



模具寿命通常是指模具自正常服役至工作失效期间内所能完成制件加工的次数。模具的使用寿命与模具的服役条件、设计与制造过程、安装使用及维护有关。因此,影响模具寿命的原因有很多方面,主要包括以下因素:
1.模具结构设计对模具寿命的影响
模具结构的合理性,对模具的承载能力有很大的影响,不合理的结构可能引起严重的应力集中或是过高的工作温度,从而恶化模具的工作条件,导致模具过早失效。
(1)模膛结构的影响 冷镦、冷挤、热锻模这些受力大、冲击力高的模具,采用整体式模膛易引起局部开裂和整体开裂,而采用组合式模膛就可避免开裂现象。如塔形锻造凹模,采用组合式凹模后,就可降低模具表面拉应力,避免应力集中导致的早期断裂,如图1-6所示。再如高速钢材质的M12螺栓冷镦凹模,图1-7a为整体式,其寿命约1万件。图1-7b为预应力组合式,由于避免了尖角处的应力集中,降低了模具受力时的应力梯度,其寿命达到6万件。
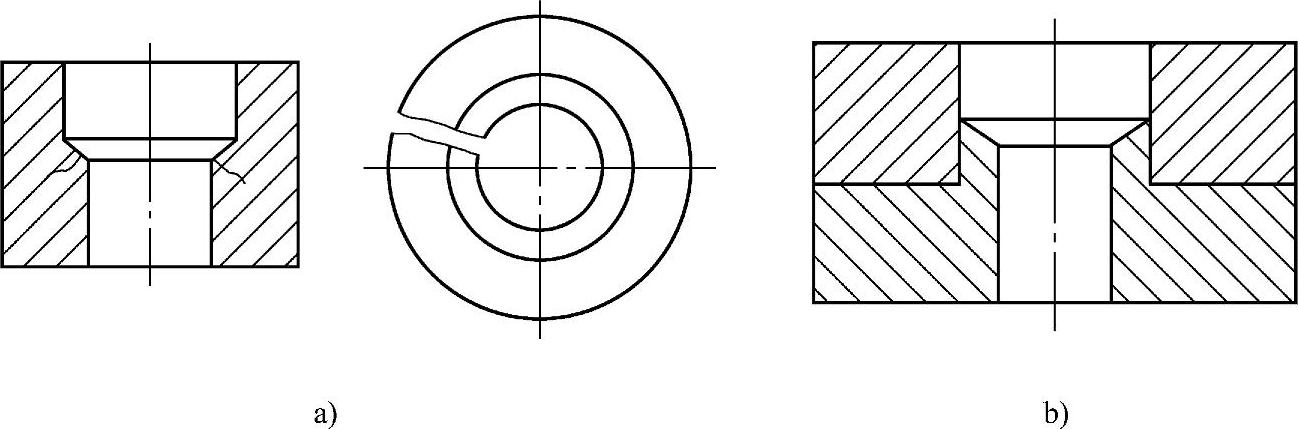
图1-6 塔形锻造凹模的结构
a)整体式 b)组合式
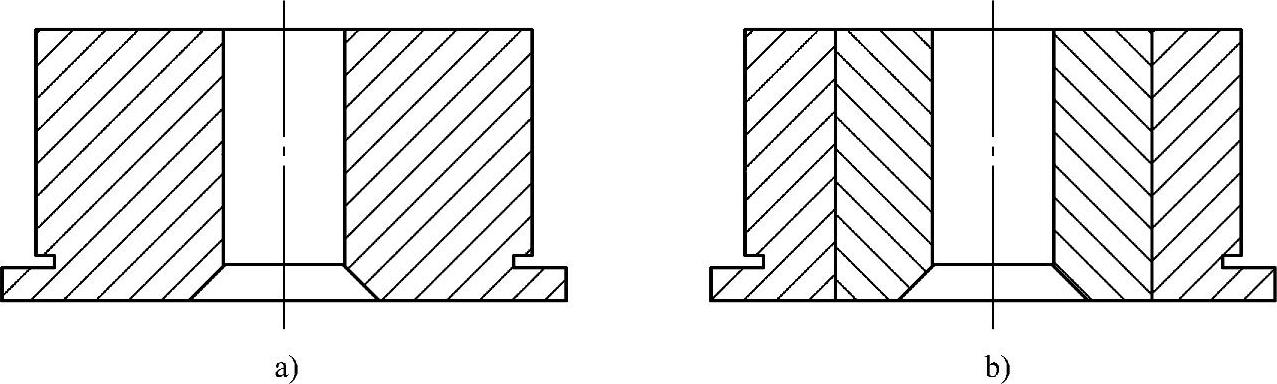
图1-7 螺栓冷镦凹模的结构
a)整体式 b)组合式
(2)模具过渡圆角半径R的影响 模膛大多含有过渡圆角,合理的过渡圆角R对模具的使用寿命影响很大。图1-8所示为冷挤凹模的金属入口处的形状和内径圆角R对模具寿命的影响。由图可见,增大圆角半径R可提高模具寿命。热锻模的圆角半径同样对模具的使用寿命影响很大,如模膛外圆半径R由1mm增大到5mm时,最大应力可减少40%,显著提高模具寿命。热锻模的内圆角半径也要合理选择,圆角r过小,易使模锻工作条件恶化,锻模容易磨损。根据经验,内圆角半径值可按r=(2~3.5)R(R为外圆半径)选取较为合适。
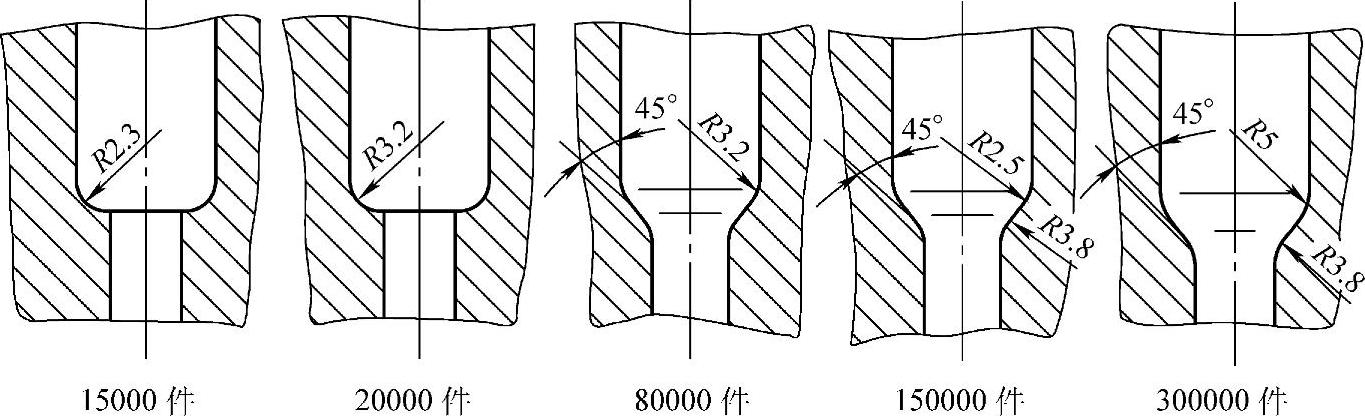
图1-8 冷挤凹模几何形状及尺寸对模具寿命的影响
