



感应加热表面淬火法的原理如图5-10所示。把工件放入由空心铜管绕成的感应圈中,当感应圈通以交流电时,便会在工件内部感应产生频率相同、方向相反的感应电流。感应电流在工件内自成回路,故称为“涡流”。涡流在工件截面上的分布是不均匀的,表面电流密度最大,心部电流密度几乎为零,这种现象称为集肤效应。由于钢本身具有电阻,因而集中于工件表面的涡流,数秒钟可使工件表面温度升至800~1000℃,而心部温度仍接近室温,在随即进行喷水(合金钢浸油)快速冷却后,就达到了表面淬火的目的。
感应加热时,工件截面上感应电流密度的分布与通入感应线圈中的电流频率有关。电流频率越高,感应电流集中的表面层越薄,淬硬层深度越小。因此,可通过调节通入感应圈中的电流频率来获得工件不同的淬硬层深度,一般工件淬硬层深度为半径的1/10左右。对于小直径(ϕ10~ϕ20mm)的工件,适宜用较深的淬硬层深度,可达半径的1/5,对于大截面工件可取较浅的淬硬层深度,即小于半径的1/10。
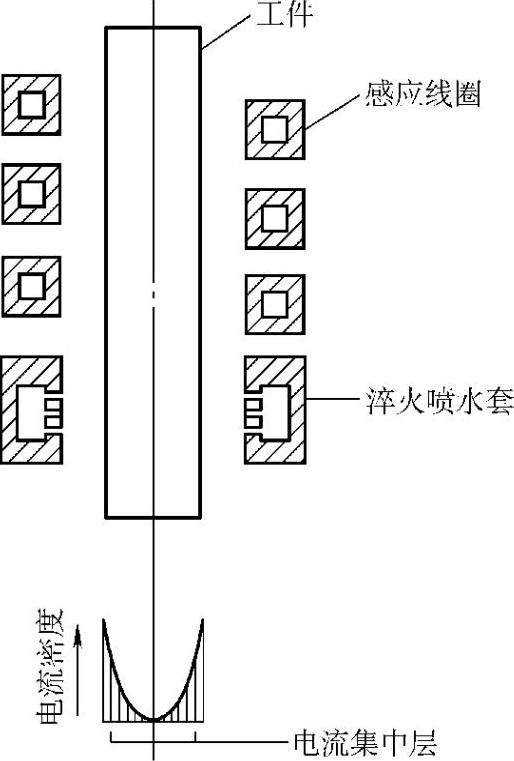
图5-10 感应加热表面淬火示意图
(1)加热频率的选用 室温时感应电流流入工件表层的深度δ(mm)与电流频率f(Hz)的关系为
由上式可知频率升高,电流透入深度降低,淬透层减小。
(2)感应加热表面淬火特点
1)加热速度极快,可扩大奥氏体转变温度范围,缩短转变时间。(https://www.xing528.com)
2)淬火后工件表层可得到极细的隐晶马氏体,硬度稍高(2~3HRC)。脆性较低及较高疲劳强度。
3)经该工艺处理的工件不易氧化、脱碳,甚至有些工件处理后可直接装配使用。
4)淬硬层深,易于控制操作,易于实现机械化、自动化。
(3)常用的感应加热方法
1)高频感应加热淬火:频率范围100~500kHz,常用频率200~300kHz,为电子管式高频加热,淬硬层深度为0.5~2.5mm,适用于中小型工件。
2)中频感应加热淬火:频率范围500~10000Hz,常用频率2500~8000Hz,电源设备为机械式中频加热装置或可控硅中频发生器。淬硬层深度≤10mm。适用于较大直径的工件。
3)工频感应加热淬火:频率为50Hz。采用机械式工频加热电源设备,淬硬层深可达10~20mm,适用于大直径工件的表面淬火。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。