



1.非织造滤料分类及加工路线
与传统的纺织技术相比,非织造技术具有工艺流程简单、生产速度快、劳动生产率高、纤维来源广泛、工艺容易变化、可生产的品种多等优点。
非织造滤料的加工一般经由形成纤(维)网、纤网加固和后整理三个过程。
按形成纤网的方法可将非织造物分为三类。
(1)干法非织造物 干法成网在非织造物加工中应用范围最广、时间最长。凡是纤维在干态下用机械、气流、静电或这些方法的结合形成纤网,再用机械、化学或加热的方法加固而成的织造物称为干法非织造物。
(2)纺丝成网法非织造物 高分子聚合物材料经过熔喷、纺粘、闪蒸等直接形成纤网状再经加固形成的非织造物称为纺丝成网法非织造物。
(3)湿法非织造物(也称造纸法非织造物) 纤维在水中悬浮湿态下,采用造纸方法成网,再用化学或加热方法加固而成的非织造物称为湿法非织造物。
三类典型非织造物的加工路线如图3-33所示。
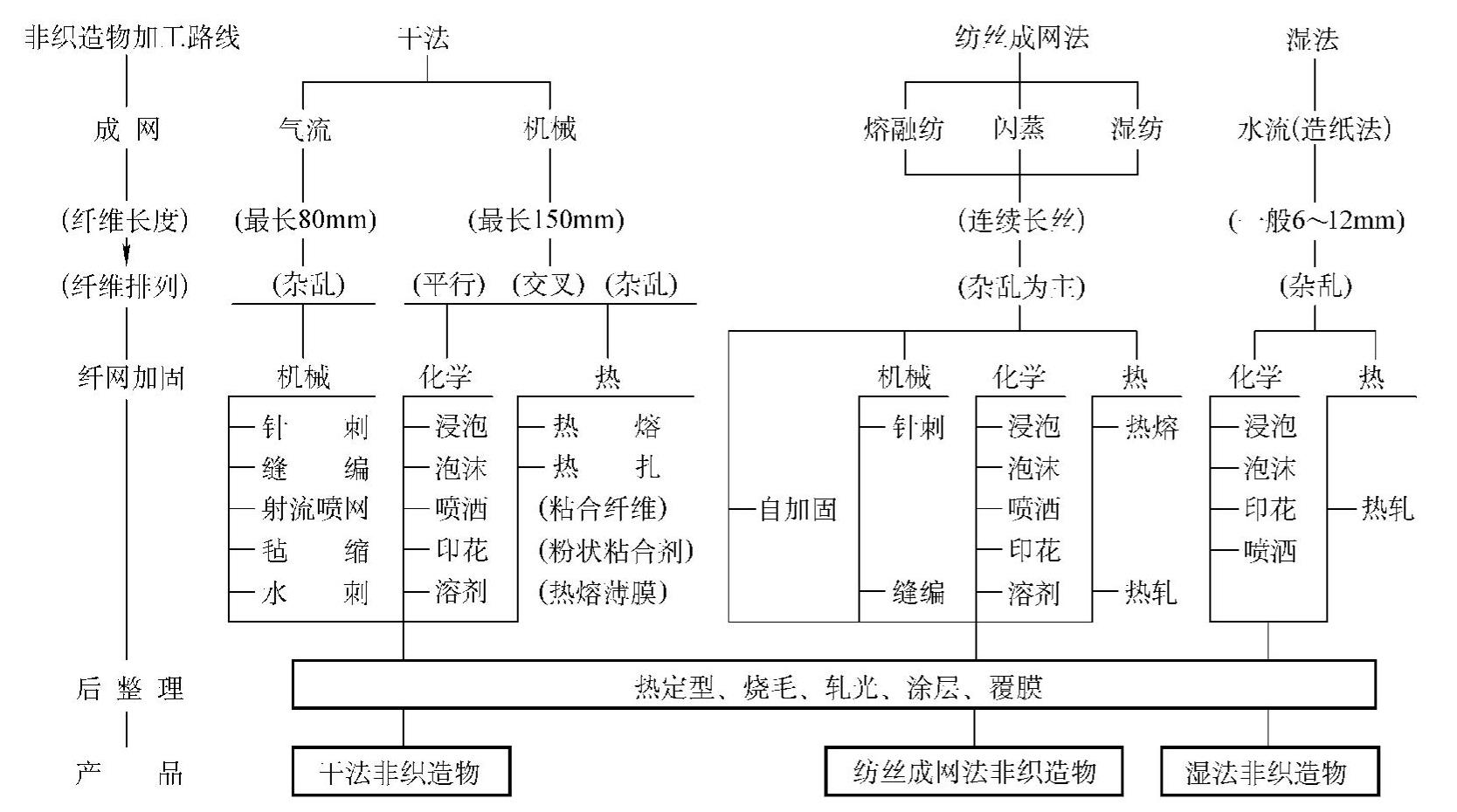
图3-33 典型非织造物基本加工路线
2.针刺毡滤料
(1)构造特点 针刺毡滤料是袋式除尘器最常用的非织造滤料,与机织滤料相比,具有以下特点:
