



划线是根据图样的技术要求,在毛坯或半成品上用划线工具划出加工界线,或划出作为基准点、线的操作过程。
1.划线分类
划线分平面划线和立体划线两种。
(1)平面划线 只在工件一个表面上划线后,即可明确表示加工界线,称为平面划线。平面划线如图4-3-5a所示。
(2)立体划线 需要在工件的几个互成不同角度的表面上划线,才能明确表示加工界线,称为立体划线。立体划线如图4-3-5b所示。
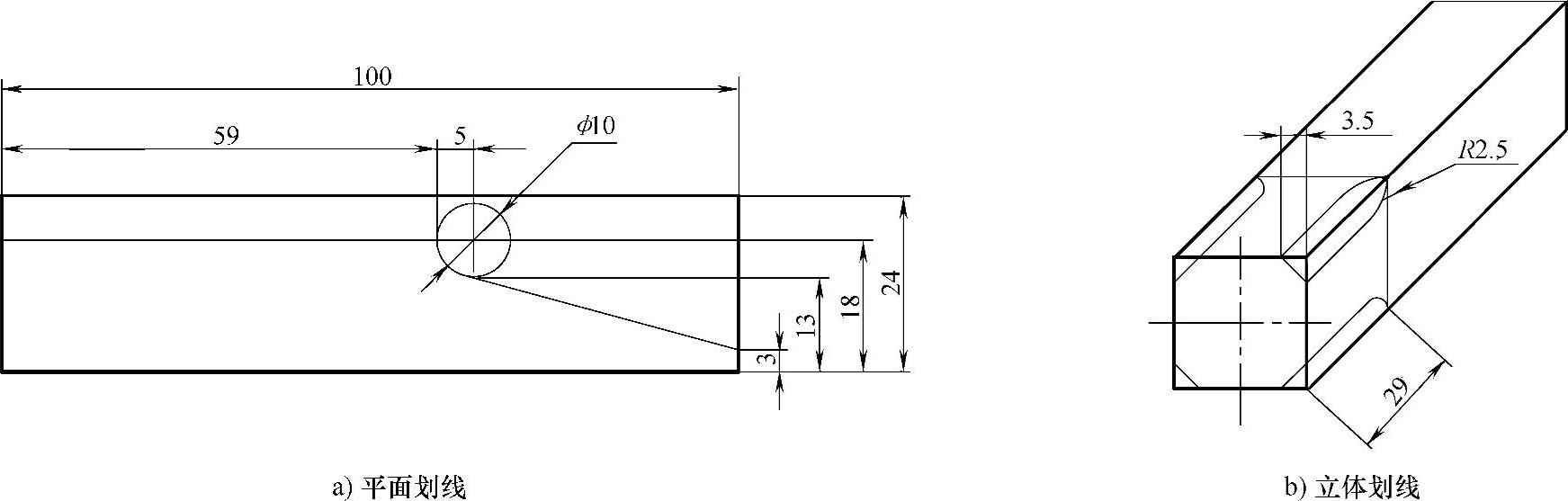
图4-3-5 平面划线和立体划线
2.划线前的准备
划线前首先看懂图样,分析工艺要求,明确划线任务;其次选择划线工具、量具;然后检验坯料的质量;最后对加工表面进行清理和涂色。
3.划线工具
(1)划线平板 划线平板如图4-3-6所示,由铸铁经精刨或刮削制成,是划线和检测的基准平板。平板要置于水平状态,保持清洁,平时上油防锈,切勿损伤台面。
