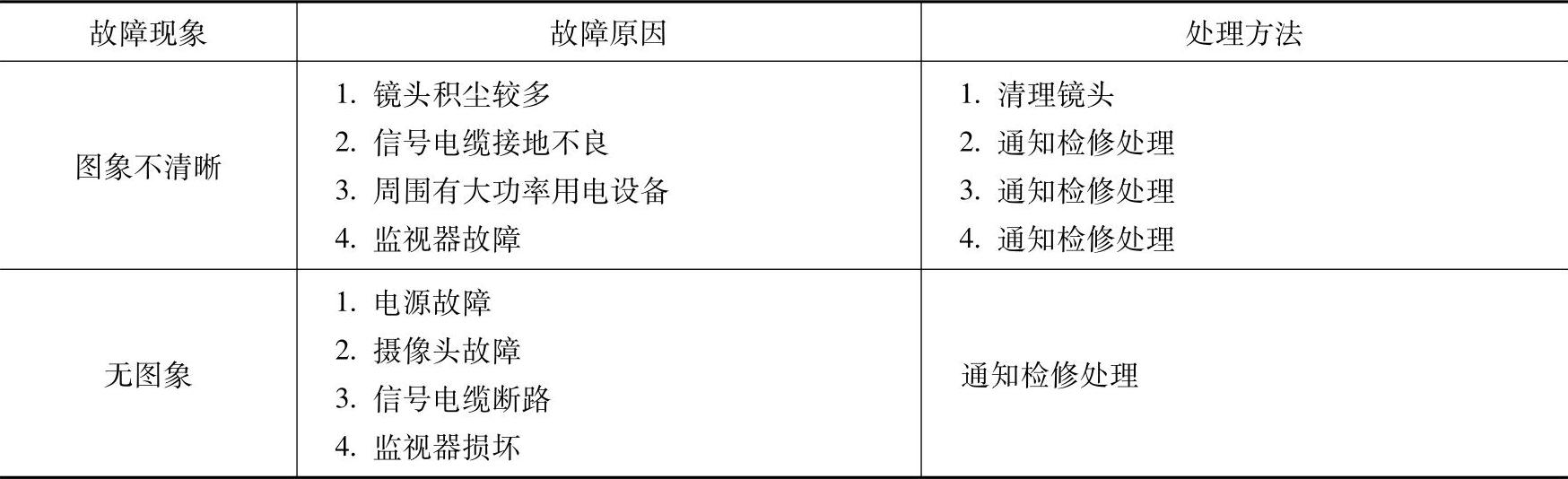
(5)模拟显示系统常见故障及处理方法(表12-9)
表12-9 模拟显示系统常见故障及处理方法
(三)可编程序控制器(PLC)的检修质量要求
1)检查盘内端子是否有积尘,如有用毛刷擦试干净。
2)检查盘内端子是否有锈蚀现象,如有将其更换。
3)检查各端子号是否完全和清晰,如有缺损,补充掉落的端子号。
4)检查接线是否动,如有松动紧固之,并将端线排列整齐。
5)检查盘内各元件的符号,如有脱落,核对图样,更新贴好。
6)检查盘线槽盖板是否齐全整齐,如有损漏,应补充完善。
7)检查盘内各模件面板是否松动,如有松动将其拧紧。
8)检查盘内各模件上是否有积尘,如有用毛刷或用不起毛的钢布擦干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。