1)针刺毡滤料中的纤维呈立体交错排列,呈三维结构,这种结构既有利于很快形成粉尘层,滤尘开始和清灰后也不存在直通的孔隙,捕尘效果稳定,除尘率高于一般织物滤料。测试结果表明,动态捕尘率可达99.9%~99.99%以上;
2)针刺毡没有或只有少量(有基布者)加捻的经纬纱线,孔隙率高达70%~80%,为一般织造滤料的1.6~2.0倍,因而自身的透气性好、阻力低;
3)易形成自动化一条龙生产线,便于监控和保证产品质量的稳定性;
4)生产速度快,劳动生产率高,产品成本低。
(2)生产工艺 针刺毡分有基布与无基布两类。增加基布是为了提高针刺织物的强度。有基布针刺毡滤料的生产工艺流程如图3-34所示。

图3-34 针刺毡滤料生产工艺流程
无基布针刺毡简化了生产流程,借助特殊的针刺工艺可以维持产品应有强度,但伸长率较大。
在工艺流程中,采取自动定量给料,是为了保证经疏理形成纤网的质地均匀。
叠网方法有很多,作为过滤材料,希望叠成的纤网中,纤维呈立体纵横交错而不是单相排列,以期获得最佳的过滤效果和经纬向比较接近的断裂强力和伸长率。
预针刺是对高度蓬松而无强力的纤网进行针刺,使之初步成形和减少厚度。其工艺流程如图3-35所示,为使蓬松的纤网能顺利进入针刺区,在喂入之前,首先须用压网辊3将之压缩,然后进入剥网板6和托网板7之间。经预针刺的纤网由牵拉辊8牵出,送入主针刺机。