(2)划针盘 划针盘如图4-3-7所示,由底盘、支架和划针组成,是划线、引线、找正与借料的工具。
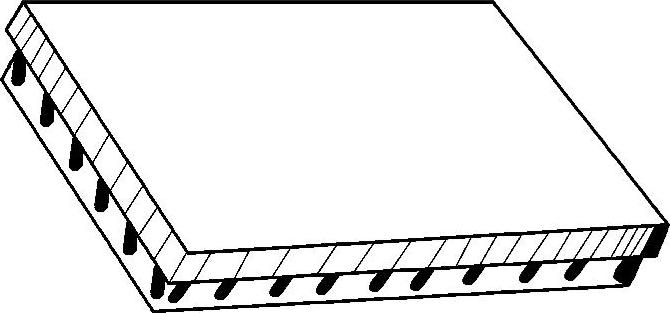
图4-3-6 划线平板
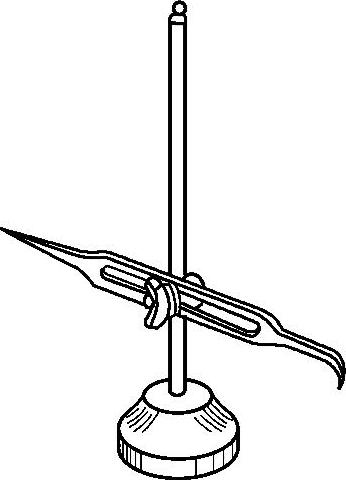
图4-3-7 划针盘
(3)划针 划针是直接在零件上划线的工具,如图4-3-8a所示。划针用ϕ3~ϕ5mm弹簧钢丝或高速钢制成,针尖部磨成15°~20°并淬火处理。使用方法如图4-3-8b所示,与钢直尺、角尺等量具结合划线。
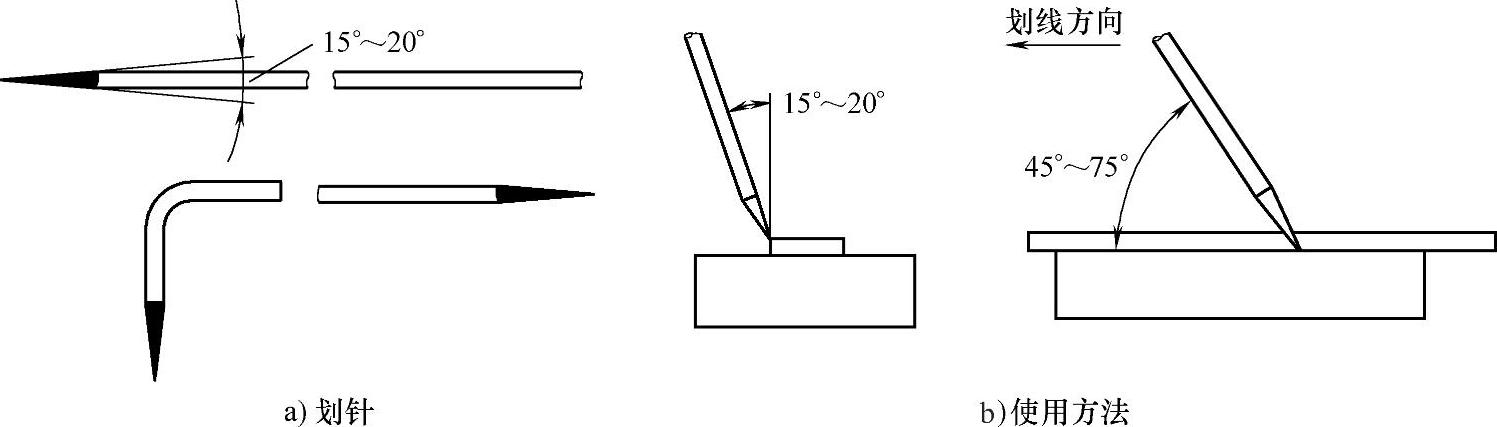
图4-3-8 划针与使用
(4)划规 划规如图4-3-9所示,是划圆、圆弧、等分线段和量取尺寸的工具。
(5)锤子。锤子如图4-3-10所示,是装配、錾削和整形等工作的常用工具。锤子规格以锤头质量来表示,常用的有0.25kg、0.5kg、0.75kg、1kg等。
