



1.刺料机构
刺料机构是完成将机针连同穿入针孔的针线刺穿缝料并在返回时形成线环,供梭钩勾住,与梭线交织形成线迹的机构。
本机的刺料机构实际上是一个曲柄摇杆滑块机构,其机构简图见图15-21。上轴的转动使滑块25通过与针杆固连的针杆驱动滑块27带动针杆一起上下滑动。若将针杆座沿垂直纸面方向平移,就可换入不同针位的连接轴和针杆,实现换色。
由实验知,机针在φ=110°时开始刺料。从刺料机构运动曲线上可看出,对应于φ=110°处,刚好是位移最快速度最大的区段,因此,该机构对顺利地刺穿厚料(如皮革等)有利。机针在φ=172°(下极点)到202°间返回时,针线形成线环,由运动曲线可知,这一区段针杆位移速度较缓慢,对梭钩勾住线环有利。由于针杆与上轴作异面垂直配置,不同于典型缝纫机刺料机构的共面垂直配置,因此机构中多了一个摇杆23和连杆22;又由于要实现换针动作,又增加滑块25和驱动滑块27的一个环节。传动环节增多,累积误差也上升,因此针杆28的轴向窜动量偏大,成为装配调试中的一个问题。
2.挑线机构
挑线机构是完成输送针线和收回形成线迹余下部分的机构。把经过各过线部位具有一定张力的针线,经挑线杆穿线孔和针孔,以形成线环和在被梭尖勾住后扩大线环,这是输送阶段;再把套过梭芯套的针线线环收紧,与梭线一起在缝料上形成线迹,这是收回阶段。
本机的挑线机构是由机壳O、挑线凸轮21、摆杆18组成的摆动从动件平面槽凸轮机构,其机构简图见图15-22。

图15-21 刺料机构(件号与图15-19同)
上轴带动挑线凸轮一起转动,使具有滚子的驱动杆摆动。为了实现换针时同步更换挑线杆,驱动杆另一端设置扇形齿轮,当扇形齿轮18′随驱动杆摆动时,使与之啮合的扇形齿轮19、连同挑线杆一起上下摆动。若将针杆座沿垂直于纸面的方向平移,就可换入对应于不同针位的不同挑线杆。
3.勾线机构
勾线机构的作用是使旋梭尖勾住针线环,并使针线绕过梭芯套与梭线交织,在刺料机构及挑线机构运动的配合下,将交织的线结藏在缝料间形成锁式线迹。

