



5.1.1.1 取样部位及尺寸
材料不同部位、不同方向上的显微组织往往不同,所以应根据检验目的有针对性地在被检材料或零件上选取试样。对于常规检验,国标GB/T 13298—1991对所取试样的部位、形状、数量、尺寸及截面方向等都有明确的规定。在分析零件失效原因时应从失效部位取样。研究冷加工变形组织、带状组织或定向凝固组织时应着重观察纵向截面。在测定表面处理层深时,截面应垂直于表面,如果层深很浅,则可以选取斜截面试样,使层深的测量更为精确,组织的变化也更为清晰。
试样的尺寸以磨制方便为宜,横截面尺寸在10~25mm范围内,过大使磨样时间过长,过小则磨面不易保持平面。试样高度以15mm左右为宜。
5.1.1.2 取样方法(https://www.xing528.com)
试样的切取方法很多,有机械切割、电弧(或气)切割、电解切割等,检验者可因地制宜选取合适的方法,但无论何种方法都必须保证试样表面的显微组织不因切割而发生变化,必要时应采取冷却措施。目前工厂中使用最多的方法是砂轮片切割,它适用于各种硬度的金属材料,表面也比较光洁。切割用砂轮有两种类型:一种是以碳化硅或氧化铝为磨料,用树脂粘结起来制成厚度为0.5~1.5mm的砂轮片,切割时转速为1450r/min;另一种是用适当粒度的金刚石磨料粘结在金属圆盘的刃部,厚度为0.15~0.38mm,在低速下(≈150r/min)进行切割。不论选用何种切割方法,切割后都会在表面或多或少地留下变形层,在以后的磨制过程中必须将其磨掉。图5-1所示为几种切割方法产生的变形层深度。可以看出,使用低速金刚石砂轮片切割时试样的变形层最浅。近年来,研制成功了以立方氮化硼或氮化硅磨料粘结的低速砂轮片,切割效率更高,变形层更薄。
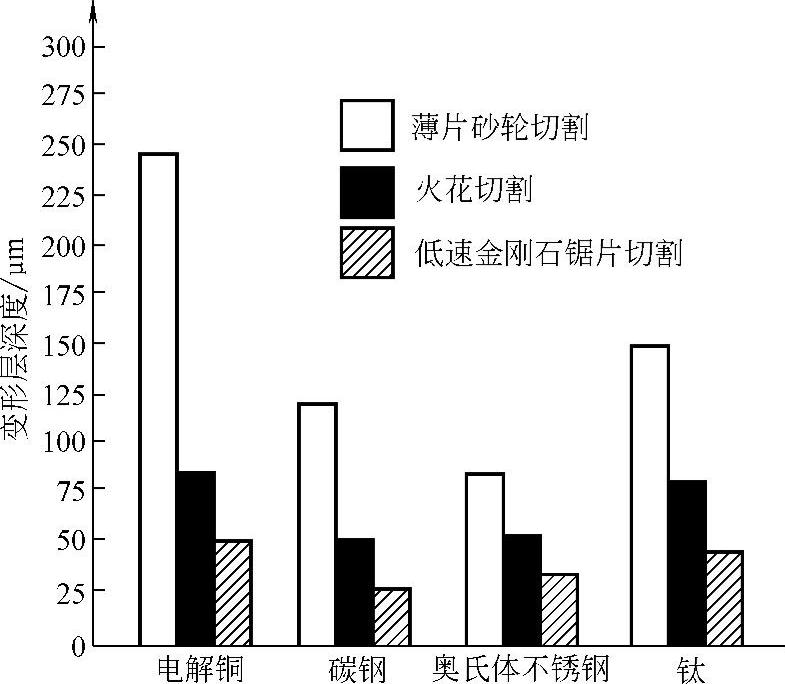
图5-1 不同切割方法产生的变形层深度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。