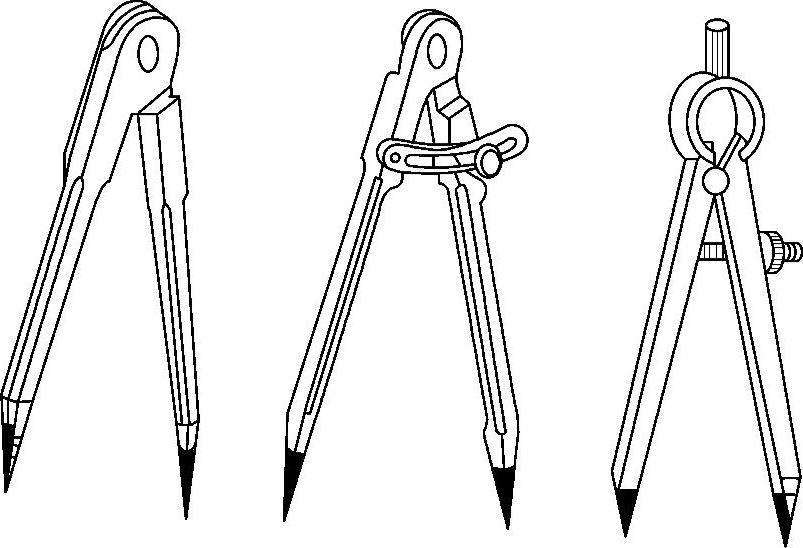
图4-3-9 划规

图4-3-10 锤子

图4-3-11 样冲与冲眼方法(https://www.xing528.com)
(6)样冲 样冲如图4-3-11a所示,用于在划线后的加工界限线条或中心上冲眼。冲眼方法如图4-3-11b所示,定位中心样冲眼如图4-3-11c所示。
(7)通用扳手 通用扳手(活扳手)如图4-3-12a所示,其开口在一定范围内可调节,用来装拆六角形、正方形螺栓、螺母。
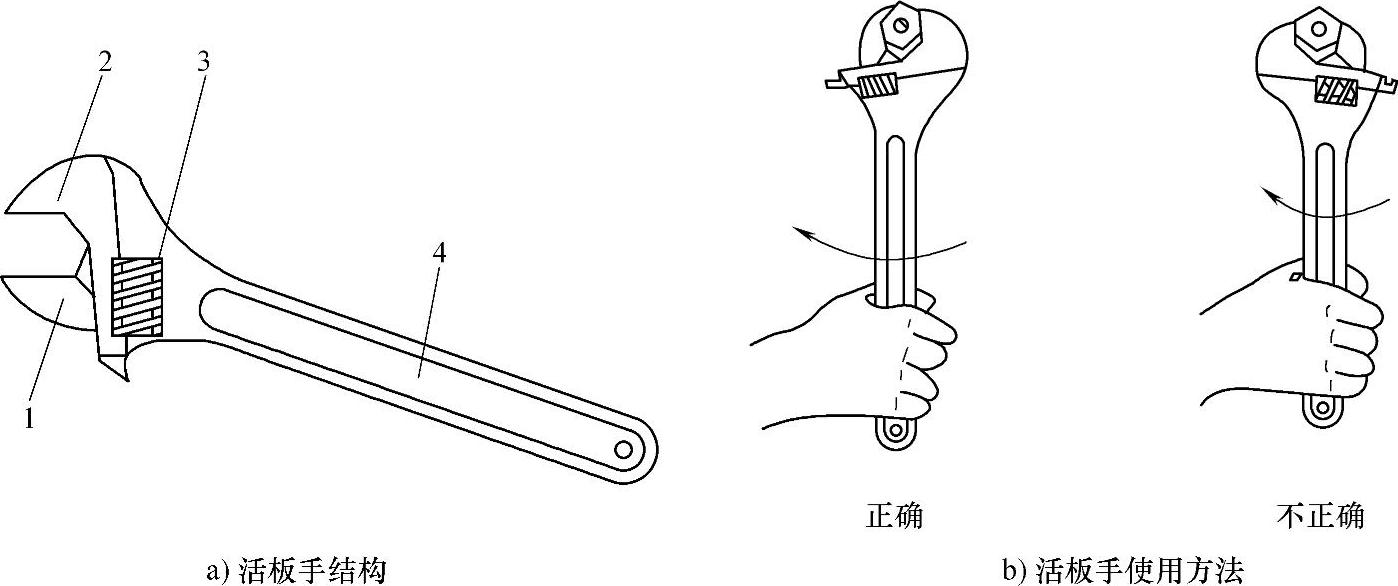
图4-3-12 活扳手
1—活动钳口 2—固定钳口 3—调整螺杆 4—扳手体
(8)螺钉旋具(螺丝刀) 常用螺丝刀如图4-3-13所示,分一字槽和十字槽形两种,用于装拆头部开槽螺钉等。

图4-3-13 螺丝刀
(9)划线支撑与夹持工具 划线时常用一些辅助工具来支撑和夹持工件,如图4-3-14所示。
