



1.机针与旋梭的配合(见图12-52)
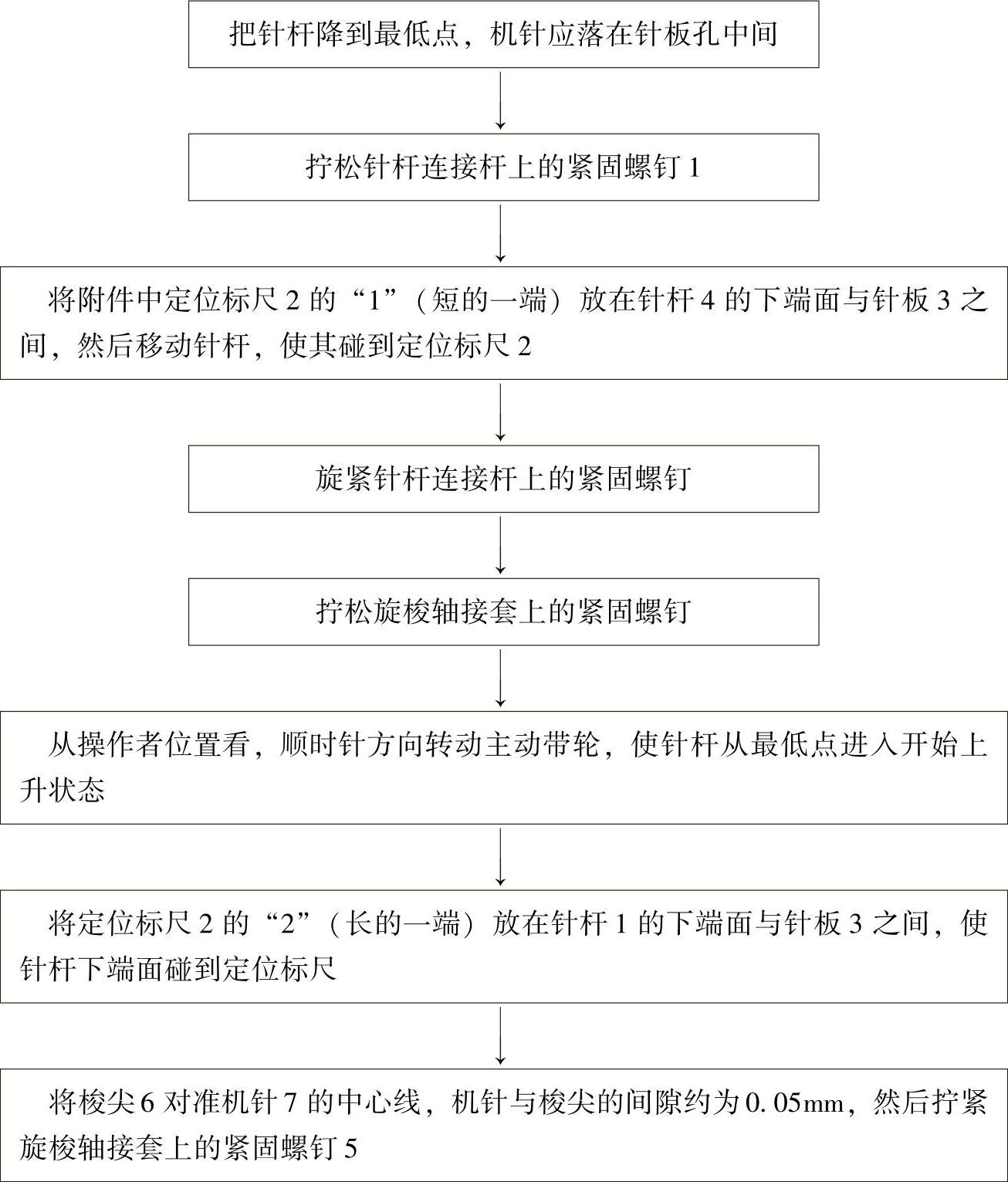
注意:如出现跳针故障时,可将针杆高度从定位标尺2的“1”位置降低0.5mm左右。
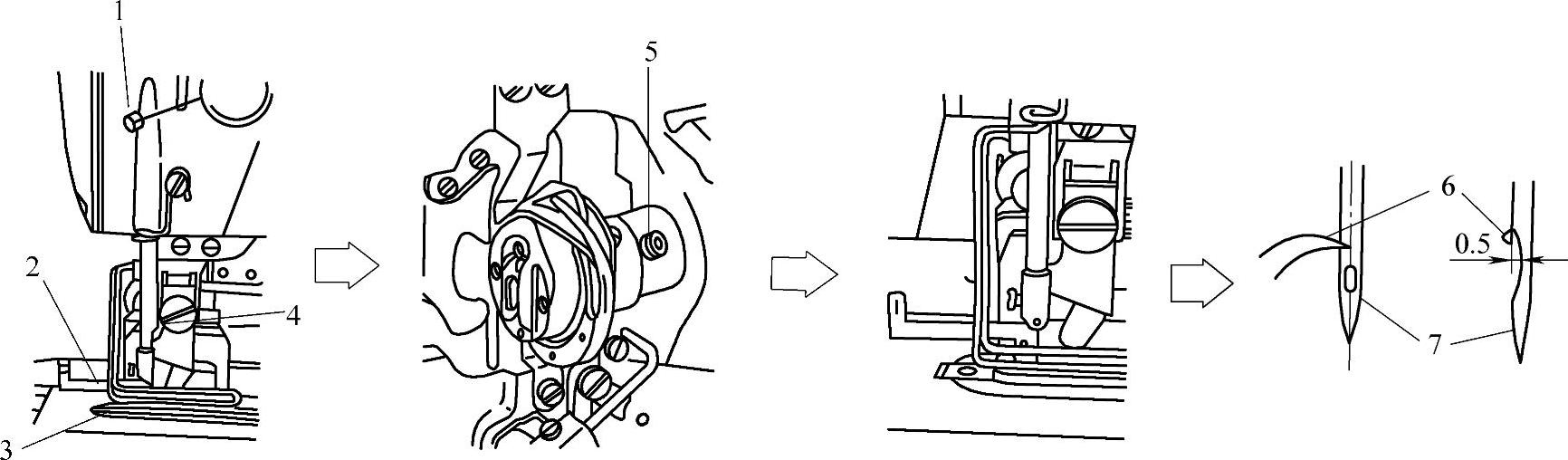
图12-52 机针与旋梭的配合
1—紧固螺钉 2—定位标尺 3—针板 4—针杆 5—紧固螺钉 6—梭尖 7—机针
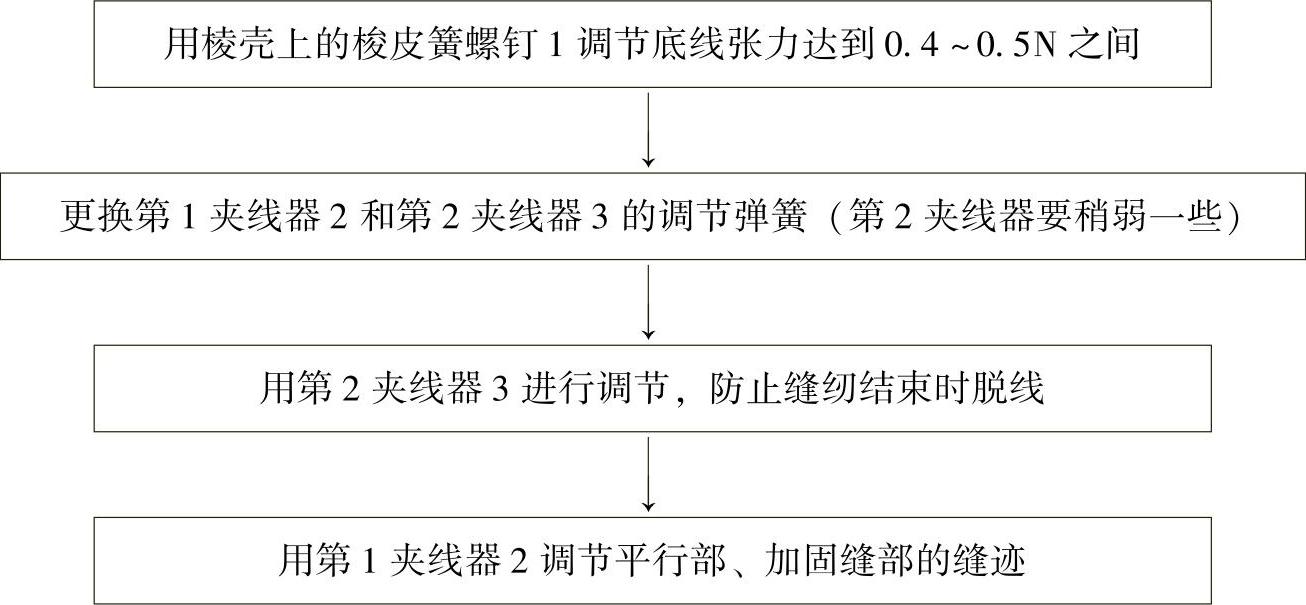
2.缝线张力的调节(见图12-53)
第1夹线器2仅在缝纫机分离停车时浮起,夹线板浮起量为1mm。可通过面线第1过线螺钉的上下安装高度来调节。
图12-53 线迹张力的调节
1—紧固螺钉 2—第1夹线器 3—第2夹线器
第2夹线器3在加固缝部位和缝纫结束到再次开始缝的数针之间浮起。夹线板浮起量为0.5~2mm。调整时,拧松紧固螺钉1,拉出第2夹线器3来调节浮起量,开始缝的松线时间为始缝起2~3针(123针时)。调整方法:
(1)三角线迹的缝线张力
(2)平线迹的缝线张力
注意:底线张力不能过低,否则,势必要更加降低面线的张力,可能会产生二次挂线,此外又会容易产生线迹不匀。
(3)挑线弹簧的调节(三角线迹)(见图12-54a)挑线弹簧1的行程约8~10mm,起动时的张力以0.1~0.2N为宜。
