



渗氮也称氮化,是在一定温度下(一般在Ac1以下)将活性氮原子渗入模具表面的化学热处理工艺。其目的是提高工件表面硬度、耐磨性、疲劳强度及抗咬合性,提高零件抵抗大气、过热蒸汽的腐蚀能力,提高耐回火性,降低缺口敏感性。
渗氮工艺有以下特点:
1)氮化物层形成温度低,一般为480~580℃,由于扩散速度慢,因而工艺时间较长。
2)氮化处理温度低,变形很小。
3)渗氮工件不需再进行热处理,便具有较高的表面硬度(≥850HV),比渗碳硬度更高。
模具在渗氮前一般进行调质处理,为了不影响模具的性能,渗氮温度不得高于调质处理的回火温度,一般采用500~570℃。
为了使渗氮有较好的的效果,必须选择含有铝、铬和钼元素的钢种,以便渗氮后形成AlN、CrN、Mo2N,没有这些元素,则渗氮层硬度低,不足以提高模具的耐磨性。模具钢常用渗氮钢种有Cr12、Cr12MoV、3Cr2W8V、38CrMoAl、4Cr5MoVSi、40Cr5W2VSi、5CrNiMo、5CrMnMo等。
常用的渗氮剂有氨、氨与氮、氨与预分解氨(即氨、氢、氮混合气体)以及氨与氢等4种。一般渗氮气体采用脱水氨气。渗氮炉有井式、钟罩式及箱式炉等基本类型,它们都有一个密封良好的炉罐,渗氮炉罐一般用不锈钢制造。
常规气体渗氮周期长,费用高,对材料要求严,因而使其在应用上受到一定的限制。长期以来人们不断努力寻求新的渗氮途径,目前有许多新的工艺已经日趋成熟,正在生产中被广泛采用。例如离子渗氮、真空渗氮、电解催渗渗氮、氮碳共渗。
1.气体渗氮
气体渗氮在生产中的应用已有半个世纪的历史,工艺比较成熟。通常采用的介质为氨气,在渗氮温度400~500℃下,当氨与铁接触时就分解出氮原子固溶于铁中。也可以产生氮分子及氢分子,化学表达式如下:
2NH3→3H2+2[N]
2NH3→3H2+N2
气体渗氮可根据零件的形状、大小等选用RJJ系列井式电炉、RJX系列箱式电炉及钟罩式电炉。
(1)气体渗氮工艺参数 渗氮温度、渗氮时间和氨分解率是气体渗氮三个重要的工艺参数。它们对渗氮速度、渗层深度、渗层硬度、硬度梯度以及脆性都有极大影响。
渗氮温度的提高会促进氮原子的扩散,所以,渗层深度会随温度的增加而加深,渗层硬度会下降,这是因为产生高硬度的细小氮化物会随温度的升高而长大的缘故。在480~530℃渗氮时,渗层可获得很高的硬度。
随时间的延长,渗层深度加深,但由于氮化物的集聚长大会使渗层硬度下降,尤其是温度较高时则更为明显。
氨分解率会影响钢件表面的吸氮能力,对渗层深度和硬度也有影响。当氨分解率低时(10%~40%),分解出的活性氮原子多被钢件表面吸收。当分解率超过70%时,由于气氛中大量的氢和氮的分子滞留在工件表面,阻碍了氮原子的吸收,因而使渗氮量下降。