图15-22 挑线机构(件号与图15-16同)
被主电动机带动的下轴经传动比为2的锥齿轮副传动旋梭轴,旋梭固装在旋梭轴上。如图15-23所示,机针在下轴刻度盘指在172°时处在最低位置,此时针孔可露出旋梭半只或整只。旋梭尖被定在下轴刻度盘指在195°~198°时与机针中心重合的位置,此时旋梭尖与机针背面凹槽底间的距离为0.3~0.5mm,如图15-24所示。如图15-25所示,旋梭轴被两紧圈消除了轴向窜动,这样,旋梭在旋梭轴上可方便地调整轴向和径向位置,以找准与机针的相对关系。
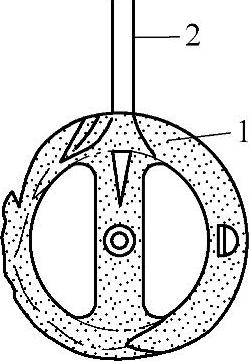
图15-23 勾线机构的旋梭
1—旋梭 2—机针(https://www.xing528.com)
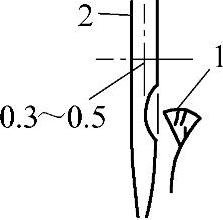
图15-24 梭尖与机针凹槽底的间距
1—梭尖 2—机针
4.送料机构
缝绣的布料被固定在由两个步进电动机经同步带驱动可作平面移动的框架上,在刺料、挑线和勾线机构的配合下形成线迹,绣作花样。采用的步进电动机每转一周需要1000个脉冲,步进电动机每接收到一个脉冲时,框架的移动量为0.1mm。框架在下轴刻度盘指向250°时才开始移动,走过556个脉冲后停止,这时,下轴将转到下一周的110°,历时一转的200/360。这段时间是处在机针离开缝料到第二次开始刺料的期间,保证了缝绣的正常进行。但是,当机器设在650针/min速度工作时,如遇到大针距,框架的移动速度加快,步进电动机接受脉冲的频率变高。因此,为保证步进电动机不失步和保证缝绣花样不变形,控制系统设置了自动调速功能,即规定了当针距大于8mm时主电动机自动降到以470针/min的速度运转,当针距小于8mm时,主电动机又恢复到原设定的转速运行。这样既可使步进电动机实现可靠的传动,又可提高生产效率。
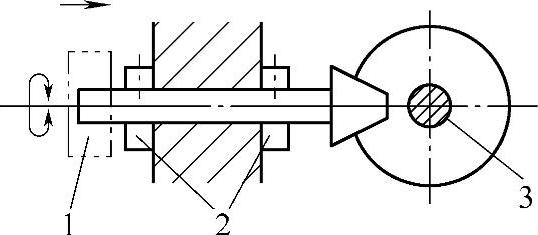
图15-25 旋梭的调整
1—旋梭 2—紧圈 3—下轴
5.换色机构
在缝绣花样的过程中,换色机构利用驱动更换在绣针杆来改变绣线的颜色,本机的每个工作头上都设有针杆,每两根针杆的间距为15mm。换色电动机可作正、反两向转动,经齿轮副传动换色凸轮轴,其转速为30r/min。换色用的圆柱槽形凸轮上有约四周长的滚子槽,用以驱动嵌入其中的滚子带动换色拉杆动作,换色拉杆拉动12个工作头同步作正、反两向移动,实现换色。对应于相邻针位针杆移动的凸轮转动量是90°,然后是45°的平段,使每次起动机器缝绣时,滚子都处在凸轮槽的平段中,用以保证换色精度。这样,换动一次相邻针杆的时间为0.75s,移动速度为20mm/s。移动较缓慢,可使换色过程平稳。
每次换色时,先停机,再剪线,并理顺和夹持好被剪断的针线和梭线,然后再进行换色运动,这样可使换色后开始缝绣的针位顺利工作,保证在换色过程中不使其他针位的针线脱出。
6.松线及断线报警机构
松线轴转动与换色动作同时发生,换色凸轮正向或逆向转过135°,完成一次相邻针杆的更换,此时,上、下松线轴也都作39.7°的转动,而方向相反。在上、下松线轴上,对应于每根针杆,安装了松线轴环,共108只。松线轴环上的金属凸点与对应于各针杆的接触点板簧接触时,则可对该针位进行断线检测,遇到断线时即亮警灯及停车;松线轴环圆柱面上的缺口面松开对应针位夹线器中的松线钉,使经过这个夹线器的针线具有张力。对应于每个工作头上九根针杆的松线轴环按图15-26布置,图示位置为1号针位在工作,此时(1)号松线轴环的金属凸点刚好与对应于1号针位的接触点板簧接触,其他8个松线轴环的金属凸点都未与任何接触点板簧接触,都不会起报警作用,而(1)号松线轴环上的缺口面也刚好松开对应于1号针位夹线器中的松线钉,其他8个松线轴环都以圆柱面将各对应的松线钉顶开,因此,正在工作的一号针线具有张力,而其他针位的针线都被松开。
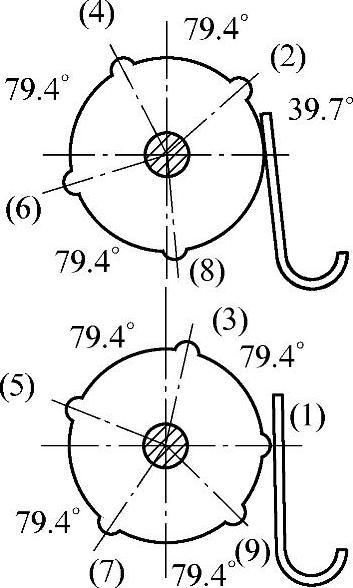
图15-26 松线及断线报警机构
该机构的运动由换色机构传入,并采用齿轮及同步带传动,保证了同步性,方便调整。一个松线轴环同时实现松线和断线报警两种功能,使得结构相当紧凑。但这种结构在使用中往往会由于接触点板簧歪倒而接触不到松线轴环上的金属凸点,产生了断线不报警的情况;又由于本机每个工作头上针杆数较多,故每组9个松线轴环在径向允许错开的角度不大,对于在绣针位的凸点接触板簧与不在绣针位的脱离这一要求,就需要提高正、反向的传动精度和增加调整的难度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。