



【摘要】:热作模具热处理检验主要有:外观、变形、硬度及金相。金相检验 热作模具的金相检验,可按JB/T 8420—2008《热作模具钢显微组织评级》标准执行。表1-8 热作模具钢显微组织特征和马氏体针最大长度硬度检查 首先将待检部位磨平或抛光,一般用洛氏硬度HRC检定,根据情况,亦可用维氏、肖氏、里氏硬度计检查,还可用洛氏A标HRA。
热作模具热处理检验主要有:外观、变形、硬度及金相。
(1)外观检查 模具表面任何部位不得有肉眼可见的裂纹,关键部位应采用5~10倍的放大镜细看。表面尤其是工作面不应有明显的磕碰伤痕。
(2)变形检查 模具变形泛指模具平面度变化情况,用刀口尺检查平面度,并用塞尺测量。锤锻模面及压力机模面允许变形量,见表1-6、表1-7,压铸模平面允许变形量≤0.15mm。如没有注明要求,变形量应小于留余量的1/3~1/2。
表1-6 锤锻模模面允许变形量 (单位:mm)

表1-7 压力机模模面允许变形量 (单位:mm)

(3)硬度检查 首先将待检部位磨平或抛光,一般用洛氏硬度HRC检定,根据情况,亦可用维氏、肖氏、里氏硬度计检查,还可用洛氏A标HRA。根据所检测的硬度值的高低,作出是否要提高回火温度的决定;也可辅之于作火花鉴别或光谱分析,判断致使硬度低的真正原因,为热处理返工提供理论依据。(https://www.xing528.com)
(4)金相检验 热作模具的金相检验,可按JB/T 8420—2008《热作模具钢显微组织评级》标准执行。常见几种模具钢显微组织特征及马氏体针最大长度,见表1-8。
表1-8 热作模具钢显微组织特征和马氏体针最大长度
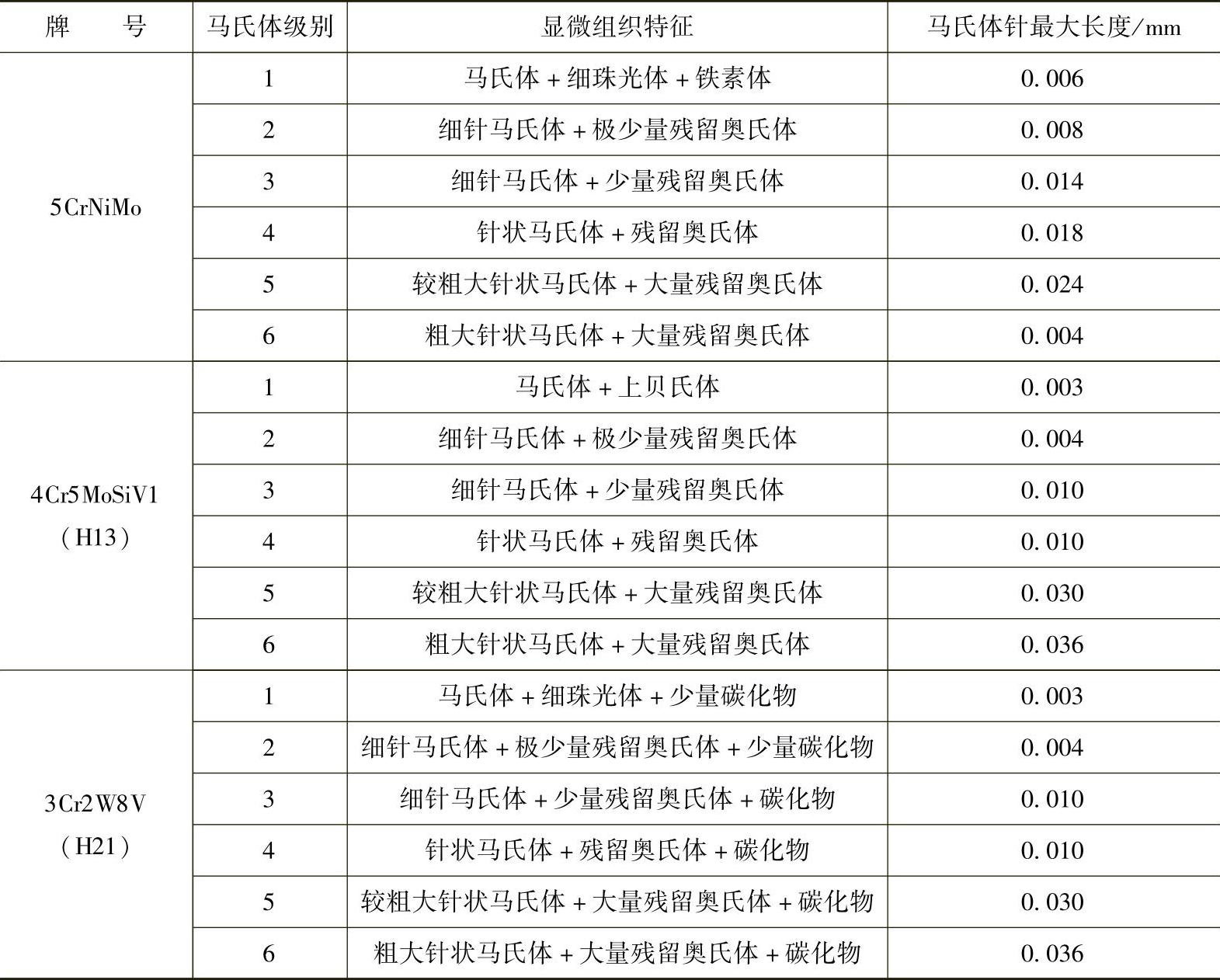
注:1.在500倍放大镜下观察,表中最大长度应×500。
2.通常热作模具马氏体合格级别为2~4级。
3.所有的热作模具金相组织都可以参照表1-8评级。
4.试样浸蚀剂为4%(质量分数)硝酸酒精溶液。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。