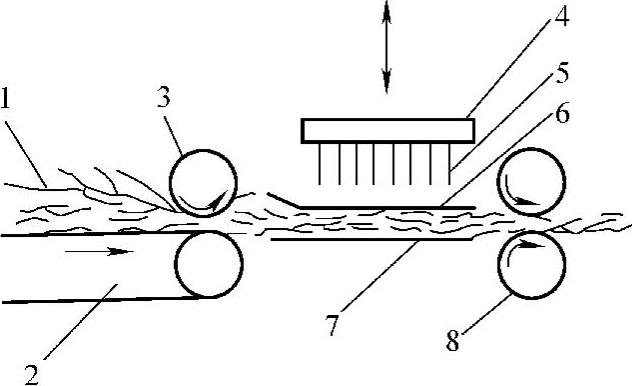
图3-35 预针刺工艺流程
1—纤网 2—输送帘 3—压网辊4—针板 5—刺针 6—剥网板7—托网板 8—牵拉辊
为避免纤网过厚时在剥网板和托网板前受阻,纤网上下纤维的前进速度不同步,致使纤网形成折痕,特将剥网板制成喇叭口状。也可将剥网板设计成上下活动式,即针刺时剥网板向下压纤网,此时纤网被压紧,静止不动,当刺针回到最高位置时,剥网板也上升到使纤网能顺利通过的高度。
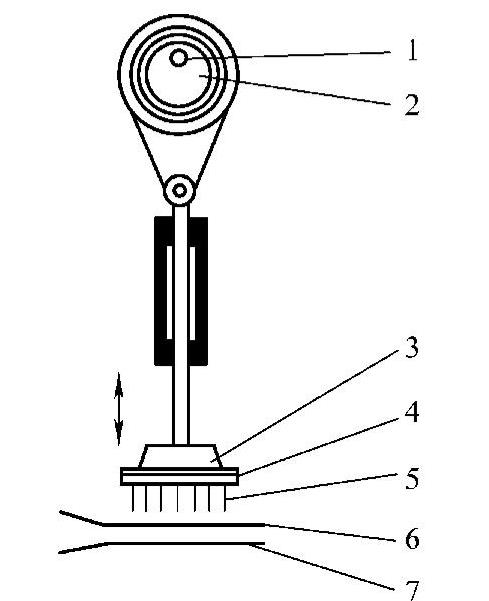
图3-36 针刺机构
1—主轴 2—偏心轮 3—针梁 4—针板 5—刺针 6—剥网板 7—托网板
针刺机构(见图3-36)是加工针刺毡的核心机构。刺针是针刺机的关键部件,对刺针有下列基本要求:
1)平直度好,几何尺寸精确,表面光洁,钩刺平滑无毛刺,针尖形状一致;
2)弹形好,耐磨损,以保持穿刺纤网时能承受大的负荷而不易折断。
(3)工艺参数