(2)典型渗氮工艺
1)一段渗氮法:一段渗氮法也称为单程渗氮法、等温渗氮法。渗氮温度为480~530℃。
2)二段渗氮法:二段渗氮法是将模具先在较低温度下(一般为490~530℃)渗氮一段时间,然后提高渗氮温度到535~550℃再渗氮一段时间。在渗氮的第一阶段,模具表面获得较高的氮浓度,并形成含有弥散度、高硬度氮化物的渗氮层。在第二阶段,氮原子在钢中的扩散将加速进行,以便迅速获得一定厚度的渗氮层。
二段渗氮法是目前生产中常用的一种渗氮工艺,与一段渗氮法相比,其渗氮速度较快,渗层脆性较小,但硬度较低。
3)三段渗氮法:三段渗氮法是在二段渗氮法的基础上改进的,先将模具在490~520℃下渗氮,获得高渗氮浓度的表面,然后提高渗氮温度到550~600℃,加速渗氮速度,再将温度降低到520~540℃渗氮,提高渗氮层厚度。这种渗氮方法不仅缩短渗氮时间,而且可以保证渗氮层的高硬度。
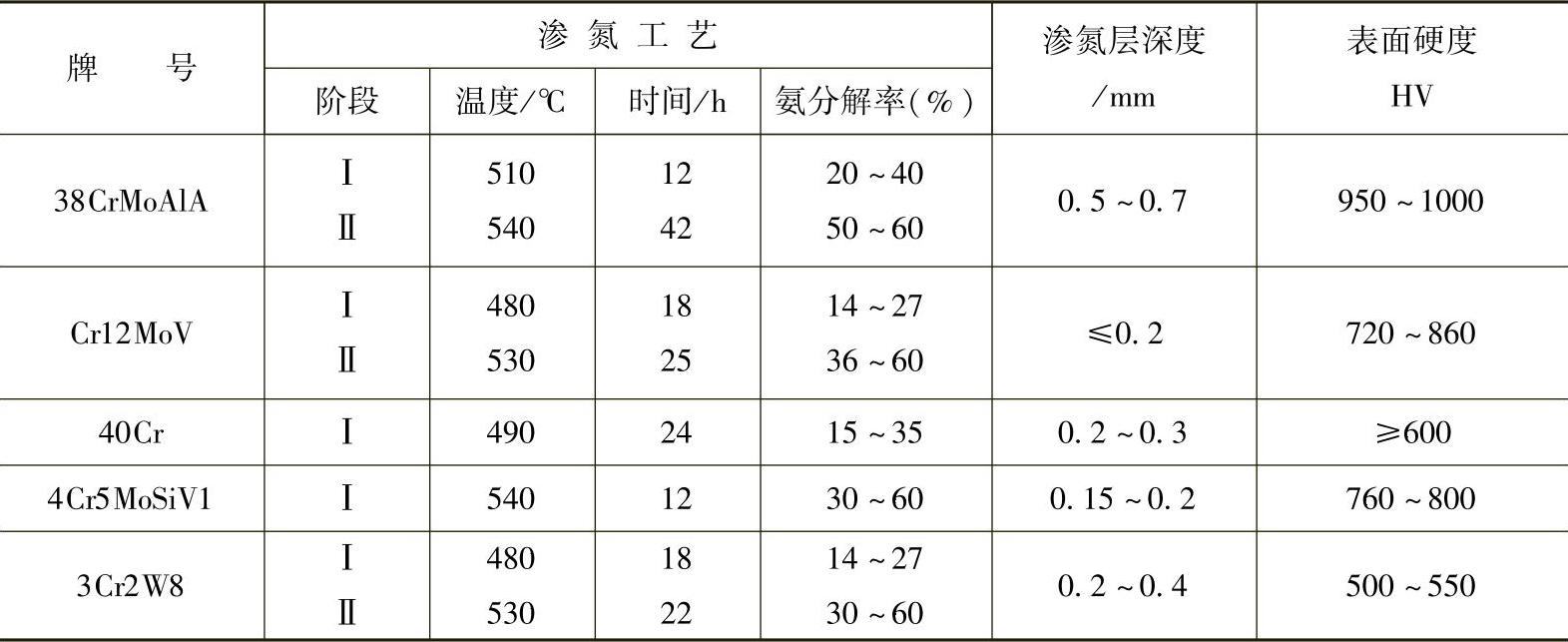
一些模具钢的渗氮工艺见表5-2。
表5-2 一些模具钢的渗氮工艺
(3)氨气氮化法 氨气氮化法是渗氮的一种方法,即被处理的零件装入渗氮箱中,然后放入炉中,在通氨气的同时,加温500~550℃下氮化50~100h。这是一种低温处理方法,所以热处理变形较小,硬度可达67~69HRC。
对氮化钢:
1)氮化温度为500℃,时间为50h,渗氮层厚度为0.5mm。
2)氮化温度为500℃,时间为100h,渗氮层厚度为0.7mm。
3)表面硬度应为900~1000HV。(https://www.xing528.com)
(4)软氮化法——低温盐浴氮化法 软氮化法是在550℃左右的氰化钾盐(KCN),氰化钠盐(NaCN)等熔融盐浴中进行表面处理的一种方法。其原理与在熔盐中进行的渗碳处理方法的原理是相同的。由于处理温度低,所以是氮化的主要方法,适用于要求耐磨性高的材料。
软氮化法特点:
1)处理温度低。
2)与气体氮化法相比时间极短,仅1~2h。
3)表面硬度可达570~680HV。
4)耐磨性与韧性均好。
5)有效地防止烧伤以及划伤的缺陷。
6)热处理变形很小。
7)材料可以使用不含氮元素的普通碳素钢。
(5)碳化物覆层法——碳、硼共渗 碳化物覆层法是应用扩散原理进行表面处理的一种综合性方法,对于提高模具的表面性能极为有效。
将被处理的材料,浸渍在添加有扩散元素或其合金的熔融浴中而形成金属的碳化物层和硼化物覆层。几乎在任何条件下都可将加工后的模具零件浸在空气下加热的熔融盐浴中,保持一定时间,其表面即可形成Cr、No、V、Mo、Ti、W、B等的碳化层或硼化物层以及铬铁固溶体,取出后冷却并淬火,随后仅需回火便可使用。