(3)模具工作部位角度 图1-9是反挤压凸模的几种结构形式,采用图1-9a、图1-9b结构时比采用图1-9c结构的单位挤压力下降20%,模具寿命显著提高,但其顶部斜角也不宜过大,否则易因偏载而导致模具弯曲折断。
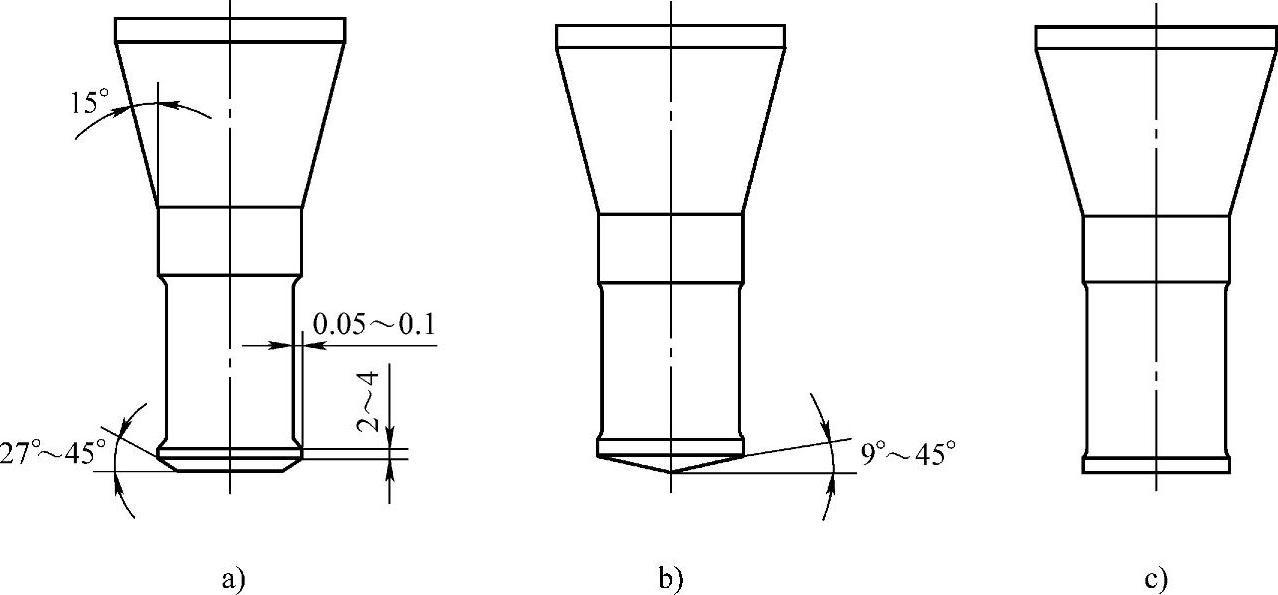
图1-9 反挤压凸模结构对寿命的影响
锤锻模、压铸模、塑料模等型腔模具的脱模斜度对制件的脱模及模膛底部圆角处应力状态有直接影响,其中锻模更为明显。图1-10所示为锻模斜角及圆角半径对底部最大比较应力的影响。如某连杆锻模,当脱模斜度由7°改为10°后模具寿命由3000件提高到5000件。当然,角度的最佳值应根据具体模具的部位作出分析和选择。
与模具寿命有关的结构因素是多种多样的,根据理论分析和模具使用的实际情况,不断改进和优化结构设计,是提高模具寿命的最经济、有效的方法。
模具的结构设计应尽量避免尖锐的圆角和过大的截面变化。尖锐的圆角引起的应力集中可高达平均计算应力的10倍。尖锐圆角不允许消除时,可将整体结构改成组合式,或通过选用冷却能力稍低的淬火介质等。
为防止热处理变形与开裂,截面尺寸力求均匀,形状力求对称简单,不通孔尽量开成通孔,必要时可开工艺孔。包括刀痕、夹角、沟槽、孔穴及截面突变处淬火前消除加工应力。在<550℃加热保温,250℃以下随炉缓冷,也可以有效地减少淬火后的零件变形。
2.模具材料对模具寿命的影响
模具材料对模具寿命的影响是模具材料种类、模具工作零件的硬度、材料的冶金质量、材料的化学成分、材料的组织结构等因素的综合反映,其中材料种类和硬度影响最为明显。
模具材料种类对模具寿命的影响是很大的,如对同一种工件,使用不同的模具材料做弯曲试验,用9Mn2V钢,其寿命为5万次;用Cr12MoV钢渗氮,其寿命可达40万次。因此,在选用模具材料时,应根据制件的批量大小,合理选择模具材料。