1)调节挑线弹簧1的行程:拧松螺钉2,将螺钉旋具插入夹线螺钉3的嵌槽内旋转即可。顺时针转动,行程增大,逆时针转动,行程减小。
2)调节挑线弹簧的张力:旋紧螺钉2,将螺钉旋具插入夹线螺钉3的嵌槽内,若顺时针转动,张力增大,逆时针转动,张力减弱。
(4)挑线量的调节(见图12-54b)根据缝制物的厚度变更挑线量,可以得到良好的紧线效果。
1)缝制厚料时,拧松右线勾4的固定螺钉5,向左移动右线勾4,挑线量变大。
2)缝制薄料时,把右线勾4向右移动,挑线量变小。
图12-54 挑线弹簧和挑线量的调节
1—挑线弹簧 2—螺钉 3—夹线螺钉 4—右线勾 5—固定螺钉
3.钮孔长度(送料量)的调节(见图12-55)
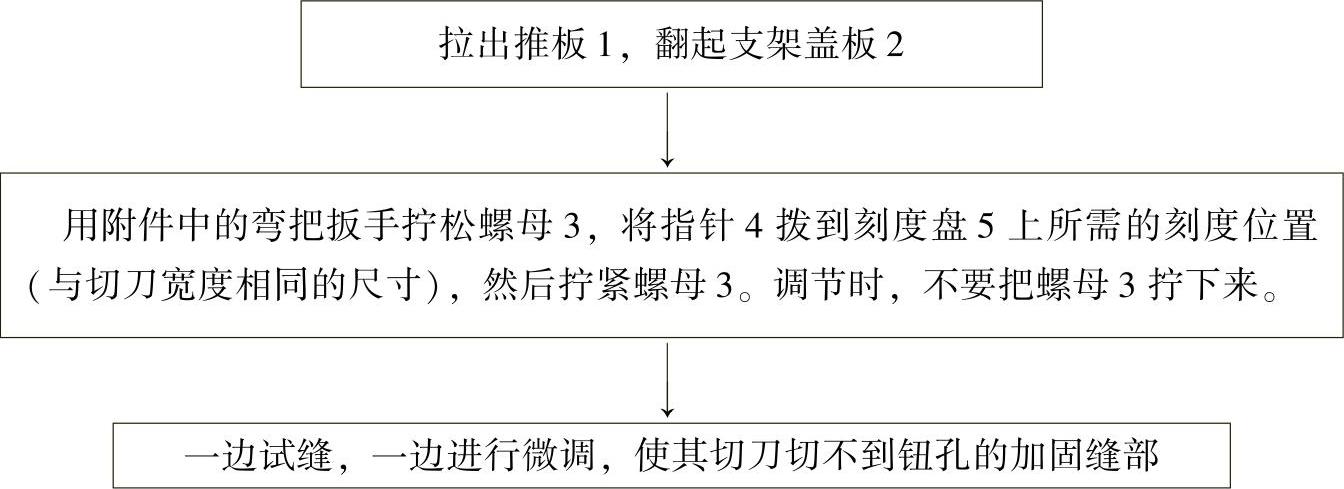
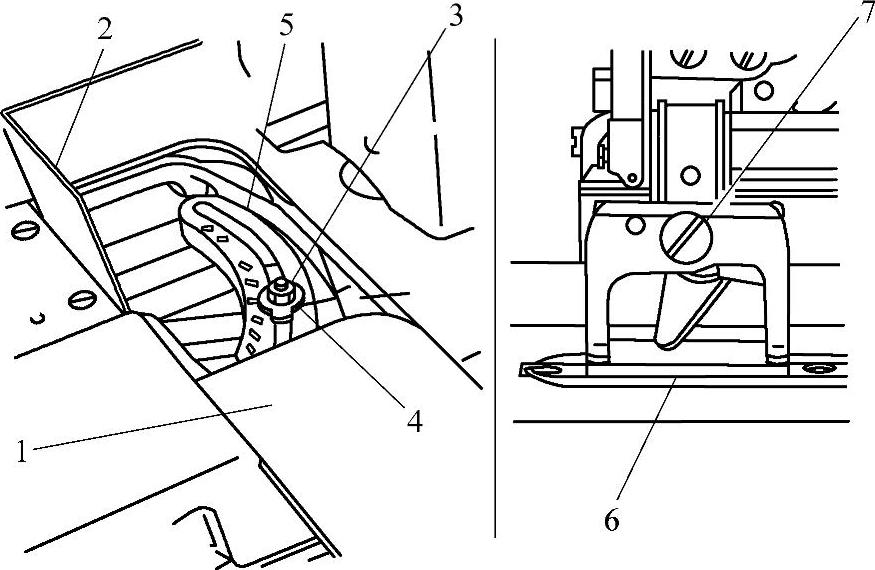
图12-55 钮孔长度的调节
1—推板 2—支架盖板 3—螺母 4—指针 5—刻度盘 6—压脚 7—压脚板座轴位螺钉
4.压脚的调换
应使用与钮孔长度相接近的压脚6,调换压脚时,只要旋出压脚板座轴位螺钉7,就可以更换压脚(见表12-19)。
表12-19 压脚及可用切刀宽度

5.锁眼宽度(横列宽度和套结宽度)及锁眼基准位置的调节(见图12-56)
机针的摆动是以横列摆动的右侧作为基准位置的。调整时,应按下列要求进行调节。
