



在渗碳介质中加热保温,使钢的表层渗入碳的热处理过程称为渗碳。一般情况下,渗碳在临界相变点Ac3以上(850~950℃)进行。渗碳是一种最久远、应用最广泛的化学热处理方法。渗碳后进行淬火、回火处理,可以提高模具表面的碳浓度,使硬度、接触疲劳强度、耐磨性较心部有较大的提高,而心部仍具有一定的强度和良好的韧性。
渗层组织:淬火后为碳化物、马氏体、残留奥氏体。渗层厚度0.3~1.6mm,表面硬度57~63HRC。
作用与特点:渗碳淬火后提高表面硬度、耐磨性、疲劳强度,渗碳温度较高,工件畸变较大。
模具零件渗碳后,都要进行淬火、低温回火处理,回火温度一般为150~200℃。
经淬火和低温回火后,渗碳件表面为细小片状回火马氏体及少量渗碳体,硬度可达58~64HRC,耐磨性能很好。心部组织决定于钢的淬透性。普通低碳钢如15、20钢,心部组织为铁素体和珠光体,相当于硬度为10~15HRC。低碳合金钢如20CrMnTi心部组织为回火低碳马氏体、铁素体及托氏体,硬度为35~45HRC,具有较高的强度、韧性及一定的塑性。
渗碳法主要用于要求承受较大冲击载荷、高强度、高硬度和预防脆裂的小型冲压模具。如Cr12MoV钢制八角模寿命很短,往往使用不到2000件就断裂,而当采用20Cr钢,对该模具进行渗碳淬火处理后,在渗层为1.0~1.2mm,硬度为60~62HRC时,一次刃磨寿命就提高到2万~3万件;W6Mo5Cr4V2钢制螺母冲模经渗碳淬火处理后,使用寿命比常规工艺处理后提高2~3倍;GCr15钢轴承套圈采用3Cr2W8V钢热挤压模成形,该模具经高温渗碳处理后,使用寿命提高7~10倍;W18Cr4V钢制冲孔凸模,经渗碳淬火后,其使用寿命比常规工艺处理的提高2~3倍;采用65Nb钢制冷挤压模具真空渗碳并淬火处理后寿命可达3万件,而原来采用Cr12MoV钢制造并经淬火回火后,模具寿命仅为4000件。
根据渗碳介质的物理状态,渗碳方法可分为固体渗碳、气体渗碳、液体渗碳、真空渗碳和离子渗碳等。
1.固体渗碳法
固体渗碳是在固体渗碳介质中进行的渗碳过程。渗碳剂由固体炭和催渗剂两部分组成。固体炭可以是木炭也可以是焦炭。碱金属或碱金属的碳酸盐可用作催渗剂,其醋酸盐有更好的催渗作用和活性。
固体渗碳的反应是在高温下渗碳剂发生分解:
Na2CO3→Na2 O+CO2
BaCO3→BaO+CO2
高温下分解出的CO2与炽热的炭发生还原反应:
CO2+C→2CO
CO气体吸附在工件表面,在Fe的催化作用下发生渗碳反应:
2CO→C(Fe)+CO2
固体渗碳是在充满渗碳剂的密封不锈钢制箱中进行的,一股采用箱式电炉加热渗碳箱。固体渗碳的优点是:无需专用渗碳设备,渗碳工艺简单,特别适用于没有专用渗碳设备、批量小、变化多样的零件。其缺点是渗碳过程质量控制困难,渗碳加热效率低,能源浪费大。