模具工作零件的硬度对模具寿命的影响也很大,但并不是硬度越高,模具寿命越长。如采用T10钢制造硅钢片冲模,硬度为52~56HRC,只冲数千件,冲件毛刺就很大。如果将硬度提高到60~64HRC,则刃磨寿命可达2万~3万件。但如果继续提高硬度,则会出现早期断裂。有的冲模硬度不宜过高,如采用Cr12MoV钢制造六角螺母冷镦凸模,硬度为56~60HRC,一般寿命为2万~3万件,失效形式是崩裂;如将硬度降为50~54HRC,寿命提高到6万~8万件。由此可见,模具寿命必须根据成形性质和失效形式确定,应使硬度、强度、韧性、耐磨性、耐疲劳强度等达到成形所需要的最佳配合。
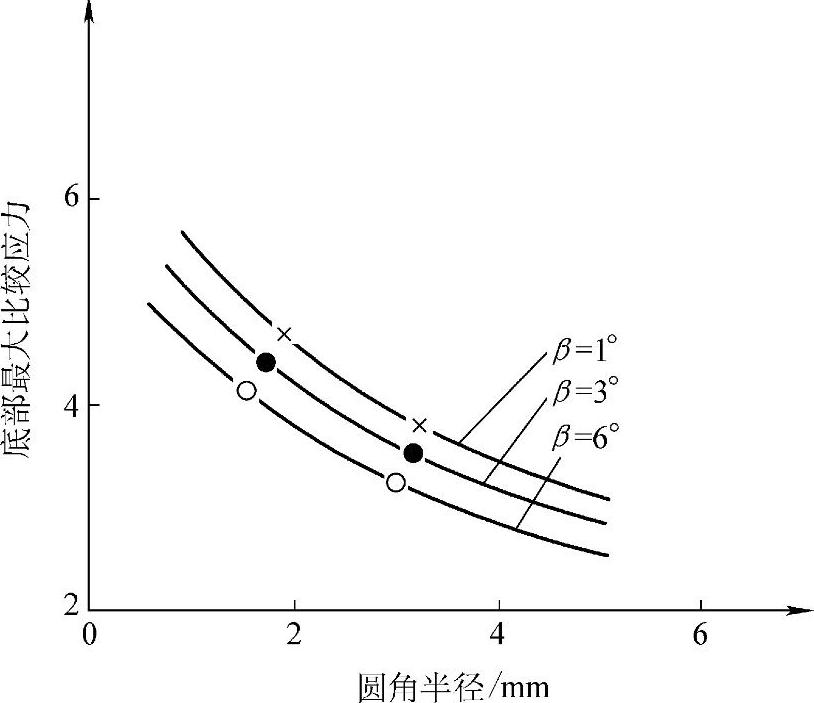
图1-10 锻模斜角β及圆角半径对应力的影响(https://www.xing528.com)
材料的冶金质量对模具寿命的影响也不容忽视,尤其是高碳高合金钢,冶金缺陷较多,往往是模具淬火开裂和模具早期破坏的根源:
1)当原材料有较深的脱碳层时,或在氧化炉中加热造成氧化、脱碳时,使脱碳表面层产生大的拉应力。表面金属往往沿晶界被拉成网状。
2)当原材料是粗晶粒钢时,内部存在大块铁素体,晶粒粗化,失去晶界结合力,在拉应力作用下沿晶界呈网状裂开。由于材料来源不一,质量保证显得十分重要,以避免先天性不足。因此,提高材料的冶金质量也是提高模具寿命的重要方面。
采用新的热处理工艺,挖掘现有材料的潜力,对提高模具寿命是有效的,也是有限的。特别是加工工艺的发展越来越趋向高温、高压、高速,模具的服役条件更加苛刻。因此,要大幅度提高模具寿命,则必须研制和应用新的模具材料。
近年来已研制出多种模具新材料,其中以合金钢为主,如HM1、HM3、RM2、012Al、CG2、65Nb、LM1、LM2、LD、CH-1、8Cr2S等。新研制的钢结硬质合金(DT)、合金铸铁(SMRI-86)、高温合金(如TZM)等也取得了较好的应用效果,如HM3钢锻模,比用3Cr2W8V钢模具的寿命提高了1倍;用CH-1钢制的中厚板冲模寿命比T10A钢模具提高3~5倍;用012Al钢热挤压模比用3Cr2W8V钢模具的寿命提高了3~5倍等。
3.模具制造质量对模具寿命的影响