1)针刺深度:针刺深度指刺针针尖向下通过托网板上表面的距离(对下针刺机而言),也就是刺针刺穿纤网后突出在网外的长度。针刺深度根据纤维类型、纤网厚度和滤料结构要求而定,一般在3~17mm之间。通常情况下,对粗长纤维组成的纤网、厚型纤网和产品要求硬度大时要刺得深些,反之可浅些。如加工合成革基底纤网时,用1.5den×38mm棉型纤维,刺深取7mm;但加工4den×51mm丙纶纤维针刺毡时,刺深则取10mm。
2)针刺密度。针刺密度指单位面积纤网里受到的针刺数。可用下式计算:

式中 Dn——针刺密度(针刺数/cm2);
N——1m长度针板上的植针数;
S——针刺机每刺一次纤网前进的距离(cm/刺)。
针刺密度依滤料性质而定,一般情况下,针刺密度越大,成品的强力越大。但对滤料来讲,密度应适宜,因为滤料的强力主要依靠基布,过密时成品过硬过挺,不利于使用,而且还能刺伤基布,降低滤料的强力。
3)铺网层数:如不考虑牵伸因素,叠网的层数可用下列近似公式计算:
 (https://www.xing528.com)
(https://www.xing528.com)
式中 M——铺网层数(层);
v1——铺网帘往复速度(m/min);
W——梳理机梳出的纤网宽度(m);
v2——成网帘移动速度(m/min);
L——铺叠成网宽度(m)。
