



轴向裂纹检测应具备两大要素:一是外加磁场方向应最大限度地与轴向裂纹垂直,以激励出最大强度的漏磁场;二是磁场测量单元应该具有足够的灵敏度。
1.交流漏磁磁化器
钢棒直径越小,轴向裂纹的检测稳定性越难以保证。图7-29所示为C形磁化器检测状态图。
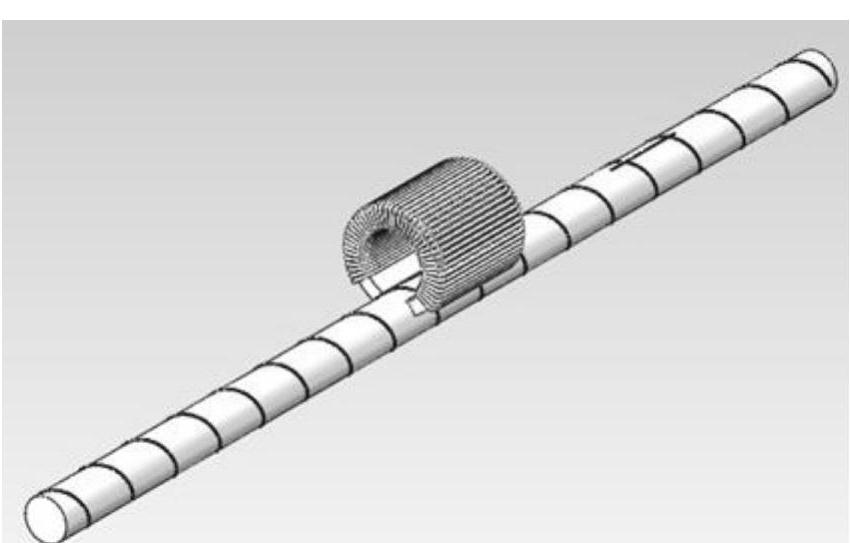
图7-29 C形磁化器检测状态图
该方案有如下优点:
1)经过钢棒的有效主磁通更大,并且能保证磁场方向同轴向裂纹正交,裂纹漏磁场更大。
磁化器所产生的磁通路径有两条:一是经过钢棒的主磁通Φδ,二是不经过钢棒的漏磁通Φy,即在磁化器两极之间传递的磁通。故在磁路内的总磁通为
Φ0=Φδ+Φy (7-1)
常规交流漏磁检测一般使用U型磁轭,磁极平面一般与钢棒表面相切。本方案的C形磁极用弧面与钢棒表面贴合,气隙漏磁通量少,有效增大进入钢棒的主磁通量。
2)对于小规格钢棒,磁极与钢棒表面贴合不好,会使传感器检测区域偏离磁化中心区,对信号产生干扰。在自动化检测中,这种动态偏离将引起较大的干扰,降低检测信噪比和灵敏度。C形磁化器及其磁极实现了较好的对中,检测信号稳定,振动干扰小。(https://www.xing528.com)
在检测不同直径的钢棒时,钢棒中心高会发生变化,浮动对中机构可良好地实现探头跟踪,减少干扰噪声。利用滑轨滑块机构可实现检测探头装置的整体上下移动,以适应钢棒的中心高变化。气缸可使检测单元在钢棒螺旋前进过程中紧密贴合钢棒,避免提离值的变化对检测信号的影响,如图7-30所示。
2.阵列传感器
为提高检测速度并满足全覆盖一致性检测,传感器设计成阵列式,以增加探头轴向覆盖范围,防止缺陷漏检。钢棒螺旋前进的螺距一般稍小于探头轴向覆盖范围,钢棒运行螺距越大,系统检测速度越高。
由于检测过程中会出现多种机械电气干扰而形成背景噪声,将传感器单元设计为差分式结构来消除部分干扰信号。如图7-31所示,检测单元由扁平线圈及聚磁铁心组成,虚线框为一个差分单元。探头耐磨层采用陶瓷片,实践证明具有很好的耐磨效果,在具体应用过程中只需定期更换陶瓷片,即可延长探头的使用寿命。
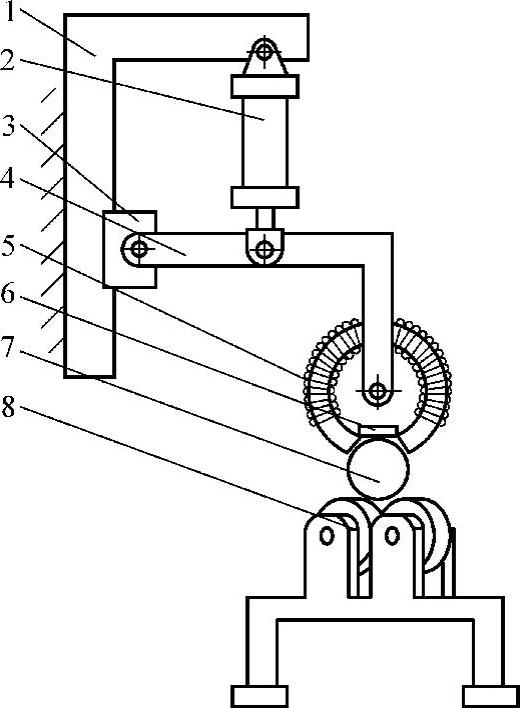
图7-30 C形磁化器及探头跟踪机构
1—滑轨 2—气缸 3—滑块 4—摇臂 5—交流磁化器 6—检测探头 7—被检钢棒 8—对辊轮
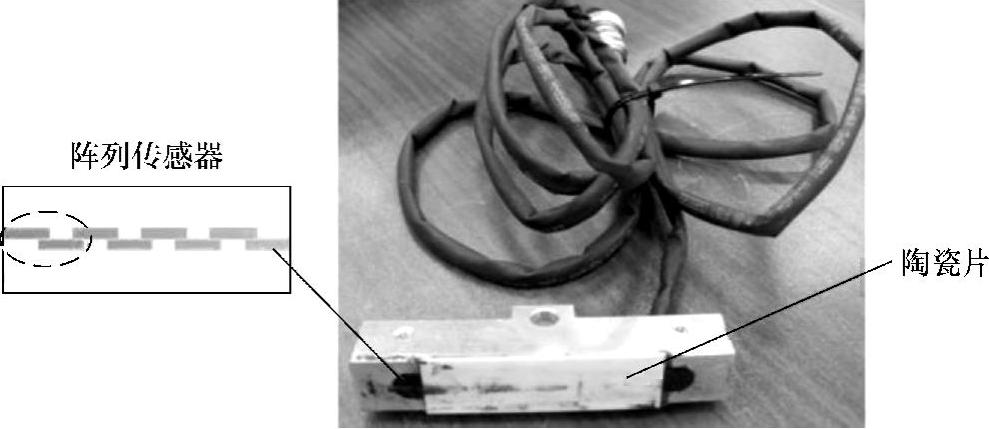
图7-31 阵列传感器组成及实物图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。