模具制造质量对模具的耐磨性、抗断裂能力、抗粘合能力等都有着显著影响。因此,为保证模具的使用寿命必须考虑以下几个方面的影响:
(1)模具零件的加工精度 模具零件工作部位的几何形状,如圆角半径、脱模斜度、刃口角度的加工应严格按设计要求进行,在刀具或设备不能实现时,应由人工修磨并严格测量,以保证模具合理的受力状态,有配合尺寸的部位,应保证其公差要求或进行配磨。
(2)模膛表面粗糙度 模膛表面粗糙度的降低,一方面可减少坯料的流动阻力,降低模膛的磨损率,另一方面可减少表面缺陷(如刀痕、电加工熔斑等)和产生裂纹的倾向。表面粗糙度对模具寿命影响很大,如用6Cr3SiV钢制冷挤压模具,表面粗糙度Ra为1.6~1.8μm时,其寿命为3万件左右,如经精细抛光表面粗糙度Ra达0.1~0.2μm后,寿命可提高到4.5万~5万件。
(3)模具硬度的均匀性 模具在热处理过程中应保证加热和冷却均匀,并应防止模具表面产生氧化和脱碳,淬火后应及时充分回火,以提高模具硬度均匀性,从而获得良好的耐磨性和高的疲劳抗力或高的冷热疲劳寿命。
(4)模具的装配精度 模具间隙量及均匀性的调整,增加配合承载面的接触,保证凸模和凹模受力中心的一致性,这些措施都可提高模具的装配精度,从而提高模具寿命。
4.模具的热处理质量与表面强化
在模具结构、材料和使用条件不变的情况下,保证热处理质量、采用最佳的热处理工艺是充分发挥模具材料潜力,提高模具使用寿命的关键。如果热处理工艺不合理,或者操作不当而引起热处理缺陷,则会严重损害模具的使用性能,并导致其早期失效。
模具工作零件毛坯的预备热处理,视材料和要求的不同有退火、正火、调质等几种工艺。正确的预备热处理工艺,对改善组织,消除锻造毛坯的组织缺陷,改善可加工性,提高模具承载能力和寿命起着很大的作用。
模具材料的淬火与回火是保证模具工作零件性能的中心环节。淬火与回火工艺合理与否对模具承载能力和寿命有直接的影响,应严格控制热处理工艺或采用先进的热处理方法。