4.划线基准的选择
划线时,在工件上选择某个点、线、面作为划线依据,使之能正确划出满足其他各部分尺寸或形状的相对位置要求的线,此依据称为划线基准。
常用划线基准的形式和划线方法如下:
(1)以两条相互垂直的中心线为基准 如图4-3-15所示,圆柱端面划线,所划18mm×18mm正方形尺寸线与ϕ30mm圆的垂直中心对称,四周尺寸相等。
划线方法:将ϕ30mm圆柱置于方箱V形铁内压紧。利用方箱的各面垂直度,通过翻转方箱,划出垂直中心线和正方形尺寸界线。
(2)以两个相互垂直的平面为基准 如图4-3-16所示,鸭嘴锤头的侧面划线,以底面和左端垂直面为划线基准,划R5mm与斜面尺寸位置线。
划线方法:以底面为基准,角铁作靠铁,划出尺寸3mm和13mm线;以左端垂直面为基准,划出尺寸59mm和(59+5)mm=64mm线;用划针、钢直尺和划规划出斜线和R5mm圆弧线。
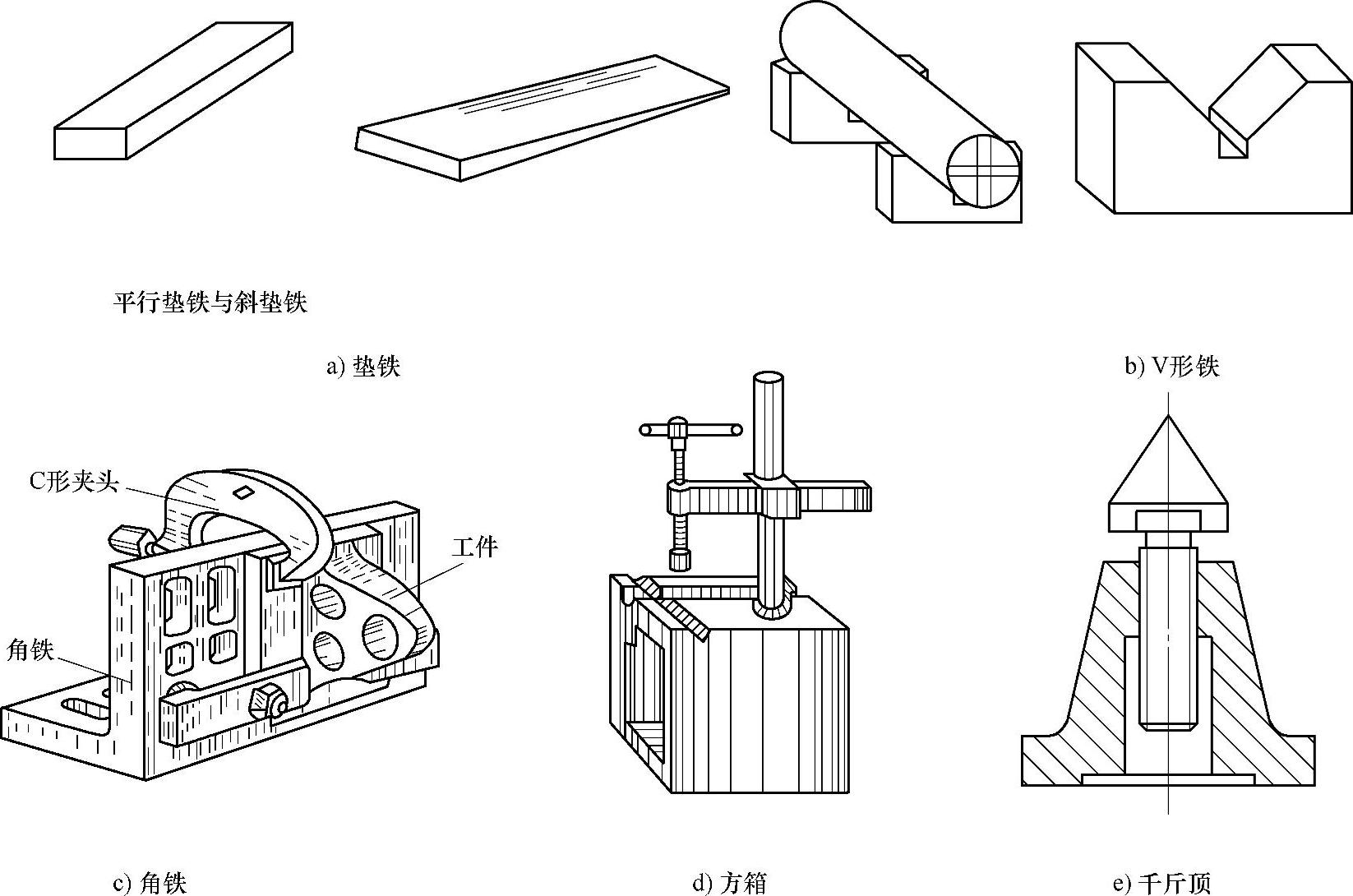
图4-3-14 支撑与夹持工具
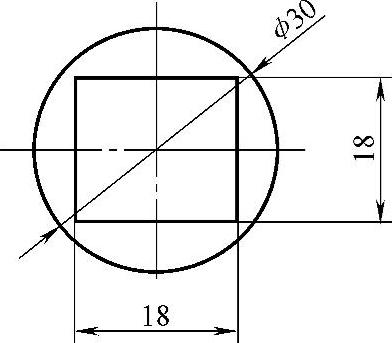
图4-3-15 圆柱端面划线
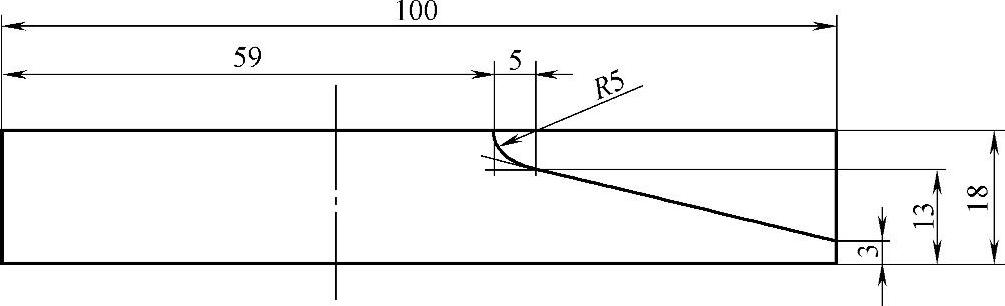
图4-3-16 鸭嘴锤头侧面划线
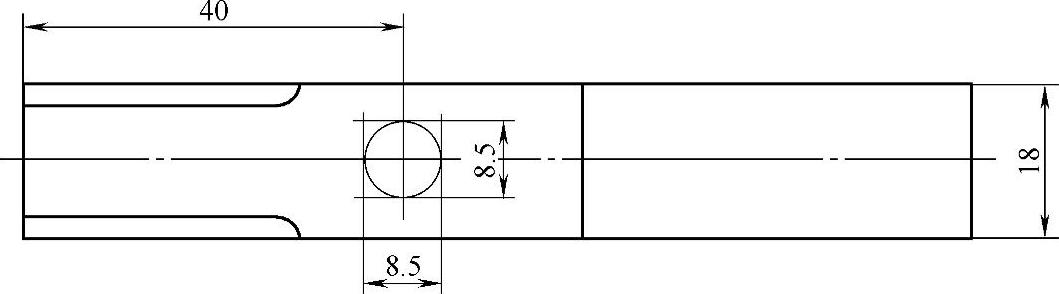
图4-3-17 划线方法
(3)以一条中心线和一个垂直平面为基准 如图4-3-17所示,鸭嘴锤头孔加工划线,以18mm尺寸中心线和左端垂直面为划线基准。
划线方法:以左端垂直面为基准,划尺寸40mm线;划40mm右尺寸界线为对称中心线的尺寸8.5mm的加工界线;以18mm尺寸中心线为基准,划对称中心线尺寸8.5mm加工界线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。