典型的固体渗碳工艺如图5-1所示。
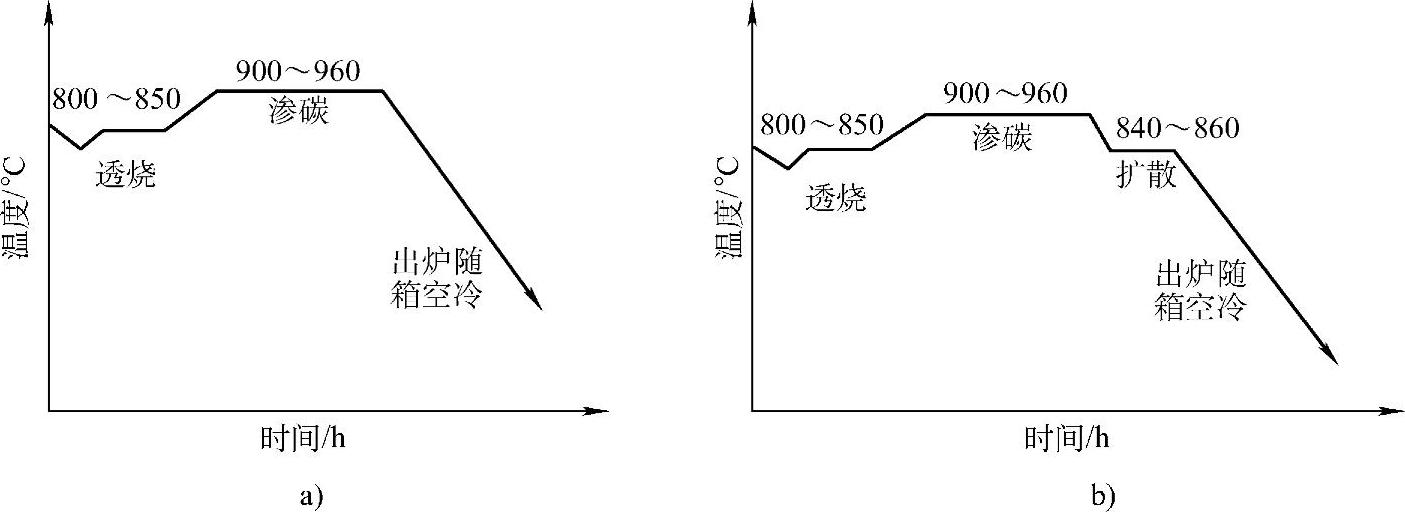
图5-1 典型的固体渗碳工艺
a)一般渗碳工艺 b)分级渗碳工艺
渗碳工艺中,在800~850℃透烧的目的是减小靠近箱壁的工件与箱体心部工件渗碳层的差别。透烧时间的多少取决于渗碳箱的大小。
渗碳保温时间取决于渗层的深度要求,在(930±10)℃温度范围内,一般渗碳速度为0.1~0.15mm/h。根据渗层深度就可大致估算出保温时间。
在分级渗碳工艺中,当渗碳深度接近要求深度的下限值时,将炉温降低到840~860℃保温一定时间进行扩散,使表面碳浓度降低,渗层增厚,这样可防止网状渗碳体的出现。对于本质细晶粒钢,可免去正火清除网状渗碳体的过程,渗碳后直接淬火。
固体渗碳的操作主要体现在使用试样来确定获得所要求的渗层深度的出炉时间。在渗碳箱中放置两种试样,一种是插入箱内的ϕ10mm的钢棒,要求它与工件材料相同,在渗碳过程中可随时抽取检验;另一种试样是埋入箱中的,随件出炉,供渗碳处理后检查金相组织和硬度。为了能正确反映工件渗碳效果,试样应靠近工件放置。
虽然固体渗碳有很多优点,如可以用各种形式的加热炉、不需要任何控制气氛、对小批量和大工件比较经济、不需要特殊缓冷设备等;但它也有很多不利之处,如工作环境条件差,在要求较浅的渗碳层时不易控制渗碳层深度、含碳量及碳浓度的梯度,需要直接淬火时操作比较困难等。为了消除这些缺点,改善工作条件,提高效率,常需要采用气体渗碳法。
2.气体渗碳法
将气体渗碳剂通入或滴入高温的渗碳炉中,进行裂化分解,产生活性原子,然后渗入模具表面进行的渗碳就是气体渗碳。气体渗碳法通常采用通入吸热型气体渗碳剂。在温度900~950℃渗碳加扩散处理过程后,在炉内将零件冷却到820~830℃直接淬火,然后采用170~180℃回火。其渗碳深度与渗碳的温度、时间和扩散时间有关。气体渗碳有可靠的气源,化学成分稳定,含硫和其他杂质少,分解过程转化完全,不积或少积炭黑,价格低廉,便于储运管理。
常见的气体渗碳剂有两类:一类是碳氢化合物的有机液体,采用滴入法,将液体渗碳剂(如煤油、苯、甲醇、丙酮等)滴入高温的渗碳炉;另一类是气体,可直接通入渗碳炉中,有天然气、丙烷及吸热式可控气氛。后者成分常随地区、时间而有所不同,较难控制,使产品质量多不稳定;而前者成分稳定,便于控制,但价格较贵。