模具工作零件表面强化的目的是获得外硬内韧的效果,从而得到硬度、耐磨性、韧性、耐疲劳强度的良好配合。模具表面强化方法很多,表面处理的新技术新工艺发展很快。除氮碳共渗、离子渗氮、渗硼、渗碳、渗硫、渗铌、渗钒外,电火花强化、激光热处理、化学气相沉积(CVD)、物理气相沉积(PVD)等已逐步开展应用。经CVD、PVD处理后,模具表面覆盖一层超硬物质如TiC、TiN等,硬度极高,耐磨性、耐蚀性、抗粘合性很好,可提高模具寿命几倍甚至几十倍。
当然,不合理的机械加工造成的应力集中、表面粗糙度大和机械加工没有完全均匀地去除轧制和锻造形成的脱碳层,都可以导致材料的早期失效。
磨削加工时可能导致金属表面局部过热,产生高的表面残余应力以及组织变化等,引起龟裂。电火花加工能在淬火、回火模具的表面形成淬火马氏体的白亮层,由于高碳马氏体的固有脆性和显微裂纹的存在,往往导致模具早期开裂。此外,电火花加工在模具表面形成不良的残余应力,也降低了模具的使用寿命。线切割过程中改变了金属的表层、中间层和心部应力场分布状态,当淬火残余应力大于材料的强度极限时会导致炸裂,主要原因是碳化物偏析、晶粒粗大和回火不充分。
5.模具使用状况对模具寿命的影响
由于机床调整和使用操作不当,仍可使模具早期失效。影响因素包括:机床的精度、刚性、间隙调整定位不准和偶然过裁,应必须给予足够重视。此外,模具的润滑条件和所加工材料的材质、硬度、尺寸等因素也影响模具使用寿命。
有很多因素影响模具的使用寿命,这些因素包括:
(1)锻压设备的特性 如压力机的精度和刚度,精度低、刚性差,将加速模具磨损。
(2)被加工材料的性质 如坯料的表面状态差,强度、硬度高都加速模具磨损,但硬度过低又会产生粘膜现象。
(3)模具的安装和使用条件 如安装精度高,正确选用润滑剂,对热作模具采用适当的冷却措施等,都可有效的提高模具使用寿命。
(4)模具的操作规程及维护 如热作模具在工作前应进行预热,中途停工应保温,这样可以预防热应力引起开裂;有些模具使用中积累了很大的内应力,应及时进行中间去应力回火,以提高模具使用的安全性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。