针刺毡滤料要求纤网重量均匀,边部整齐,一般铺网以16~20层较好。薄型滤料,铺网层数可少些,厚型滤料则需多些。
针刺滤料的工艺参数可参看图3-37。
(4)玻璃纤维针刺毡滤料工艺特点 天然纤维、合成纤维带有一定卷曲度,在梳理过程中容易进行分梳;同时,由于纤维与纤维之间具有抱合力,其纤维网有一定的强度,便于成网和针刺。玻璃纤维不同于天然纤维和合成纤维,其表面光滑,无卷曲度,纤维与纤维之间的抱合力小,这给玻璃纤维的梳理、成网、针刺带来较大的难度。制毡时,需首先用专用玻璃纤维浸润剂来改善玻璃纤维的柔软性、耐磨性,提高纤维的抗静电性。因此,玻璃纤维的梳理、成网、针刺设备以及工艺参数均与合成纤维有一定差异,需特殊设计。
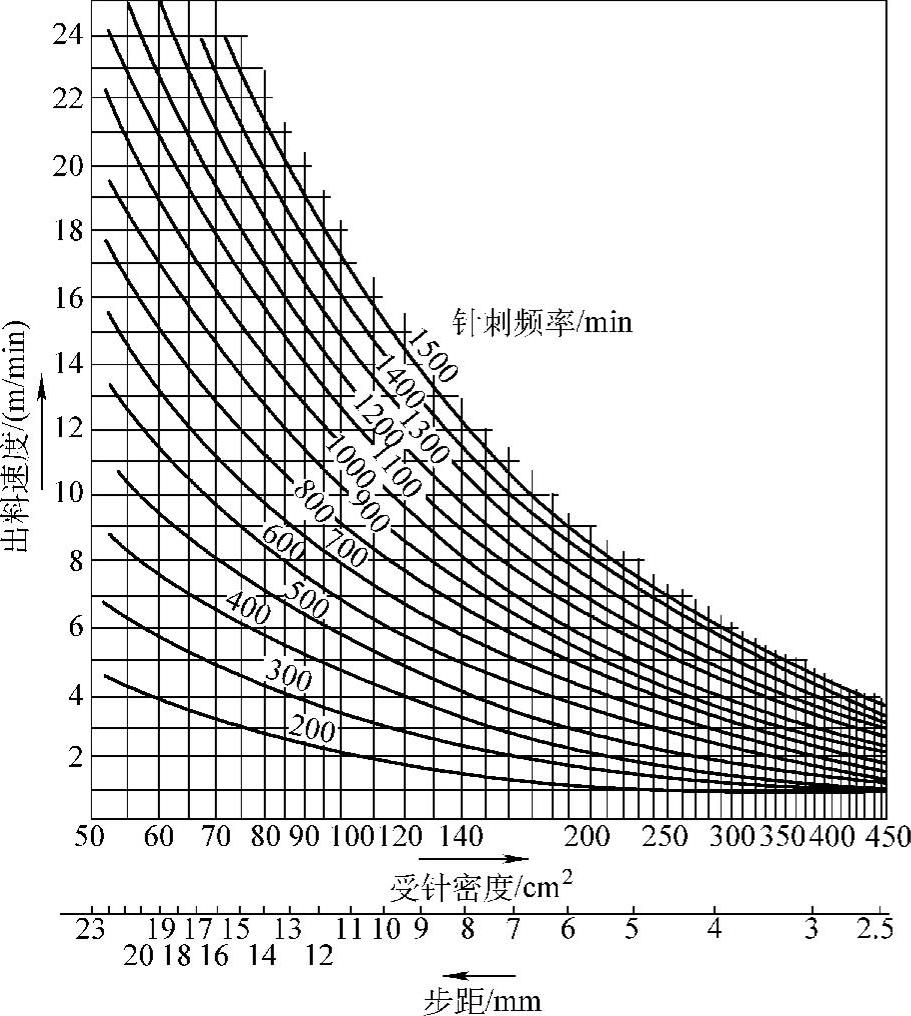
图3-37 针刺滤料工艺参数图表
玻璃纤维针刺毡必须通过表面处理,来加强毡层与基布的结合牢度,保护毡层与基布免受磨损和腐蚀,提高毡层表面的粉尘剥离性。
(5)典型针刺毡滤料 常用的针刺毡滤料品种及其性能参数见表3-25~表3-27。
表3-25 涤纶针刺毡滤料性能参数①②
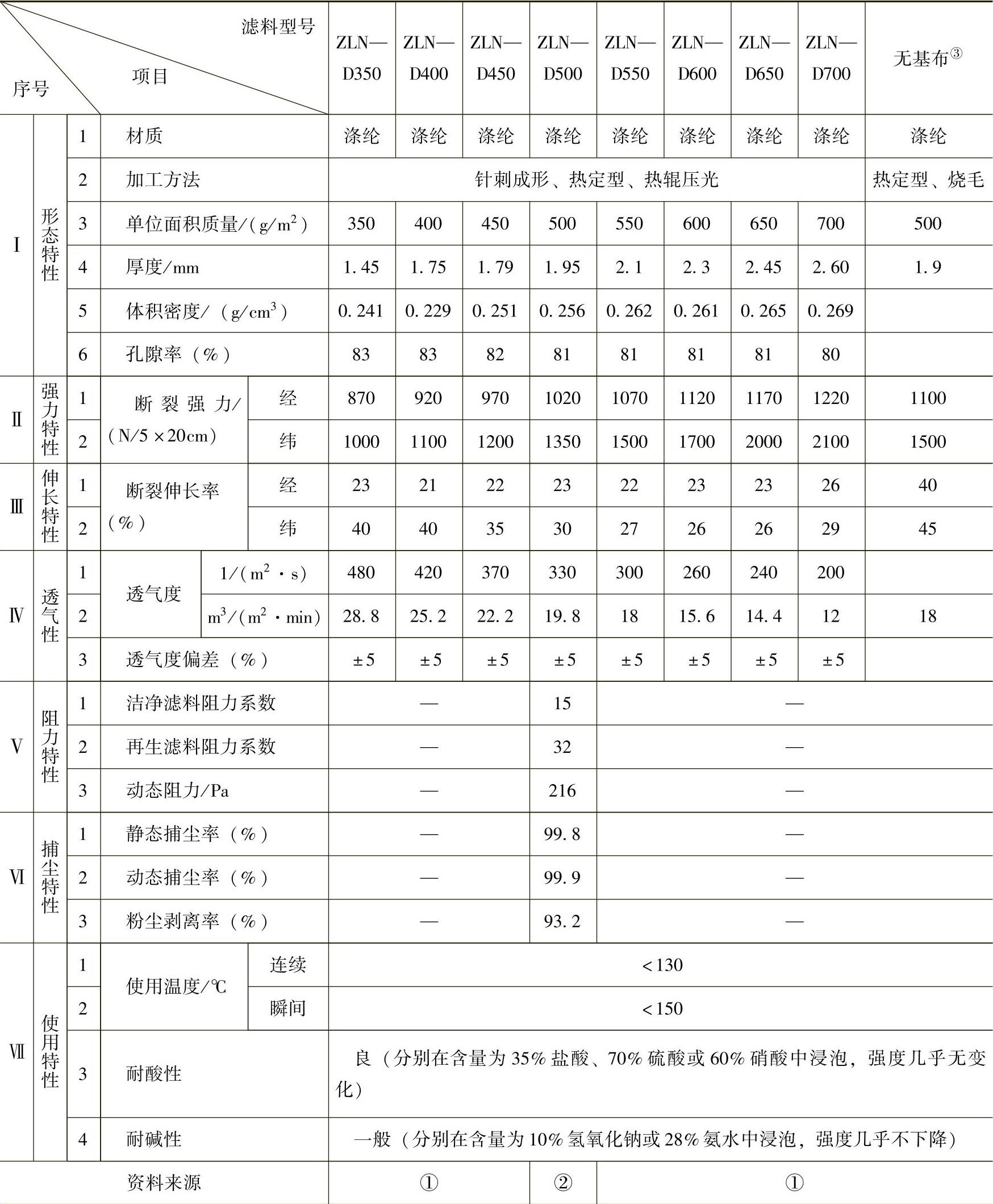