1)横列宽度a的调节:旋转螺钉1,将指针2对准刻度盘3上所需的刻度值(实际横列摆动幅度仅是刻度值的1/2的量,单位为mm)。
2)套结宽度b的调节:旋转螺钉4,将指针5对准刻度盘3上所需的刻度值(套结摆动幅度是横列宽度的2倍)。顺时针旋转螺钉,摆动幅度增大;逆时针旋转螺钉,摆动幅度减小。
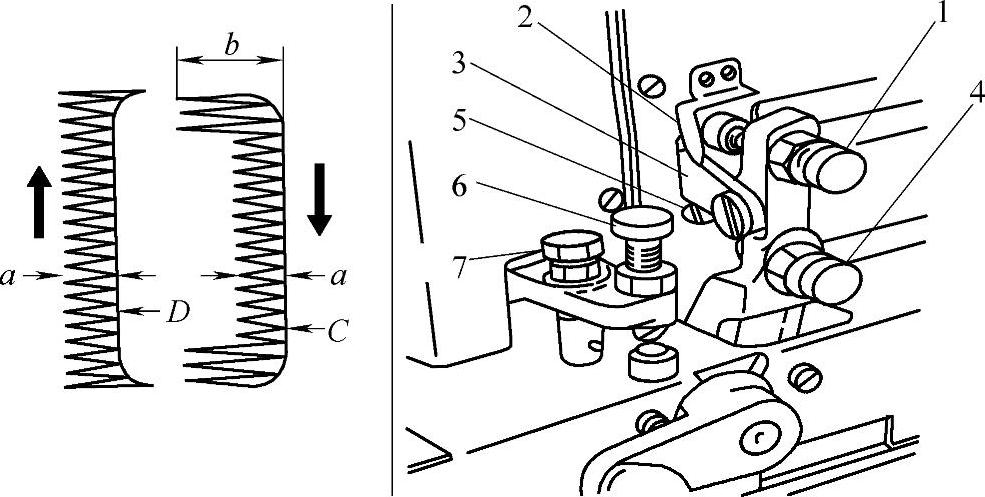
图12-56 锁眼宽度及锁眼基准位置的调节
1、4、6、7—螺钉 2、5—指针 3—刻度盘
3)右基线C位置的调节:旋转螺钉4,设定切口到切不到缝线的位置。旋入螺钉6,右基线就向左移动;反之相反。
4)左基线D的位置,因变更摆动宽度位置不变更,所以不需调整。切刀切到左基线时,拧紧螺钉7让其向左移动。
5)最后,边试缝,边按上述方法进行微调。
注意:变换横列宽度,基线位置不会改变。
6.压脚压力的调节(见图12-57)
1)调节要求:踏脚板踩到底时的压脚提升量为12mm。
2)调节方法:压脚压力用压簧调节螺钉1进行调节,如旋入螺钉,压脚压力就增大,缝料不易产生折皱现象。
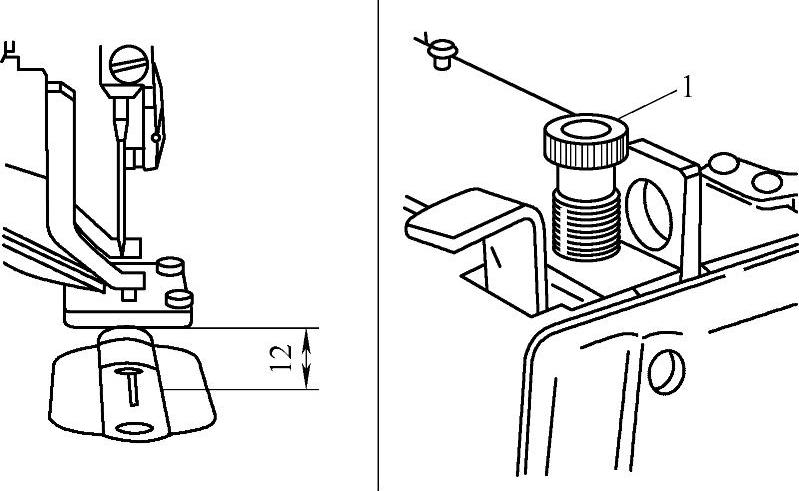
图12-57 压脚压力的调节
1—压簧调节螺钉
7.底线绕线装置的调节(见图12-58)
1)底线绕线轮1处于分离状态时,绕线轮与皮带4之间的间隙应保证在1mm左右。可通过转动螺钉2来调节。