气体渗碳炉可以分为批装式和连续式两大类。批装式炉是把工件成批装入炉内,渗碳完毕后再成批出炉。连续式炉是把工件依次连续地从炉的一端送入炉中渗碳,而在渗碳完毕后从炉的另一端输出。气体渗碳工艺需要根据工件的钢种、形状、数量、渗碳层深度、渗碳层内碳的浓度及梯度等要求和现有设备条件来选择。影响渗碳层深度、浓度及梯度的主要因素除钢种外,主要是渗碳气体的碳势、渗碳温度和渗碳时间。决定渗碳速度的基本因素是碳在奥氏体中的扩散速度,这种扩散速度随温度的升高而迅速增加。因此,为了加速渗碳的进行,在不导致晶粒粗化的前提下,应采用尽可能高的渗碳温度,一般为900~950℃。但较高的温度容易产生网状碳化物、晶粒粗大,从而降低性能。
图5-2所示为煤油-甲醇滴控气体渗碳工艺。(https://www.xing528.com)
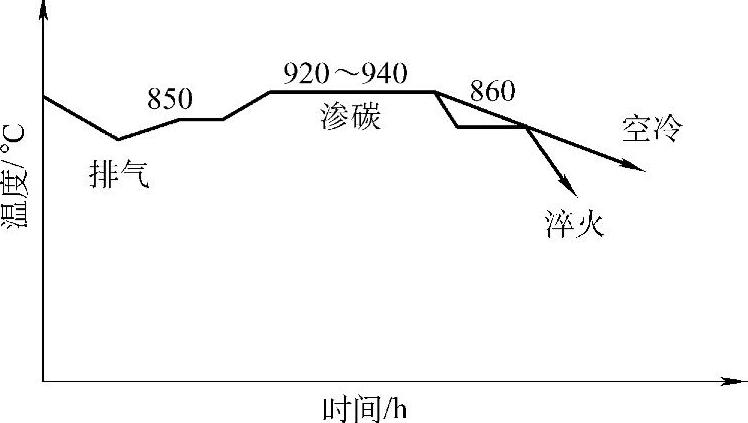
图5-2 煤油-甲醇滴控气体渗碳工艺
3.液体渗碳法
液体渗碳是在能提供活性碳原子的熔融盐浴中进行的。其优点是设备简单,渗碳速度快,碳量容易控制等。它适合于无专门的渗碳专用设备、中小零件的小批量生产。
渗碳用盐浴通常由渗碳剂和中性盐组成。前者主要起渗碳作用,提供活性碳原子,后者主要起调节盐的相对密度、熔点和流动性的作用。最初的液体渗碳都是采用氰盐作为渗碳剂,由于氰盐毒性大,容易造成环境污染和有害人体健康,我国已经很少采用,代之以无毒盐配方。如“603”渗碳剂(质量分数):NaCl5%,KCl10%,Na2 CO315%,(NH2)2 CO 20%,木炭粉(100目)5%。另一渗碳剂(质量分数):木炭粉(60~100目)70%,NaCl 30%。
在盐浴配方确定的前提下,渗碳工艺就是确定渗碳温度和时间。渗碳温度取决于工件的渗层厚度要求、零件是否易变形以及精度要求等。如果渗层要求不深、工件易变形或对变形要求严格,可选择较低的渗碳温度850~900℃;如果工件要求渗层厚、又不易变形,则要选择较高的渗碳温度910~950℃。
盐浴渗碳与盐浴加热的热处理工艺相似,但在配制渗碳盐浴时应先将中性盐熔化,待要达到渗碳温度时,再将渗碳剂加入盐浴。渗碳剂加入盐浴可能产生沸腾,此时停止加热,待平静后再加热添加盐。随着溶碳过程的进行,渗碳剂在消耗,盐浴的渗碳能力下降,此时应掏出一部分旧盐,按比例加一定量新盐。液体检碳一般随工件放入三个试样,一个决定出炉时间,另外两个随工件出炉,以供测定渗层深度和金相组织用。为了减少盐浴的挥发和辐射热损失,以及减少空气中氧的侵入,盐浴上面可覆盖石墨、炭粉、固体渗碳剂粉末。液体渗碳工件的热处理可采取以下方式:将工件移到等温槽中预冷,直接淬火;工件在等温槽中预冷后空冷(目的是减少工件表面脱碳),然后重新加热淬火。
4.真空渗碳法
在真空中将工件加热后,把碳氢化合物气体通入炉内,在低压气体的包围下,工件渗碳及扩散处理工件表面,在对工件表面净化的同时进行快速渗碳,然后经过油淬或气淬而硬化。相对于气体渗碳法,由于真空渗碳炉可以严格控制工艺过程,因此能获得非常优异而稳定的质量,由于没有晶界氧化而提高力学性能,且可以缩短工艺周期,特别是真空炉采用较高的渗碳、回火工艺温度时,上述优点更为显著。