①全国袋滤技术研讨会文集(第七期)附录Ⅴ、Ⅵ、Ⅶ数据。
③上海安德鲁公司产品样本。
表3-26 丙纶针刺毡滤料性能参数①②
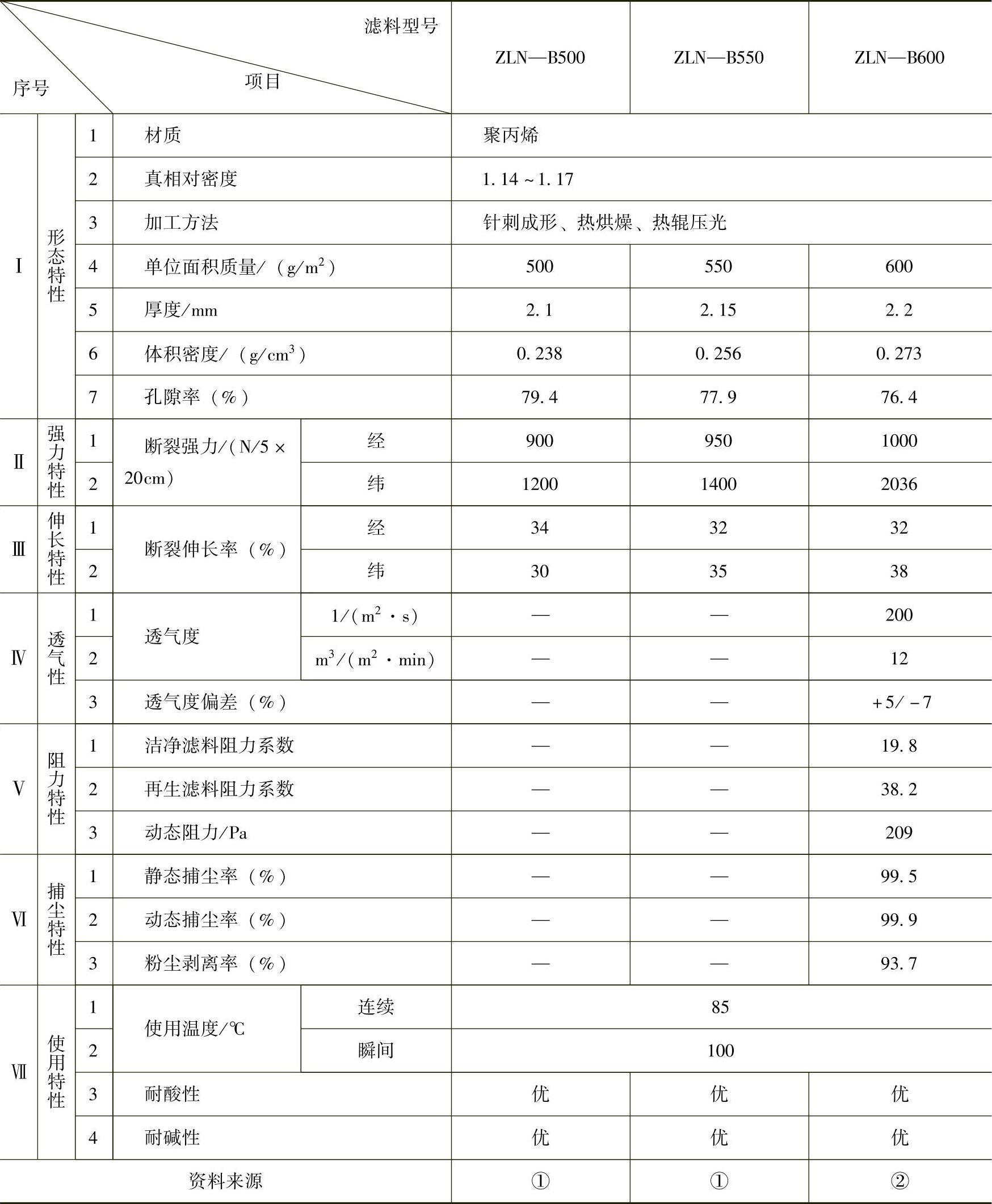
①全国袋滤技术研讨会论文集(第七期)。
②国家环保局全国环保产品认定检测报告。
表3-27 耐热抗腐针刺毡滤料性能参数①②③
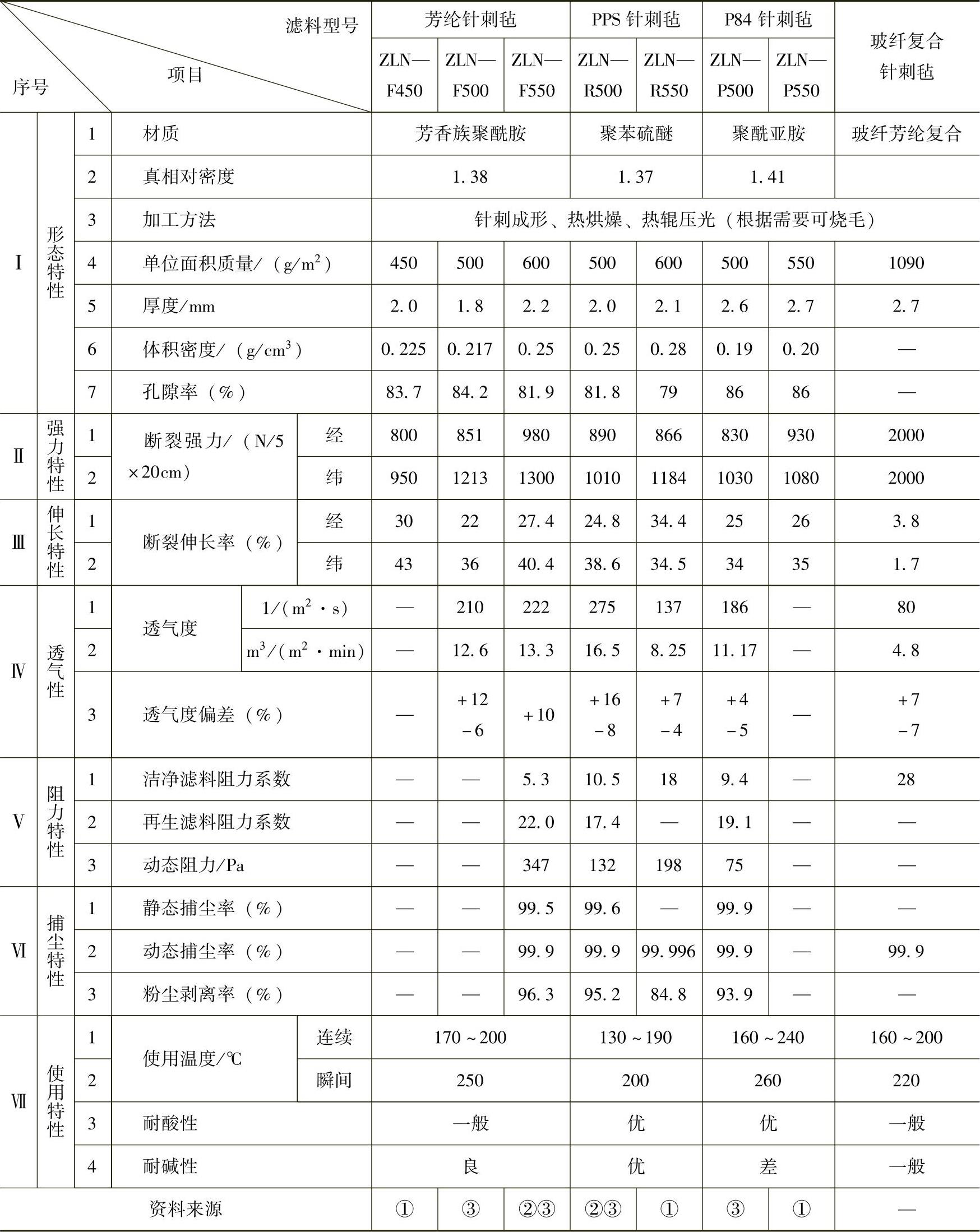
①全国袋滤技术研讨会论文集(第七期)。
②国家环保局全国环保产品认定检测报告。
③东北大学滤料检测中心检测报告(抚顺晶花产业用布有限公司样品)。
3.水刺毡滤料
水刺非织造布的工业化生产是20世纪80年代实现的,其原理与针刺法相似,所不同的是将钢针改为极细的高压水流,利用水流的穿刺力使纤维网中的纤维相互渗透缠结。水刺法加工工艺的主要优点是:工艺较简单,产品中无黏合剂,无环境污染;纤维不受损伤,产品不起毛、不掉毛、不含其他杂质;产品吸湿、柔软,外观与性能接近于传统的纺织品,手感和悬垂性好等。
因此,水刺技术起步较晚,但发展极为迅速,有人将其喻为21世纪非织造布工业的一颗生机勃勃的明星。