2)运转时,当皮带4接触底线绕线轮1时,用张紧轮3调节张力,使皮带振动减小,如果仍然接触,则把间隙调整为1mm以上。
8.变速机构的调节(见图12-59)
1)带拔叉的位置:低速运转时,平带1的位置应如图所示,与高速带轮4之间保持0.5~1mm的间隙。调节时,将手动刹车柄推向A位置(见图12-47),然后在低速运转状态下,拧松螺钉3,移动带拔叉2即可。
注意:低速运转时,平带应完全套在低速带轮上。
2)限位螺钉的位置:为了不使皮带从高速带轮4上脱落下来,带拔叉2的移动距离可用限位螺钉5进行调节限制,旋出则行程减少,旋入则行程增大。
9.夹线器松线时间的调节(见图12-60)
1)第1夹线器B仅在停车的时候浮起松线,浮起量为1mm比较好。
调节方法:松开第1夹线器过线螺钉的固定螺母,旋转第1夹线器过线螺钉,通过改变第1夹线器的过线螺钉的安装高度进行调节。
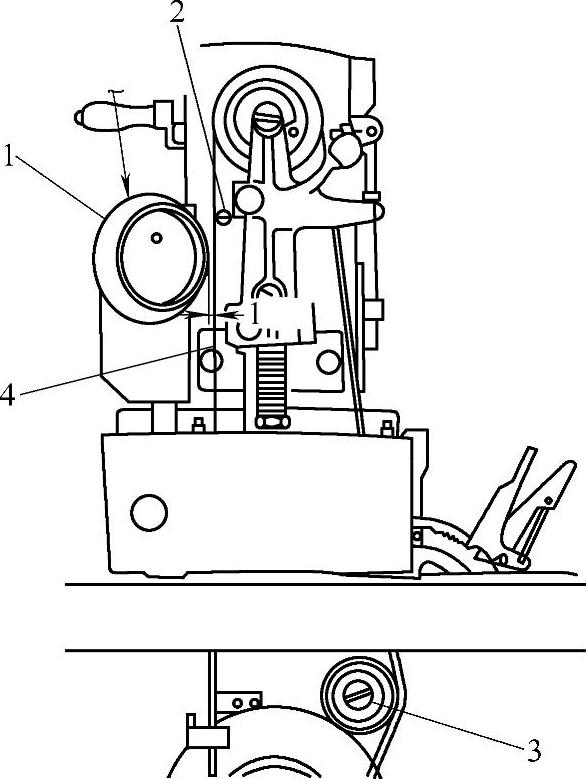
图12-58 底线绕线装置的调节
1—底线绕线轮 2—螺钉 3—张紧轮 4—皮带
2)第2夹线器A在套结部位及缝制完毕至始缝数针内夹线盘浮起,浮起量为0.5~1mm比较好。开始缝的松线时间为始缝起2~3针(123针时)。
调节方法:拧松螺钉1,左右移动第2夹线器的位置进行调整夹线盘的浮起量。
沿箭头方向移动第1夹线器凸块2和第2夹线器凸块3,松线时间动作提前,反之推迟。