与其他方法比较,耐磨性与抗咬合能力非常好,与基体间的粘结力强,因而不会产生剥落现象,覆层为10μm左右。硬度根据覆层而异,一般可达1300~3500HV的高硬度。
由于高温处理,模具零件易产生变形,故只能用于挤压模,拉深模及其他模具中。
2.离子渗氮
离子渗氮是辉光离子渗氮的简称,方法是将待处理的模具零件放在真空容器中,充以一定压力(66.6~1330Pa)的含氮气体(如氮或氮、氢混合气)然后以被处理模具作阴极,以真空容器的罩壁作阳极,在阴、阳极之间加上400~800V的直流电压,阴阳极间便产生辉光放电,容器里的气体被电离,在空间产生大量的电子与离子。在电场的作用下,正离子冲向阴极,以很高速度轰击模具表面,将模具加热。高能正离子冲入模具表面,获得电子,变成氮原子被模具表面吸收,并向内扩散形成氮化层,离子氮化可提高模具耐磨性和疲劳强度。
离子渗氮是利用了辉光放电这一物理现象,并以此作为热源加热工件,由此特点使它具有以下优点:
1)加速了渗氮过程,仅相当于气体渗氮周期的1/2~1/3。
2)离子渗氮的温度可比气体渗氮低,可在350~500℃下进行,工件变形比气体渗氮小,所以,特别适应于处理精密、复杂零件。
3)由于渗氮时气体稀薄,工艺过程可控,与气体渗氮相比,渗层的韧性和疲劳强度明显地提高。
4)离子渗氮中发生离子轰击而产生的阴极溅射现象,可以清除表面的钝化膜,不锈钢和耐热钢表面不经处理可直接渗氮。
5)对材料的适应性强,适用于各种钢种、铸铁和非铁金属。
6)局部防渗简单易行,只要采取机械屏蔽即可。
7)经济性好,热利用率高,省电、省氨。
离子渗氮存在的问题:
1)工件温度的均匀性与测温的准确性尚待提高。
2)深层渗氮(>0.5mm)的生产周期与气体渗氮接近。
工作表面渗氮后能显著地提高模具的力学性能。氮虽然是一种作为保护性气体的惰性气体,但氮离子化后具有很大的活性,能够参与表面处理,形成高硬度和抗腐蚀的氮化物,如TiN、Ti2N、Cr2N、VN等。但在离子氮化前必须进行去除加工应力的退火或回火处理,且不同的材料氮化效果也不同,对于必须氮化、不能氮化或两者均可的部位要明确尺寸精度要求。
目前,离子渗氮已广泛应用于热锻模、冷挤压模、压铸模、塑料模等模具,很好地解决了硬度、韧性、热疲劳性和耐磨性几者之间的矛盾。部分模具钢的离子氮化工艺与使用效果见表5-3。
表5-3 模具钢的离子氮化工艺与使用效果

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。