(1)水刺原理 水刺工艺与针刺法十分相似,只是利用高压水柱形成的“水针”,取代针刺工艺中的钢针起穿刺作用,工艺原理如图3-38所示。纤维网由托网帘输入水刺区,当一股极细的高压水柱经水刺头、水针板垂直地射向被托持在金属网帘上的纤维网时,受到这股水柱冲击的一根或一束纤维便受到“水针”的作用而向下运动,纤维在水力作用下从表面被带到网底,使纤维网中部分纤维之间发生相互渗透缠结作用而得到加固。当水针穿过纤维网射到托网帘后,又形成不同方向的反射作用,在水柱反弹到纤维网反面时,纤维网又受到了多方位水柱的穿刺,因而在整个水刺过程中,纤维网中的纤维在从正面直接冲击的水针和从反面托网帘水柱的反弹穿插的双重作用下,形成了不同方向的无序缠结。如果有很多股水柱在纤维网整个宽度上同时垂直地向纤维网喷射,通过控制喷射的时间,同时托持纤维网的金属网帘连续不停地输送,则纤维网便得到机械加固形成水刺毡。
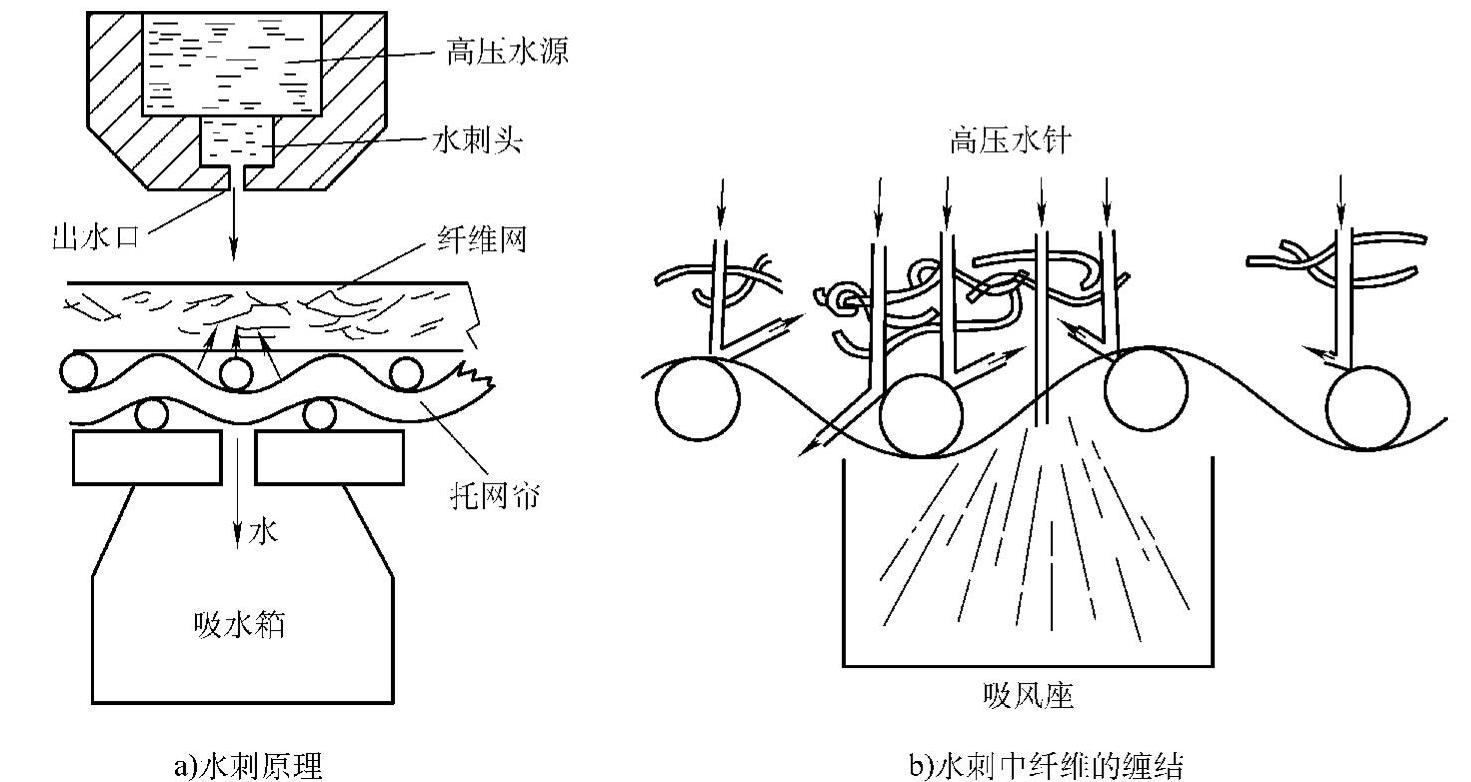
图3-38 水刺工艺原理
(2)水刺工艺 水刺工艺流程一般为:纤维成网→预湿→正反面多道水刺加固→(花纹水刺)→脱水→(预烘干)→后整理(印花、浸胶、上色、上浆等)→干燥定型→分切→卷绕→包装,如图3-39所示。