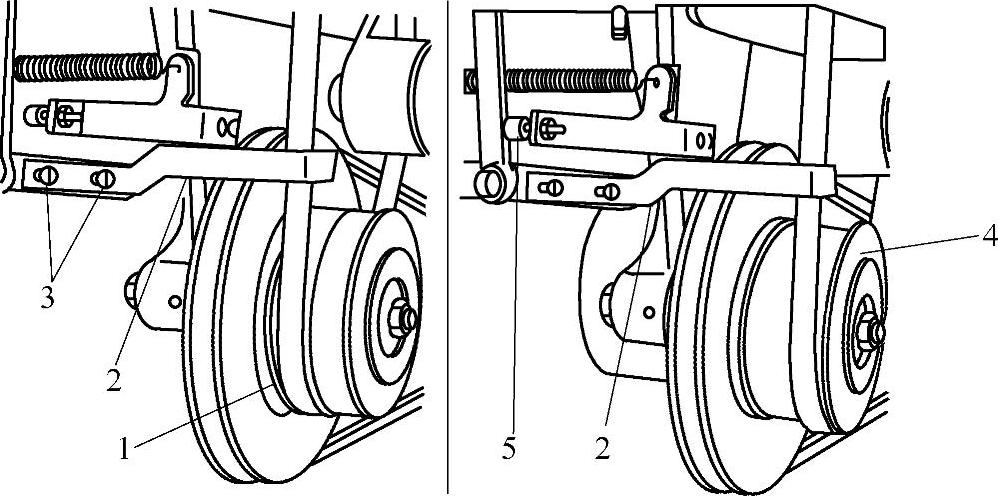
图12-59 变速机构的调节(https://www.xing528.com)
1—平带 2—皮带拔叉 3—螺钉 4—高速带轮 5—限位螺钉
10.梭芯压杆装置的调节(见图12-61)
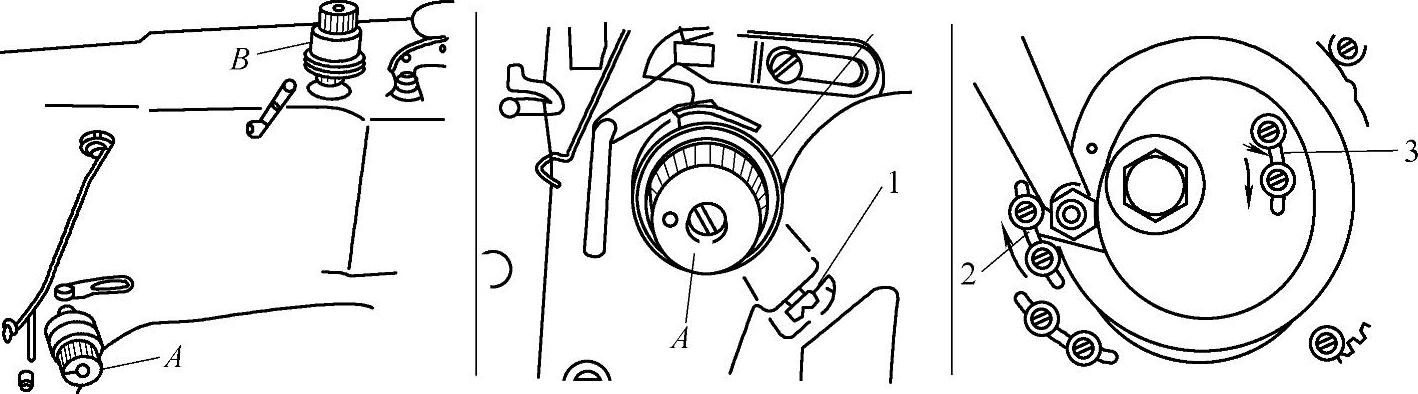
图12-60 夹线器松线时间的调节
A、B—夹线器 1—螺钉 2—第一夹线器凸块 3—第2夹线器凸块
(1)调节要求 梭芯压杆装置的调节与底线剪线装置成同步连接。当拉底线时,梭芯压杆在旋梭的背部压住梭芯,防止梭芯空转。同时将残留在缝料上面的面线拉进料里面,并且保持一定的底线余量,防止始缝时跳针。
(2)调节方法:
1)如果底线剪得太短,梭芯压杆的压力过强也是一个原因。这时,拧松调节螺母1,向左旋转调节螺钉2,使弹簧的压力减弱来减少梭芯压杆对梭芯的压力;反之,压力变强。
2)调节和调换旋梭后,要注意检查一下,梭芯压杆顶端是否压住梭芯,不一致时,可拧松梭芯压杆的固定螺钉3,进行梭芯压杆位置的调整。
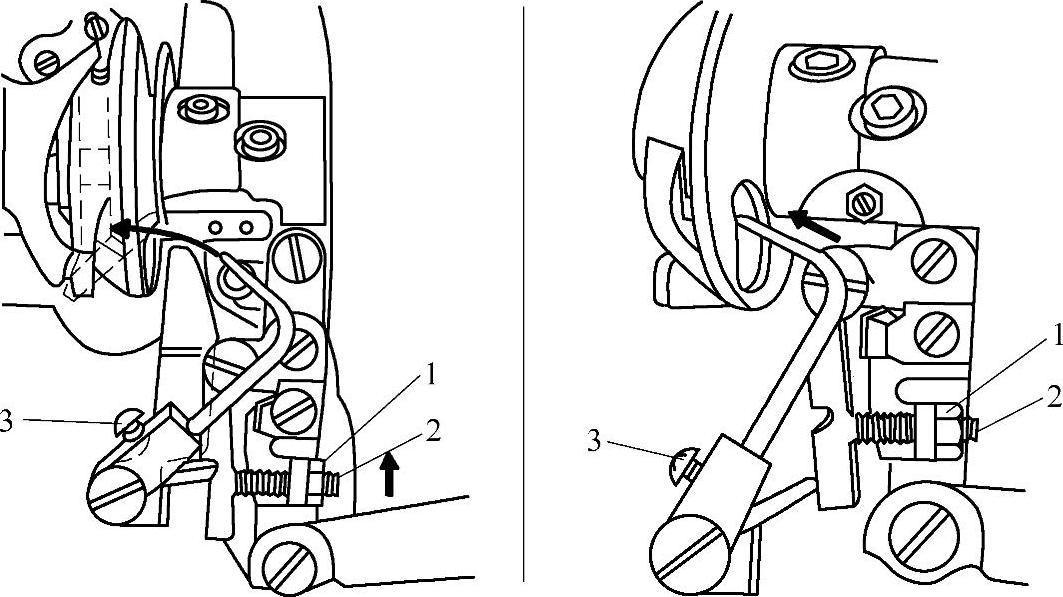
图12-61 梭芯压杆装置的调整
1—调节螺母 2—调节螺钉 3—固定螺钉
11.面线剪刀位置的调节(见图12-62)
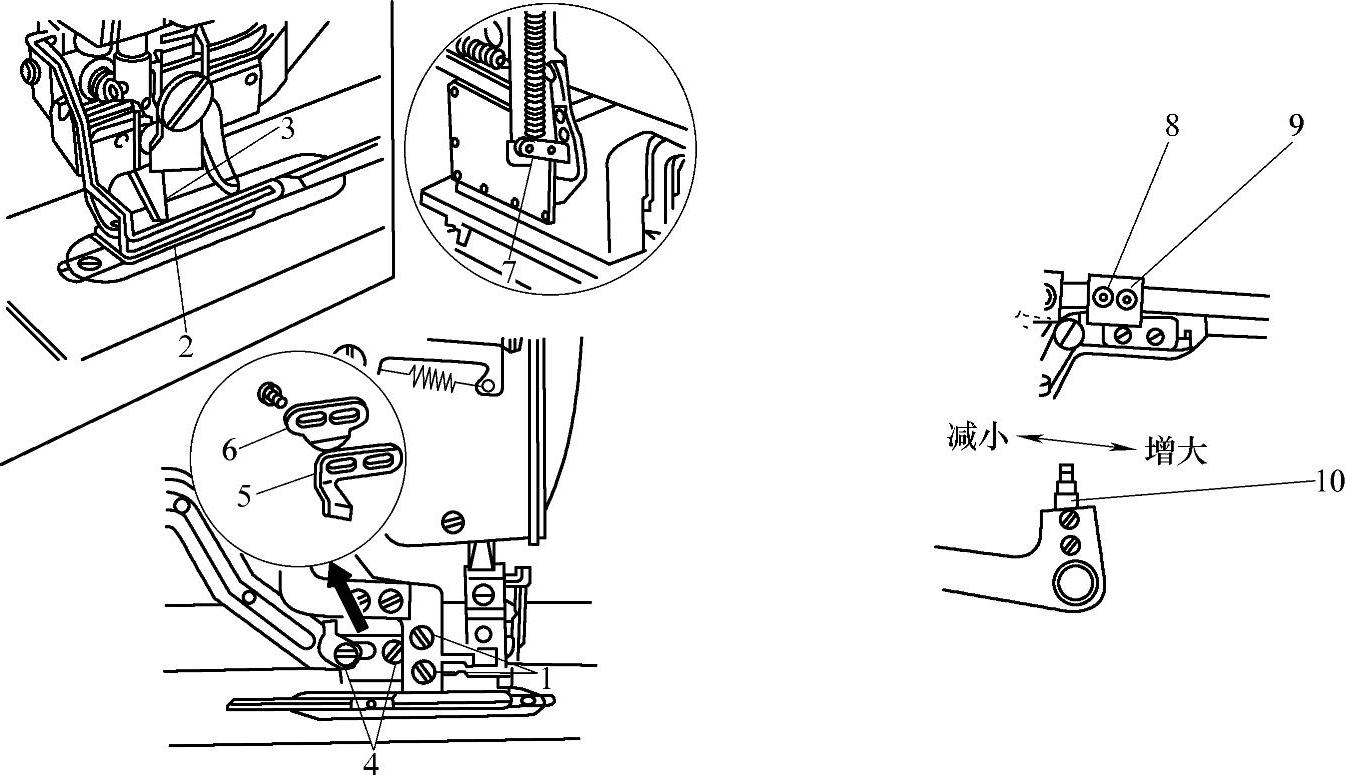