丙烷因含有丰富的“C”源,早期真空渗碳一直采用丙烷(C3H8)为渗碳气。其特点是:渗速快,可实施高温快速渗碳;渗层组织中无晶界氧化层;使复杂形状和不通孔渗碳成为可能。乙炔的应用使真空渗碳技术的发展进入了新的阶段,生产中炭黑的产生明显减少,维修周期拉长,效率提高,装炉量逐渐加大到300~700kg/炉。
在试验确定了渗碳气流量、压力的基础上,设定好时间参数,用自动控制的方法可以方便地确保生产质量的再现性。
(1)真空渗碳均匀性 渗层深度±0.08mm,碳的质量分数±0.05%。工艺:980℃渗2.5h,扩散4.0h。
(2)模具的真空渗碳 为进一步增加Cr12MoV钢制模具表面层碳化物含量,以提高耐磨性能,可用真空渗碳的方法在高温高碳势条件下,实现高浓度渗碳。
5.离子渗碳法
离子渗碳法是在真空渗碳法的基础上改进而成的,使CH4、C3H8等气体受到辉光放电的作用,让带有高能量的碳离子轰击被处理工件的表面,在对工件表面净化的同时快速渗碳。等离子体渗碳的原理与离子渗氮相似。工件渗碳时所需的活性碳原子或离子,不仅象常规气体渗碳一样利用热分解反应,而且还利用辉光放电时在阴极(工件)位降区中工作气体的电离而获得。以渗碳介质丙烷为例,它在等离子渗碳中的反应过程如下:
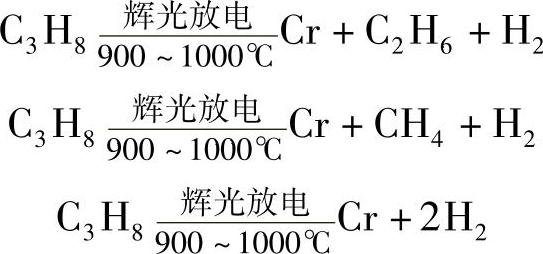
式中Cr为活性碳原子和离子。
等离子渗碳的优点:
1)渗碳速度快。真空中加热和高能离子的轰击,致使被处理工件表面洁净与活化,再加上渗碳气体由于热分解与电离的双重作用,同常规气体渗碳相比,可以缩短约50%的时间。
2)渗层容易控制。通过调节放电电流密度值,就可以很容易控制表面碳浓度及硬化层深度。
3)渗碳均匀性好。工件的狭缝、小孔等部位,用等离子渗碳就可获得均匀渗碳层。
4)不产生脱碳层。由于是在无氧的真空条件下进行的,故不产生脱碳层。
5)炉膛利用率高。真空离子渗碳时,工件之间可以5mm的间隙紧密排放。
6)热处理变形小。由于是在真空下主要靠电阻辐射加热的,所以加热均匀。
7)被处理表面清洁光亮。因为它是在真空中加热,加上离子的轰击清洗作用,使工件表面的氧化物得以除去,而在处理过程中又不会出现表面氧化脱碳层,因此工件渗碳淬火后可以得到洁净的表面。工件热处理后的机加工量也可大大减少。
8)渗碳效率高。渗碳效率η:

对常规的发生炉气式或滴注式气体渗碳,η<20%,而真空离子渗碳的η值高达55%。
9)节能、无公害。气体的消耗量非常少,处理周期短节电。排放的气体基本上是氢气,量小无公害,安全有保障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。