纤维可采用干法梳理成网、气流成网、湿法成网、纺丝直接成网和熔喷成网,其中以干法梳理成网应用最多、最普遍,其次是气流成网和湿法成网。纤维网定积重量一般为24~500g/m2。
水刺加固工艺过程如图3-40所示。
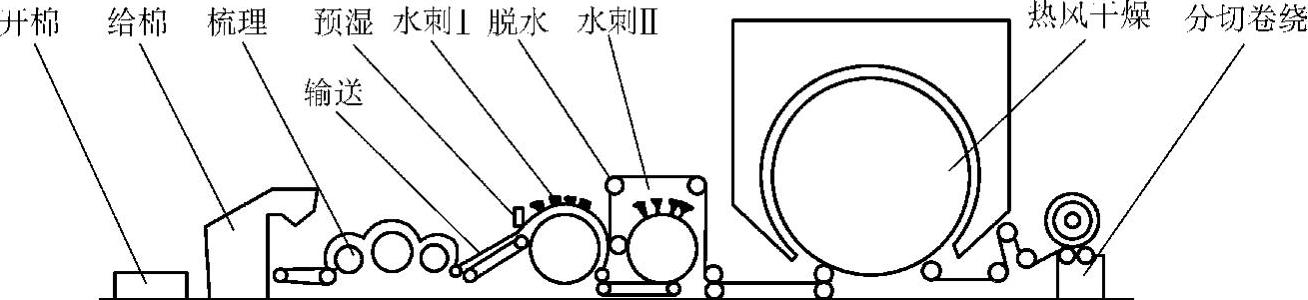
图3-39 Honeycomb水刺法工艺流程
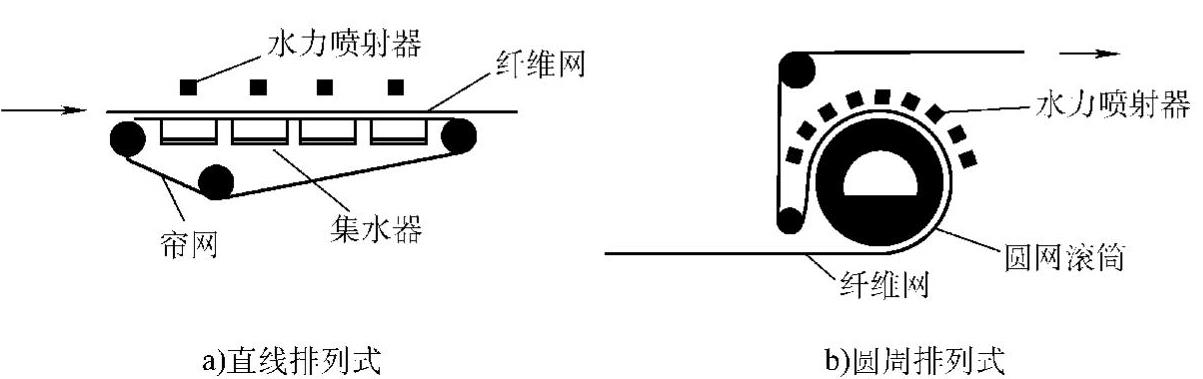
图3-40 水刺加固工艺
(3)水刺滤料特点及应用 水刺滤料在加工过程中纤维受到的机械损伤较针刺滤料要低,所以在同等克重下,其强力高于针刺滤料。
由于水针为极细的高压水柱,其直径较针刺毡制作时所用刺针要细,所以水刺毡几乎无针孔,表面较针刺毡更光洁、平整,从而过滤效果性更好。
采用水刺工艺制造除尘滤料目前刚开始。大金氟化工有限公司采用水刺工艺将一层枝状超细PTFE纤维复合在各种基材(织物或针刺毡)上,成功开发了ADMIREX高性能滤料。由于水刺不会损伤纤维,可以使用玻纤织物作为基布,从而降低了滤料成本,已在垃圾焚烧炉等特种烟气净化工程获得应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。