图12-62 面线剪刀位置的调节
1—螺钉 2—压脚 3—剪刀 4—固定螺钉 5、6—剪刀控制板 7—压脚提升拔杆 8—固定螺钉 9—面线剪刀摆动架 10—滚柱轴
(1)调节要求 上线剪刀的前后运动量为4~5mm。前进至最前端时,要能剪最右端的线,高度为锁3mm料时面剪刀不与压脚板碰撞,并尽可能将面剪刀装低一点。面剪刀闭合后,上刀片与下刀片要留有0.3~0.5mm的闭合量,并能夹住线头。
(2)调节方法
1)剪刀的安装:旋松螺钉1,调节剪刀3的高度,在确保压脚2和剪刀3不相碰的前提下,剪刀3的高度应尽可能低,这样可以使剪线后机针线头尽可能短。但是缝纫布料时,压脚会倾斜,所以把剪刀的位置装得稍高一点。
2)剪刀闭合同步时机:剪刀伸到最长时,应完全闭合。
拧松面线剪刀控制板5的固定螺钉4,前后移动面线剪刀控制板5,调节面线剪刀上刀片与下刀片的闭合量。向操作者方向移动时,闭合时机延迟,闭合量减小。
注意:剪刀闭合之后,应还有0.3~0.5mm左右的余量。没有闭合余量时,剪刀与面线剪刀控制板相干扰,压脚提升拨杆7变重。
3)剪刀张开的同步时机:调整剪刀,使剪刀在距开始缝的2.5~3mm的地方渐渐开始张开。
调节方法:拧松固定螺钉4,前后移动面线剪刀控制板6来进行调节,向操作者方向移动,张开时机提前。
注意:定位的面线剪刀控制板5一定不能偏斜。
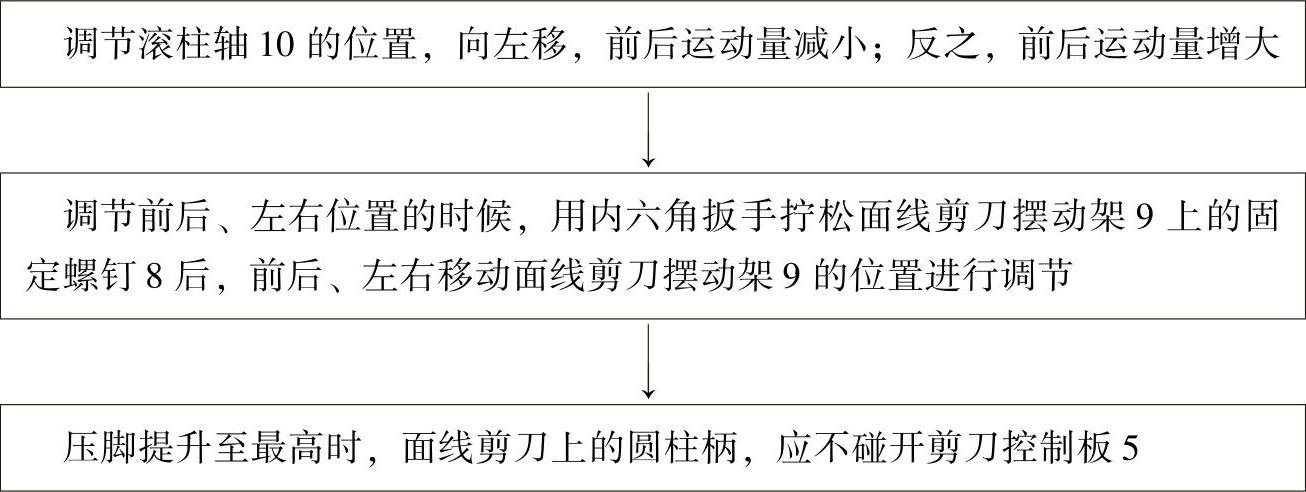
4)剪刀前后、左右位置的调节。调节方法:
注意:①这是微量调节,出厂时已经调好,所以用户不可轻易过量地调节。
②调整好后,在压脚板下面放一块3mm厚的垫料,检查一下,提起、放下压脚时,压脚与面线剪刀不应有相碰的现象。
12.始缝时包进面线头的调节(见图12-63)
(1)调节要求 被面线剪刀夹住的线,处于始缝的横列位置之中,缝制后,面线头完全被包进横列中。
(2)调节方法 根据面线剪刀夹住线头的位置,通过增减锁架垫片3的数量进行调节。
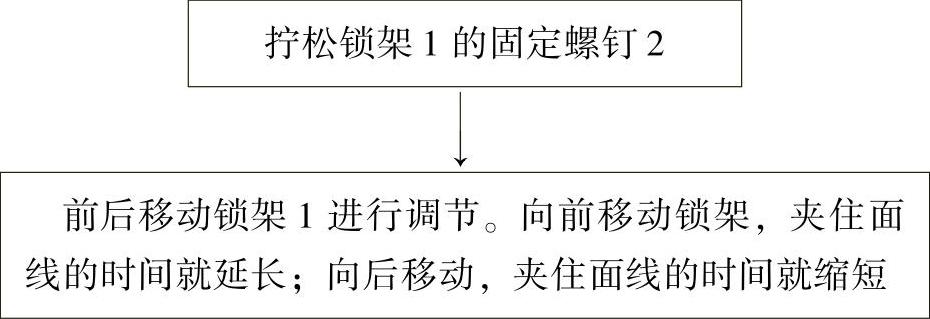
13.面线剪刀张开时间的调节
(1)调节要求 在不影响横列线迹的条件下,应保持夹住面线的时间长一些。
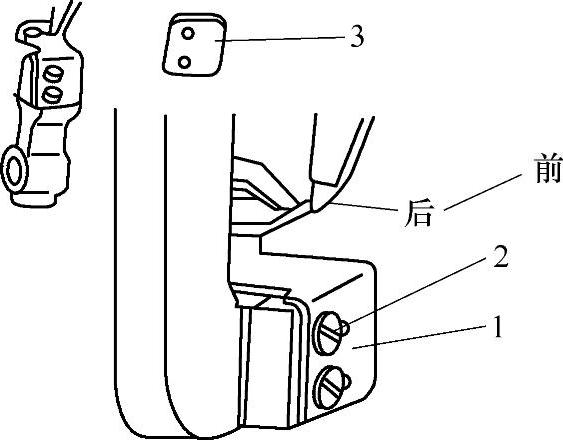
图12-63 始缝时包进面线头的调节
1—锁架 2—固定螺钉 3—垫片
(2)调节方法
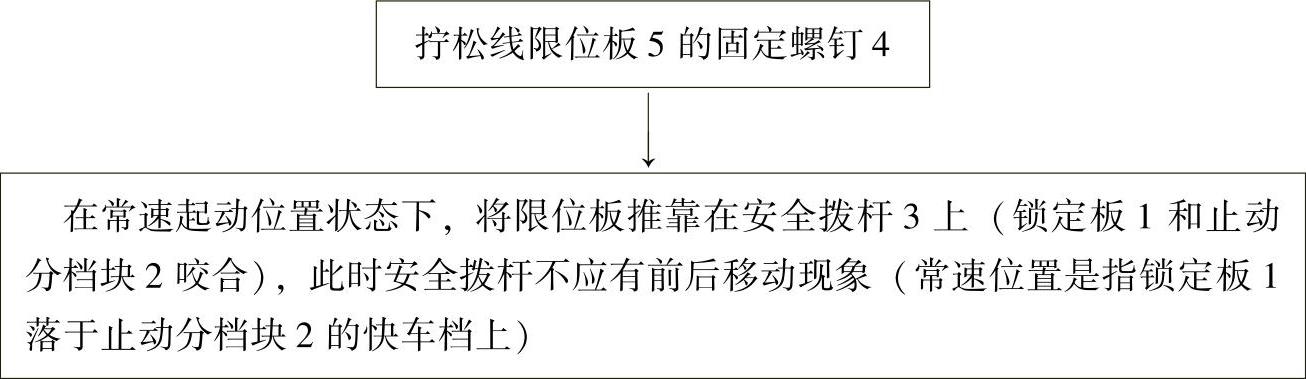
14.限位板位置的调节(图12-64)
(1)调节要求 在常速起动位置时,限位板5与安全拨杆3无间隙接触;在低速起动位置时,稍有间隙。在停车抬压脚动作时,限位板与安全拨杆之间不许有相碰的现象。
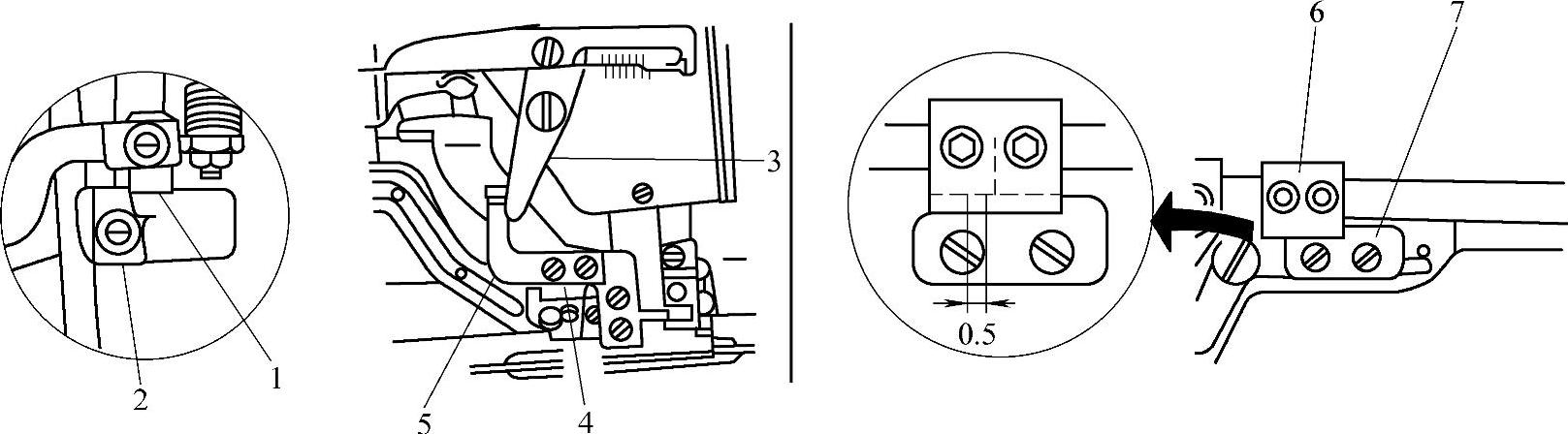
图12-64 限位板位置的调节
1—锁定板 2—止动分档块 3—安全拨杆 4—固定螺钉 5—限位板 6—面线剪刀安全曲柄 7—凸轮板
(2)调节方法
15.安全凸轮的调节
(1)调节要求 在剪面线器轴组件曲柄被锁架顶着的时候(见图12-63),面线剪刀安全曲柄6与安全凸轮板7相接触的小平面角压在的斜面上约0.5~1.5mm的地方(见图12-64)。
(2)调节方法
16.底线剪刀的调节(见图12-65)
(1)调节要求 剪底线定刀离针板孔的边约为0.3~0.5mm顶端下角处,要用抛布抛光,使其下角处有些浑圆。
(2)调节方法
1)修磨。
注意:修磨时,只可修磨剪底线定刀1的顶端面A,刃口平面绝对不要修磨,防止刃口平面不平。刃口不直,造成不锋利。
2)更换剪底线动刀。
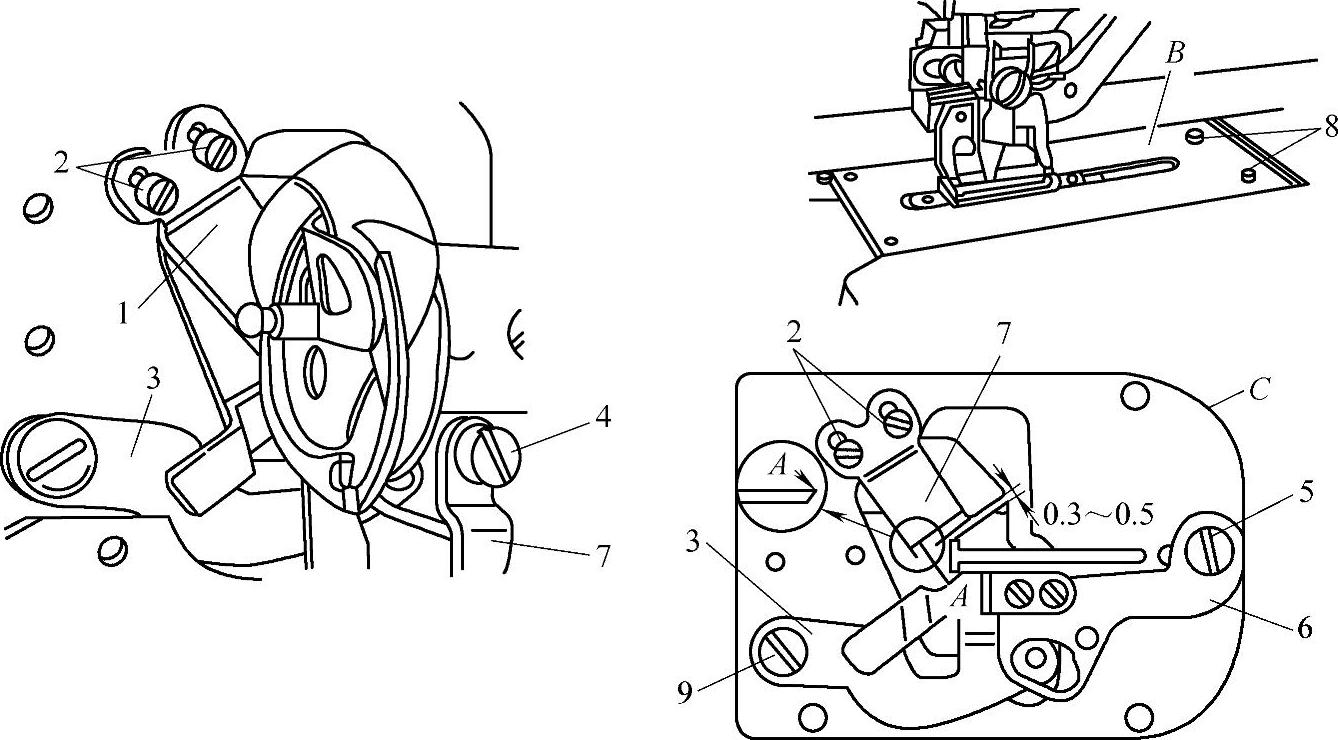
图12-65 底线剪刀的调节
1—剪底线定刀 2、8—固定螺钉 3—剪底线动刀 4—铰销螺钉 5—剪底线杆螺钉 6—剪底线杆 7—剪底线连杆 9—螺钉
17.切刀下落时间的调节(见图12-66)
(1)调节要求 缝纫机停止前的2~3针,让切刀下落。
(2)调节方法
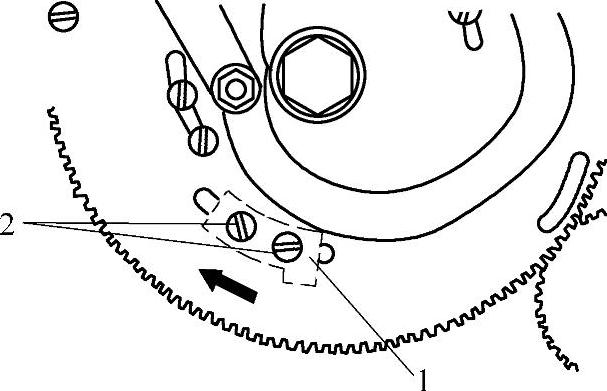
图12-66 切刀下落时间的调节
1—切刀离合块 2—固定螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。